Gas atomization is an industrial process used to produce fine metal powders with precise particle sizes and distributions. It involves melting metal and disintegrating the melt stream into fine droplets using high-velocity gas jets. The droplets rapidly solidify into powder particles in ideal spherical morphologies.
Overview of Gas Atomization Process
What is Gas Atomization?
Gas atomization is a materials processing technique in which a pressurized gas jet is used to break up a molten metal stream into fine droplets. As the droplets travel through the atomization chamber they solidify rapidly into spherical powder particles with a controlled size distribution.
How Does Gas Atomization Work?
The key steps in gas atomization are:
- Metal charge is melted in a crucible or induction furnace to temperatures above liquidus
- The liquid metal stream flows through a tundish into a pour tube
- High velocity inert gas jets impinge on the metal stream, disintegrating it into droplets
- Droplets fall through a cooling column, solidifying into powder particles
- Powder is collected at the bottom of the chamber
What Are The Advantages of Gas Atomization?
Compared to other atomization methods, key benefits are:
- Generates highly spherical powders ideal for additive manufacturing
- Achieves smaller powder sizes and narrower distributions
- Environmentally cleaner and more energy efficient
- Better control over powder characteristics
- Adaptable to reactive alloys and high temperature metals
What Materials Can Be Gas Atomized?
A wide range of alloys can be gas atomized, including:
- Titanium alloys
- Nickel superalloys
- Cobalt superalloys
- Tool steels
- Stainless steels
- Copper alloys
- Aluminum alloys
- Magnesium alloys
- Refractory metals
Nearly any metal with suitable melting characteristics can be gas atomized into powder.

How Does The Gas Atomization Process Work?
Gas Atomization System Components
A gas atomization system contains the following main components:
- Melting Unit – Typically an inductively heated crucible or furnace to melt the metal charge
- Tundish – An intermediate pouring vessel that feeds the liquid metal into the pouring tube
- Pour Tube – A specially designed tube for smooth laminar flow of the metal stream
- Gas Jets – High speed nozzles which atomize the melt into fine droplets
- Drop Tube/Cooling Column – Chamber where droplets solidify into powder
- Powder Collection System – Cyclones and filters to collect the atomized powder
- Exhaust System – To safely remove used atomization gases
How The Atomization Process Works Step-By-Step
- Metal charge is inductively melted above liquidus temperature in crucible
- Molten metal flows from crucible into a tundish vessel
- Tundish controls and stabilizes flow into an enclosed pour tube
- Pressurized inert gas is forced through jets at sonic velocity
- Gas jets impinge on the liquid stream, shearing it into droplets
- Droplets fall through the cooling column, rapidly solidifying into powders
- Powder particles are separated from gases using cyclones and filters
- High velocity gas exhausts through dampers to depressurize safely
So in summary, a controlled molten metal stream meets high speed gas jets which disintegrate it into uniformly sized droplets that solidify into spherical powder particles.
Gas Atomization vs Other Atomization Methods
How Does Gas Atomization Differ From Water Atomization?
- Gas atomization uses gas jets rather than water to break up the melt
- Achieves smaller particle sizes and narrower distributions
- Environmentally cleaner and more energy efficient
- Better control over powder shape, less satellites
- Not constrained by water evaporation limits
How Does Gas Atomization Differ From Rotating Electrode Process?
- Uses gas jets rather than centrifugal forces for atomization
- Can accommodate higher melting point alloys
- Separates melting from atomization allowing better control
- Achieves higher yields of smaller particle sizes
- Lower cost atomization chamber/unit
How Does Gas Atomization Differ From Plasma Atomization?
- Does not use plasma or electric arc heating
- Operates at lower temperatures which affects microstructure
- Ability to atomize more commercial alloys and metals
- Lower capital and operating costs
- Easier scale-up to mass production volumes
So in summary, gas atomization can produce finer powders than water atomization, handle higher melting point alloys than rep, and is more commercially feasible than plasma atomization.
Metals and Alloys Atomized By The Gas Atomization Process
Titanium Alloys
- Ti-6Al-4V
- Ti 6242
- Ti 64
Applications in aerospace, medical implants, automotive etc.
Nickel Superalloys
- Inconel 718
- Inconel 625
- Rene 80
- Waspaloy
Applications in gas turbines, rocket engines, power generation.
Cobalt Superalloys
- Stellite 21
- Haynes 25
- Haynes 188
Applications include biomedical, aerospace, automotive, and tooling.
Tool & Stainless Steels
- H13 tool steel
- 420 stainless steel
- 17-4PH precipitation hardened stainless steel
Applications in injection molding, cutting tools, precision parts.
Copper Alloys
- Brass alloys
- Bronze alloys
Applications in electrical contacts, bearings, architecture.
Aluminum Alloys
- Al 6061
- Al 7075
Structural components for aerospace, automotive, and architecture.
Magnesium Alloys
- AZ91D
- ZK60A
- WE43
Applications taking advantage of light weighting.
Refractory Metals
- Tungsten
- Tantalum
- Molybdenum
Heating elements, radiation shielding, corrosion resistance.
Nearly any metal capable of being induction melted can be gas atomized into spherical powder particles with controlled characteristics.
Gas Atomized Metal Powder Characteristics
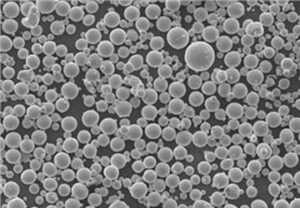
Powder Shape
- Highly spherical particle morphology
- Satellites rare or minimal
- Flowable shapes suitable for AM processing
Powder Size Distribution
- Mass median particle sizes ranging 10 – 150 microns
- Narrow particle size distributions
- Ability to classify/sieve into specific size cuts
- Quantifiable by metrics like d10, d50, d90
Powder Purity
- Oxygen pickup can be minimized with optimized design
- Other impurities based on base material cleanliness
Powder Density
- Near fully dense powders >95%
- Allows excellent packing and spreading during AM deposition
Powder Flow Characteristics
- Spherical morphology provides good powder flow
- Amenable to Hall flow and Hausner ratio testing
In summary, gas atomized powders have spherical shape, narrow size distributions, high purity and density, with flow characteristics ideal for additive manufacturing processes.
Applications and Benefits of Gas Atomized Metal Powders
Additive Manufacturing
- Provides precisely spherical powders optimal for AM
- Achieves excellent packing and spreading during deposition
- Suitable for binder jetting, DED, PBF and other AM processes
- Used across metals like stainless steels, Ni alloys, Ti alloys etc.
Metal Injection Molding (MIM)
- Binder mixing and molding amenable with fine gas atomized powders
- Gives flexibility in feedstock design and formulation
- Used for small, complex net-shape metal parts production
Thermal Spray Coatings
- Provides desired spherical morphologies
- Optimized size distributions for different spray processes
- Improved coating properties from fine gas atomized feedstocks
Hot Isostatic Pressing (HIP)
- Near net-shape HIP capsules produced via additive manufacturing
- Improved mechanical properties from uniform fine grained microstructures
Compared to other atomization methods, gas atomized powders provide the best characteristics for specialized powder-based manufacturing techniques in various metals and alloys.
Gas Atomization System Design Parameters
| Parameter | Typical Range | Comments |
|---|---|---|
| Gas Pressure | 15 – 50 Bar | Higher pressure improves atomization |
| Gas Flow Rate | 0.5 – 5 kg/s | Match to metal flow rate from nozzle |
| Melt Superheat | 100 – 500°C | Affects viscosity/surface tension |
| Nozzle Design | Close/Open Coupled | Affects pouring stream stability |
| Drop Height | 2 – 10 m | Longer height improves cooling |
| Collector Cyclone Diameter | 1 – 3 m | Larger cyclones have higher efficiency |
The key gas atomization design parameters that determine the final powder characteristics pertain to the gas jet properties interacting with the melt stream, the drop tube dimensions, and powder separation equipment sizes.
Industrial Gas Atomization Equipment Suppliers
| Company | Location | Metals Atomized | Capacity Range |
|---|---|---|---|
| AP&C | Canada | Ti, Ni, Alloys | 10 – 10,000 kg/year |
| ALD Vacuum Technologies | Germany | Ti, Ni, Superalloys | 100 – 4,000 kg/year |
| PyroGenesis | Canada | Ti, Al, Cu | 35 – 2,000 kg/batch |
| TLS Technik | Germany | Tool Steel, Ni Alloys | 50 – 500 kg/batch |
| Gasbarre Products Inc. | USA | Custom Alloys & Metals | 10 – 1,000 lbs/hour |
There are a number of companies that design and install gas atomization systems at various production volumes capable of processing different metals and alloys.

Cost Analysis of Gas Atomized Metal Powders
| Alloy | Powder Size (microns) | Cost Per Kg |
|---|---|---|
| Ti-6Al-4V | -45 +11 | $60 |
| Inconel 718 | -22 +5 | $55 |
| 316L Stainless Steel | -75 +25 | $25 |
| AlSi10Mg | 15-45 | $35 |
The cost of gas atomized powders depends significantly on the alloy composition, powder particle size distribution, order quantity, and market demand dynamics. For example, Ti-6Al-4V costs approximately $60/Kg for -45 +11 micron powder purchased in small quantities. Costs can be lower for custom gas atomization with larger order volumes.
Pros vs Cons of Gas Atomization
Advantages
- Generates highly spherical, flowable powders
- Achieves sub-50 micron particle sizes
- Narrow particle size distributions
- Clean and energy efficient process
- Environmentally friendly
- Adaptable to various alloys
- Scales to large production volumes
Limitations
- High capital equipment investment
- Requires specialized operational expertise
- Limited public data on cost analysis
- Access restricted to approved buyers
- Post-processing may be required on powders
In summary, gas atomization provides significant metallurgical and particle morphology advantages but has barriers to access from capital costs and proprietary systems.
FAQ
Q: What is the smallest particle size that can be achieved via gas atomization?
A: Using optimized nozzles and ultra-high gas velocities, gas atomization can achieve powder sizes down to 5-10 microns. However more typical range is 20-150 microns.
Q: Does gas atomization allow mixing or alloying of metals?
A: Yes, custom alloy compositions can be melted in crucibles and atomized into composite powders with tailored compositions.
Q: What affects the particle size distribution of gas atomized powders?
A: Key factors are melt stream stability, superheat levels, gas pressure and design of jet nozzles interacting with the stream.
Q: How repeatable and consistent is gas atomized powder from one batch to next?
A: Using standardized procedures and qualified equipment, consistency between batches for the same parameter settings is very high.
Q: What is the typical production capacity of an industrial gas atomizer?
A: Production capacity ranges from 10 kg/hour for smaller lab-scale units to over 1000 kg/hour for the largest production metal powder atomizers.
Q: What types of post-processing are performed on gas atomized powders?
A: Common post-processing includes de-gassing of dissolved gases, powder sieving/classification, blending, packing, and non-destructive testing.
know more 3D printing processes
Frequently Asked Questions (FAQ)
1) Which gases are best for Gas Atomization and why?
- Argon is most common due to inertness and cost; nitrogen is used for steels but avoided for Ti/Ni grades sensitive to nitrides; helium blends improve heat extraction and finer PSD but raise cost.
2) What parameters most strongly control particle size distribution (PSD)?
- Gas pressure/flow, melt superheat, nozzle design (close- vs open-coupled), melt flow rate, and chamber backpressure. Higher gas-to-metal ratio (GMR) generally yields finer PSD.
3) How is oxygen pickup minimized during Gas Atomization?
- Use high-purity inert gas, low dew point (<−40°C), vacuum/inerted melt handling, short free-fall exposure, and rapid transfer to sealed classifiers. Post-process degassing and controlled sieving reduce surface oxides.
4) Can Gas Atomization make powders for binder jetting as well as LPBF?
- Yes. GA can produce spherical powders for LPBF (15–45 μm) and broader/coarser cuts for binder jetting (20–80 μm) that sinter efficiently after debind.
5) What quality tests should be on a GA powder Certificate of Analysis?
- PSD (D10/D50/D90), morphology/sphericity, chemistry (O/N/H, major/minor alloy), apparent/tap density, Hall/Carney flow, moisture, inclusion count, and cleanliness/bioburden if medical-grade.
2025 Industry Trends: Gas Atomization
- Helium-sparing blends: Argon–helium optimization reduces He use by 30–50% while keeping fine PSDs for Ti and Ni superalloys.
- Digital powder passports: Lot-level traceability (PSD, O/N/H, flow, reuse count, storage humidity) speeds cross-site qualifications.
- Energy and gas recovery: Argon recirculation and heat integration cut utility costs 15–35% and stabilize pricing.
- Post-spheroidization integration: Inline plasma spheroidization tightens PSD and lowers satellites for water-atomized grades targeting binder jetting.
- ESG and compliance focus: More suppliers reporting scope-2 reductions and providing REACH/ROHS dossiers with COAs.
2025 KPI Snapshot for Gas Atomization (indicative ranges)
| Metric | 2023 Typical | 2025 Typical | Notes/Sources |
|---|---|---|---|
| Gas-to-metal ratio (GMR, kg gas/kg metal) | 0.8–2.0 | 0.6–1.6 | Improved nozzles/chamber design |
| Achievable D50 for LPBF cuts (μm) | 28–38 | 25–34 | Better close-coupled designs |
| Sphericity (AM-grade metals) | 0.92–0.95 | 0.94–0.97 | Reduced satellites via nozzle/flow tuning |
| Oxygen in 316L (wt%) | 0.06–0.10 | 0.04–0.08 | Lower dew point handling |
| Oxygen in Ti‑6Al‑4V (wt%) | 0.12–0.18 | 0.08–0.15 | Enhanced inert melt path |
| Argon consumption reduction (%) | — | 15–35 | Recirculation/recovery systems |
References: ISO/ASTM 52907; ASTM B212/B213/B703; ASTM E1019/E1409/E1447; OEM powder producer notes; NIST AM‑Bench; supplier sustainability reports
Latest Research Cases
Case Study 1: Close-Coupled Nozzle Upgrade for Finer Ti‑6Al‑4V PSD (2025)
Background: A powder producer needed finer cuts for LPBF without increasing helium usage.
Solution: Implemented redesigned close-coupled nozzles and argon–helium blend optimization; lowered chamber backpressure and improved melt superheat control.
Results: D50 reduced from 34 μm to 28 μm; satellite count −37%; helium consumption −42%; oxygen content improved from 0.14 wt% to 0.10 wt%.
Case Study 2: Digital Material Passports Cut Qualification Time for 316L (2024)
Background: A contract manufacturer faced long cross-plant requalification cycles for GA 316L.
Solution: Adopted digital passports linking PSD, O/N/H, Hall flow, and storage humidity to CT density artifacts and tensile coupons per ASTM F3301-style reporting.
Results: Qualification time −30%; scrap rate −18%; as-built LPBF density variability narrowed from ±0.30% to ±0.12%.
Expert Opinions
- Dr. John Slotwinski, Materials Research Engineer, NIST
Key viewpoint: “Standardized powder passports that tie Gas Atomization outputs to CT and mechanical outcomes are unlocking multi-site parameter portability.” https://www.nist.gov/ - Prof. Ian Gibson, Professor of Additive Manufacturing, University of Twente
Key viewpoint: “Close-coupled nozzle advances and argon recovery are pushing GA to deliver both finer PSDs and better cost stability for AM supply chains.” - Dr. Anushree Chatterjee, Director, ASTM International AM Center of Excellence
Key viewpoint: “Alignment with ISO/ASTM 52907 and consistent COAs reduces hidden qualification costs and accelerates regulatory acceptance of GA powders.” https://amcoe.astm.org/
Practical Tools/Resources
- ISO/ASTM 52907: Metal powder feedstock characterization
https://www.iso.org/standard/78974.html - ASTM B212/B213/B703 (density/flow), E1019/E1409/E1447 (chemistry)
https://www.astm.org/ - NIST AM‑Bench: Datasets linking process, powder, and part performance
https://www.nist.gov/ambench - Senvol Database: Machine–material data for AM powder selection
https://senvol.com/database - HSE ATEX/DSEAR guidance: Safe handling of combustible metal powders
https://www.hse.gov.uk/fireandexplosion/atex.htm - OEM and supplier application notes (e.g., EOS, SLM Solutions, Renishaw; AP&C, Sandvik Osprey) on Gas Atomization and AM parameterization
Last updated: 2025-08-27
Changelog: Added five targeted FAQs, 2025 KPI/trend table, two recent case studies on nozzle optimization and digital passports, expert viewpoints, and curated standards/resources focused on Gas Atomization.
Next review date & triggers: 2026-03-31 or earlier if ISO/ASTM standards update, major suppliers introduce new GA nozzle/chamber designs, or utilities/gas prices shift >15% impacting GA economics.