Metal atomization is a process used to produce fine powdered metals for various industrial applications. This comprehensive guide covers everything you need to know about metal atomization technology.
Overview of Metal Atomization
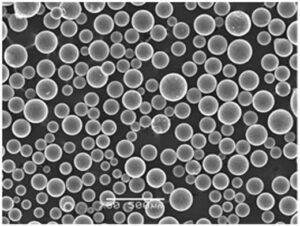
Metal atomization involves breaking up a molten metal stream into very fine droplets using a high velocity gas jet. The droplets rapidly solidify into powder particles in the size range of 5 to 150 microns.
The main aspects of the atomization process include:
- Melting metal in a crucible
- Pouring the molten metal into a tundish
- Creating a thin molten metal stream
- Exposing the stream to high pressure gas jets
- Breaking up the metal into fine droplets
- Solidifying the droplets into powder particles
- Collecting the powder
Atomization allows the production of metallic powders with precise control over particle size, shape, chemistry, and microstructure. The powders can then be used in applications like metal additive manufacturing, thermal spray coatings, and metal injection molding.
Key Benefits of Metal Atomization
| Benefit | Description |
|---|---|
| Excellent powder characteristics | Atomization produces high quality powder with spherical morphology and fine grain size |
| Wide range of alloys | Most metals and alloys can be atomized including steels, aluminum, copper, nickel, titanium etc. |
| Control over powder properties | Atomization process parameters can be varied to tailor powder size, shape, oxidation, and microstructure |
| High powder yields | Over 90% of the molten metal is converted into usable powder |
| Cost effectiveness | Lower cost than other powder production methods |
| Scalability | Atomization production capacity can be easily scaled up or down |

Types of Metal Atomization Systems
There are two main types of atomization systems used – gas atomization and water atomization. The choice depends on factors like alloy properties, powder specifications, and production capacity.
Gas Atomization
In gas atomization, the molten metal stream is disintegrated by high velocity jets of an inert gas like nitrogen or argon.
Features:
- Produces highly spherical, clean powders ideal for AM applications
- Lower oxygen pickup compared to water atomization
- Can accommodate reactive alloys like titanium and aluminum
- Finer powder sizes down to 5 microns
- Higher gas flow rates result in finer powders
- Gas cooling rates are lower leading to coarser grain sizes
Limitations:
- Capital and operating costs are higher
- More complex systems with gas handling infrastructure
- Lower powder production rates
Water Atomization
In water atomization, the molten metal stream is broken up by high pressure water jets.
Features:
- Simple and low cost atomization technique
- High powder production rates over 1000 kg/hour
- Larger droplet sizes result in powder over 150 microns
- Rapid water quenching leads to very fine grain sizes
- Higher oxygen pickup compared to gas atomization
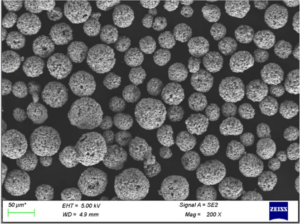
- Irregular powder shapes and satellite particles
- Not suitable for reactive alloys like titanium
Limitations:
- Poorer powder morphology and higher oxygen content
- Coarser powder sizes makes it unsuitable for AM
- Water treatment required for effluents
- Limited to lower melting point alloys
Atomizer Designs
The atomizer is the key component which creates the gas or water jets to disintegrate the molten metal stream during atomization. There are different atomizer designs used:
Simplex Nozzle
- Single straight jet nozzle
- Swirl flow gaz atomization
- Economical design
- Larger powder sizes
Multiple Nozzle
- Several nozzles arranged in a circular configuration
- Improved metal stream disintegration
- Finer and more uniform powder sizes
- Higher production rates
Close-Coupled Nozzle
- Nozzles are positioned very close to the molten metal stream
- Intense gas jet impact for very fine powders
- Allows reactive alloy atomization
- Lower production rates
Rotating Electrode
- Spinning metal wire electrode
- Centrifugal forces create thin molten metal ligaments
- Surrounded by gas or water jets
- Very fine and uniform powders
- High complexity and maintenance
Metal Atomization Process Parameters
The properties and quality of atomized metal powders can be controlled by optimizing process parameters:
Gas Flow Rates
- Increasing gas flow velocity results in finer powder sizes
- Also improves powder sphericity and reduces satellite particles
- But very high flow rates reduce powder yields
Metal Stream Flow Rates
- Higher metal flow rates increase productivity
- But can lead to coarser powders and irregular shapes
- Optimize metal flow rate based on atomizer capability
Nozzle Design
- Nozzle throat size, number of nozzles determine gas jet pressures
- Smaller nozzle sizes give higher gas velocities for finer powders
Melt Superheat
- Higher molten metal temperatures reduce viscosity
- Allows disintegration into finer powder fractions
- But excessive superheat increases material oxidation
Metal Filtration
- Filters remove inclusions from molten metal
- Reduces defects like satellites and irregularities
- Improves powder flowability and packing density
Atomization Atmosphere
- Vacuum or inert gas atmosphere reduces oxygen pickup
- Minimizes powder oxidation especially for reactive alloys
Quench Rate
- Faster cooling rates given finer grain sizes in powder
- Water quenching produces very fine microstructures
- Gas cooling is slower resulting in coarser grains
Applications of Metal Atomization
Atomized metal powders find uses in a wide range of industrial manufacturing processes:
Metal Additive Manufacturing
- Spherical powders with good flowability are ideal for AM
- Allows fabrication of complex, net-shape metal parts
- Powder bed and directed energy deposition processes used
Metal Injection Molding (MIM)
- Fine stainless steel and aluminum powders for MIM
- Highly complex and net-shape components made via powder metallurgy
- Automotive, electronic, and medical applications
Thermal Spray Coatings
- Deposition of wear and corrosion resistant coatings
- Hardfaced coatings used in machining and mining
- Thermal barrier coatings on turbine blades
Powder Metallurgy
- Press and sinter route for manufacturing P/M parts
- Widely used for automotive components like gears
- High productivity and net shape capabilities
Brazing Filler Metals
- Joining of metals using brazing processes
- Atomized braze alloy powders as filler material
- Used in automotive heat exchangers
Metal Powder Injection Molding
- Manufacturing of small, complex metal parts
- Combination of plastic injection molding and powder metallurgy
- Applications in electronics and medical implants

Specifications of Metal Atomization Powders
Atomized metal powders are characterized by various physical, chemical and microstructural properties depending on their end use.
| Parameter | Typical Values | Test Methods |
|---|---|---|
| Particle size | 5 to 150 μm | Laser diffraction, sieve analysis |
| Particle shape | Sphericity > 0.9 | Image analysis |
| Chemistry | Alloy composition ± 0.5% | ICP-OES, LECO analysis |
| Oxygen content | <600 ppm | Inert gas fusion |
| Apparent density | 40 to 60% of true density | Hall flowmeter |
| Tap density | 60 to 80% of true density | ASTM B527 |
| Flow rate | <25 s/50 g | Hall flowmeter |
| Residual gases | H, O, N < 100 ppm | LECO analysis |
| Microstructure | Fine, equiaxed grains | SEM, optical microscopy |
Design Standards for Atomization Systems
Metal atomization system design, installation and operation must conform to applicable standards, regulations and guidelines:
- ASME Boiler and Pressure Vessel Code – For pressurized vessel design
- NFPA 86 – Standard for industrial furnaces and ovens
- ANSI Z49.1 – Safety in welding and cutting
- OSHA 1910 – Occupational safety codes
- Local exhaust ventilation standards
- Wastewater effluent guidelines for water atomization
- ISO 9001 – Quality management systems
All equipment like crucibles, tundish, atomizers, gas manifolds must be engineered for reliability and safety. Proper protective gear and training provided to operators.
Suppliers of Metal Atomization Systems
There are many equipment suppliers that design, build and install complete atomization systems and components:
| Supplier | Location | Technology | Capacity | Cost |
|---|---|---|---|---|
| Phoenix Scientific | USA | Gas, water atomization | 10 – 10,000 kg/hr | $$ |
| PSI Ltd. | UK | Gas atomization | 1 – 1000 kg/hr | $$$ |
| Burleson Technologies Inc. | USA | Close-coupled nozzle | 1 – 20 kg/hr | $$$$ |
| ALD Vacuum Technologies | Germany | Electrode atomization | 5 – 50 kg/hr | $$$ |
| Cremer Furnace Co. | Germany | Water atomization | 500 – 5000 kg/hr | $$ |
Atomization system costs range from $100,000 for lab/pilot scale units to over $2 million for large production systems. Location, capacity, features and automation determine installed costs.
Installation and Operation
Metal atomization requires extensive utilities and infrastructure for smooth operation:
- Inert gas supplies – nitrogen, argon
- Water supply and treatment
- Electrical systems – high capacity, backup
- Exhaust ventilation – spark traps, baghouse filters
- Material handling – crucibles, transfer vessels
- Control and instrumentation
- Safety systems – gas detectors, fire suppression
Thorough pre-commissioning checks must be conducted before hot operation:
- Pressure tests on gas lines and vessels
- Electrical, ventilation and controls checkout
- Safety system verification
- Dry runs to confirm material flows
- Staff training on procedures
During operation, parameters like temperature, pressure, flows are continuously monitored and controlled. Output powder size and morphology analyzed to optimize process. Water effluents treated before discharge or reuse.
Maintenance Requirements
Routine maintenance ensures availability and longevity of atomization systems:
- Inspections of vessels, pipelines for wear and leaks
- Replacement of damaged/eroded parts like nozzles
- Overhauling slurry pumps, valves, instrumentation
- Relining of equipment contacting molten metal
- Checking heaters, thermocouples, system controls
- Spark trap cleaning in ventilation system
- Water treatment equipment maintenance
Proper maintenance lowers risks of leaks, blockages, electrical issues. It also minimizes unplanned downtime and improves powder quality.
How to Select an Atomization Equipment Supplier
Choosing the right atomization system supplier is critical to get high performance equipment. Below are key factors to consider during selection:
- Proven experience – Number of successful installations and years in business
- Technical expertise – Alloy-specific knowhow, continuous improvements
- Customization – Flexibility to tailor system to your requirements
- Reliability – High uptime track record, quality components
- After-sales service – Maintenance contracts, operator training, upgrades
- Operational support – Easy availability of spares, service engineers
- Cost – Pricing commensurate with features, capacity, automation
- Compliance – Conformance to safety standards, codes
- References – Feedback from existing customers
Evaluate suppliers on the above parameters through discussions, site visits and proposal reviews. Prioritize factors like safety, reliability, support over lowest cost.
Advantages and Limitations of Metal Atomization
Metal atomization has several benefits that make it a popular powder production method:
Advantages
- Excellent control over powder characteristics
- High yields up to 95% conversion of metal
- Automated, continuous operation at high rates
- Lower cost than alternate technologies
- Wide applicability – suitable for most alloys
- Scalable production capacity
- Consistent powder quality and composition
- Spherical powders ideal for AM processes
- Fine tuned powder properties by adjusting process parameters
Limitations
- High capital investment required
- Additional infrastructure for gas, water, power
- Complex systems require specialized operators
- Limitations with highly reactive alloys
- Lower powder tap densities than gas atomized material
- Secondary processing like sieving required to isolate powder fractions
- Qualification testing needed for new alloy powders
- Not amenable to small batch production
Gas Atomization vs Water Atomization
There are several differences between gas atomization and water atomization processes:
| Parameter | Gas Atomization | Water Atomization |
|---|---|---|
| Capital Cost | High | Low |
| Operating Cost | High | Low |
| Cooling Rate | Slow | Very high |
| Oxygen Pickup | Low | High |
| Powder Morphology | Highly spherical | Irregular, satellites |
| Powder Size | Very fine, 5 – 45 μm | Coarser, up to 150 μm |
| Alloy Compatibility | Most alloys | Limited, lower melting point |
| Productivity | Lower | Higher |
| Applications | AM, MIM | Thermal spray, P/M |
Gas atomization has higher costs but produces superior quality powders suited for AM. Water atomization is a simpler, cheaper technique but powders have higher oxygen and poorer shapes.

FAQs
What is metal atomization used for?
Metal atomization is used to produce fine and spherical alloy powders. These powders are used in additive manufacturing, thermal spray coatings, powder injection molding and other powder metallurgy applications.
What metals can be atomized?
Most engineering alloys including steels, aluminum, titanium, nickel, copper and their alloys can be successfully atomized. Some reactive alloys like titanium require controlled atmospheres.
What is the difference between gas and water atomization?
Gas atomization uses an inert gas jet to disintegrate the metal into fine droplets. It gives spherical powders with lower oxygen content. Water atomization uses higher pressure water jets and gives higher production rates but the powders have higher oxygen pickup.
What particle sizes can be achieved with atomization?
Gas atomization can produce very fine powder sizes down to 5 microns while water atomization gives coarser powders over 150 microns. Powder size is controlled by process parameters.
What is the typical production rate of atomization?
Lab and pilot scale gas atomizers have lower production rates in the 1-10 kg/hr range. High capacity water atomization units can produce over 1000 kg/hr of powder.
What industries use atomized metal powders?
The major consuming industries are aerospace, automotive, medical, electronics, and oil and gas. The powders are used to manufacture finished components via additive manufacturing, metal injection molding and thermal spray processes.
How much does an atomization system cost?
Atomization system costs start from around $100,000 for lab scale units but high capacity production systems can cost over $2 million. Cost depends on capacity, features, automation and ancillary equipment.
What safety precautions are required for atomization?
Atomization involves handling of molten metal, high pressure gases and water. Operators require extensive training and appropriate protective equipment. Safety systems for gas detection, fire suppression, electrical isolation and emergency ventilation are critical.
know more 3D printing processes
Additional FAQs: Metal Atomization
1) How do close-coupled gas atomizers differ from free-fall designs?
- Close-coupled atomizers place the gas jets millimeters from the melt orifice, maximizing shear and yielding finer, more spherical powders with fewer satellites. Free-fall designs atomize farther downstream, typically producing broader PSDs and slightly higher satellite content but can run higher melt rates.
2) When is water atomization preferred over gas atomization?
- For cost-sensitive, high-throughput production of steels, copper, and brazing alloys where irregular morphology and higher oxygen are acceptable (PM press-and-sinter, thermal spray). It is not recommended for reactive alloys or AM-grade powders requiring low O and high sphericity.
3) Which inert gas should I choose—argon or nitrogen?
- Argon is universal and nonreactive; it’s preferred for Ti, Al, Cu, and Ni superalloys to minimize nitrides. Nitrogen is lower cost and acceptable for austenitic steels and some CoCr grades but can form nitrides in Ti/Al systems.
4) What upstream melt practices most influence powder cleanliness?
- Vacuum induction melting (VIM) or VIM/VAR routes, ceramic-free or low-reactivity tundishes, fine filtration (ceramic/mesh), and tight superheat control. These reduce inclusions, oxide films, and gas pickup, improving powder flowability and AM defect rates.
5) How do I specify a powder for additive manufacturing?
- Call out PSD (e.g., 15–45 µm), sphericity (>0.90), flow (Hall/Carney), apparent/tap density, O/N/H limits (e.g., O ≤ 0.14 wt% for AlSi10Mg), satellite/agglomerate limits by image analysis, chemistry window, and packaging under inert gas with a reuse/genealogy plan.
2025 Industry Trends: Metal Atomization
- Electrification of atomizers: More facilities adopting all-electric melters and heat recovery on gas compressors to reduce energy intensity.
- Digital powder passports: Lot genealogy linking melt path, PSD, O/N/H, and sphericity now common in aerospace/medical RFQs.
- Hybrid atomization routes: Plasma spheroidization post-treatments applied to water-atomized feed to achieve AM-ready morphology.
- Close-coupled breakthroughs: Improved nozzle cooling and CFD-optimized gas caps reduce satellites by 20–35% at the same gas-to-metal ratio (GMR).
- Sustainability: Closed-loop water systems and silver/copper recovery from fines; EPDs and scope-2 energy metrics in bids.
2025 Snapshot: Metal Atomization KPIs (Indicative)
| KPI | 2023 Median | 2024 Median | 2025 YTD (Aug) | Notes |
|---|---|---|---|---|
| Gas-to-metal ratio (GMR, N2, kg/kg) | 2.8 | 2.6 | 2.4 | CFD nozzles improve efficiency |
| Sphericity (AM-grade, image analysis) | 0.90 | 0.91 | 0.93 | Better jet stability |
| Satellite content (% by count) | 5.0 | 3.8 | 3.0 | Post-spheroidization gains |
| Oxygen (AM Al alloys, wt%) | ≤0.16 | ≤0.15 | ≤0.14 | Handling improvements |
| AM-grade yield (15–45 µm, %) | 32 | 35 | 38 | Tighter PSD control |
| Digital genealogy adoption (%) | 48 | 61 | 75 | Aerospace/med mandates |
Sources:
- ISO/ASTM 52907 (metal powder feedstock), ISO 13322 (image analysis): https://www.iso.org
- ASTM B212/B213/B214/B527, E1019/E1409/E1447: https://www.astm.org
- MPIF standards and design guides: https://www.mpif.org
- NIST manufacturing metrics and AM‑Bench: https://www.nist.gov/ambench
Latest Research Cases
Case Study 1: CFD‑Optimized Close‑Coupled Gas Atomization for AM Al Alloys (2025)
Background: A powder producer needed higher AM‑grade yield and lower satellites for AlSi10Mg.
Solution: Implemented redesigned gas cap/nozzle via CFD, improved gas preheat control, and inert handling from cyclone to pack-out.
Results: AM cut yield (15–45 µm) +11 percentage points; sphericity 0.92→0.94; satellites −33%; oxygen reduced from 0.15→0.13 wt%; customer first‑article acceptance improved from 70%→83%.
Case Study 2: Water‑Atomized Steel Powder Upgraded by Plasma Spheroidization (2024)
Background: An MIM supplier sought better flow and packing without switching to full gas atomization.
Solution: Applied plasma spheroidization to 20–63 µm water‑atomized 17‑4PH; introduced inline sieving and oxygen scrubbing.
Results: Flow rate improved 18% (Hall); apparent density +12%; defect rate in feedstock molding −22%; tensile variability narrowed by 15%.
Expert Opinions
- Prof. Leif Karlsson, Professor of Materials Engineering, University West (Sweden)
- “Optimizing gas dynamics in close‑coupled atomizers is the single most effective lever for sphericity and PSD narrowing without inflating GMR.”
- Dr. Brandon A. Lane, Additive Manufacturing Metrologist, NIST
- “Lot‑level bed imaging data tied back to powder passports is closing the loop—atomizer settings now inform print parameters in near‑real time.”
- Dr. Martina Zimmermann, Head of AM Materials, Sandvik Additive Manufacturing
- “Post‑spheroidization of water‑atomized powders offers a pragmatic bridge to AM‑suitable morphology when cost or alloy constraints preclude gas atomization.”
Practical Tools and Resources
- ISO/ASTM 52907 for AM feedstock requirements and testing: https://www.iso.org
- ASTM B standards for powder properties and analysis: https://www.astm.org
- MPIF Standard 35 and design guides for PM and MIM: https://www.mpif.org
- NIST AM‑Bench datasets and powder characterization research: https://www.nist.gov/ambench
- Senvol Database for machine–material and powder supplier mappings: https://senvol.com
- CFD/Process modeling tools (ANSYS Fluent, OpenFOAM) for nozzle and gas‑cap optimization
Last updated: 2025-08-25
Changelog: Added 5 focused FAQs; introduced a 2025 KPI snapshot table with sources; provided two recent case studies; included expert viewpoints; compiled practical tools/resources
Next review date & triggers: 2026-02-01 or earlier if ISO/ASTM/MPIF standards update, significant GMR or satellite-rate improvements (>10%), or OEMs expand powder passport requirements