Introduction
metal atomization technology is a process where metal is converted from liquid to powder form by disintegrating molten metal into very fine droplets using gas or water. The droplets rapidly solidify into powder particles in the size range of 5 – 500 μm. Atomization technology has enabled production of metal powders with precise particle size distribution, composition, and morphology. Metal powders find applications in manufacturing of components using powder metallurgy, thermal spraying, metal additive manufacturing, etc. This article provides an overview of various methods of atomization, characteristics of atomized powders, and applications across different industries.
Methods of metal atomization technology
There are two main techniques for atomization of metals:
Gas atomization
In gas atomization, molten metal stream is disintegrated by high velocity jets of gas, usually nitrogen or argon. Gas atomization apparatus consists of a melt delivery system, atomization chamber, and powder collection system. The melt delivery system is tundish or crucible with a nozzle at the bottom through which the molten metal flows out. Upon exiting the nozzle, the metal stream is impacted by high pressure gas jets arranged radially or parallel to the melt stream. The gas jets breakup the melt into fine droplets which solidify rapidly as they move down to the collection chamber.
Following are the key advantages of gas atomization:
- Fine powders with average size down to 20 μm can be produced. Particle size distribution is narrow.
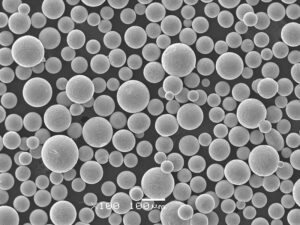
- Gas atomized powders have rounded particle morphology ideal for sintering applications.
- Reactive metals like titanium, aluminum can be atomized since the process is carried out in inert atmosphere.
- Multiple gas jets allow large volumes of powders to be produced continuously.
However, gas atomization requires high capital investment and running costs are high due to large gas consumption.
Water atomization
In water atomization, the molten metal stream coming out of the nozzle is disintegrated by jets of water coming from above or from the sides. Water atomization does not require inert gas and is a simpler process. But the particle size range is 100 – 500 μm and powder particles have irregular morphology. Key applications are in powder coating of metal components.
Water atomized powders find limited applications in powder metallurgy since fine powders are not possible. However, water atomization is economical compared to gas atomization.

Characteristics of atomized powders
Properties of atomized metal powders depend on composition of the metal alloy as well as the atomization process parameters. By optimizing process parameters, powders with desired characteristics can be produced.
Particle size and shape
- Gas atomized powders have smaller particle size of 5 – 150 μm compared to water atomized powders (100 – 500 μm).
- Water atomized particles have irregular shapes while gas atomized powders have more spherical morphology.
- Particle size distribution is an important parameter. Narrow distribution is preferred for applications like metal additive manufacturing.
Purity
- Gas atomization done under controlled atmosphere results in retention of alloy chemistry in the powder.
- Water atomized powders can have contamination from oxygen absorption.
- Fine powders have large surface area and can readily oxidize when handled in air. Passivation treatments are used to prevent oxidation.
Density
- Rapid solidification during atomization results in refined microstructure. Powder particles have low porosity.
- Gas atomized powders have higher density than water atomized powders.
- Closed porosity in atomized powders improves compressibility during compaction.
Flowability
- Irregular particle shape and wide size distribution leads to poor flow in water atomized powders.
- Fine spherical powders produced by gas atomization have good flowability.
Cost
- Gas atomized powders are 10X more expensive than water atomized powders.
- Cost depends on composition i.e. reactive alloys like titanium are costlier.
- Finer is the powder, higher is the cost. Cost increases exponentially for very fine powders.
Applications of atomized metal powders
Unique characteristics of atomized powders have enabled their use across manufacturing industries.
Powder metallurgy
Atomized powders are compacted and sintered to produce precision components like bearings, gears, magnets etc. Important requirements are:
- Spherical shape and narrow size distribution for high density and uniform compaction
- Fine powders (<100 μm) for greater sintered density
- Low oxygen content to minimize porosity after sintering
Metal additive manufacturing
Also known as 3D printing, it is one of the fastest growing applications of atomized powders. Key material requirements:
- Spherical powder morphology for good flowability
- Particle size between 15-45 μm for precision and surface finish
- Narrow size distribution for uniform layer deposition and density
- Low oxygen content for superior mechanical properties
Titanium and nickel superalloys are common alloys used.
Thermal spray coatings
In thermal spray processes like plasma spray, flame spray etc, atomized powders are heated to melt and sprayed on the component surface. Coatings provide wear and corrosion resistance. Powder characteristics:
- Particle size range suitable for spray technique (10 – 100 μm)
- Low oxygen content for higher coating density and bond strength
- Cost is critical, so water atomized powders commonly used
Metal injection molding (MIM)
MIM combines advantages of plastic injection molding and powder metallurgy to produce small, complex metal parts. Feedstock preparation involves mixing fine metal powder with binder. Requirements:
- Particle size below 20 μm for homogeneous mixing with binder
- Spherical morphology for improved flow during molding
- Narrow size distribution
Advances in atomization technology
Continuous research has led to development of atomization techniques to produce powders with customized properties and new alloys. Some key trends are:
- Multiple gas nozzle configurations to produce finer atomized powders
- Use of close-coupled atomization for reactive alloys like titanium, aluminum
- Hybrid atomization combining gas and water atomization
- Controlled oxidation during water atomization for better powder properties
- Atomization using centrifugal atomization, ultrasonic atomization techniques
- Computer simulations of droplet solidification to optimize atomization process
Development of new lightweight and high strength alloys has also expanded the application areas of atomized powders.

Conclusion
Metal atomization technology produces fine and precisely shaped metal powders suitable for advanced powder-based manufacturing processes. With the ability to control powder characteristics, atomized powders find increasing applications in high performance components across automotive, aerospace, biomedical, and other industries. Ongoing advances will enable manufacturing of tailored materials using atomized powders.
FAQs
What are the different methods used for metal atomization?
The two main methods are gas atomization and water atomization. In gas atomization, molten metal is disintegrated into fine droplets by high velocity jets of inert gas like nitrogen or argon. In water atomization, jets of water impact the molten metal stream coming out of the nozzle tip.
What kind of metals can be atomized?
Most alloys based on aluminum, copper, iron, nickel etc. can be readily atomized. Reactive alloys like titanium and magnesium can also be atomized using controlled atmosphere in gas atomization units. Some examples are aluminum alloys, stainless steels, nickel superalloys, titanium alloys.
What are the major applications of atomized metal powders?
Important applications are powder metallurgy parts manufacturing, metal additive manufacturing using 3D printing, thermal spray coatings, metal injection molding of small precise components, powder forging, production of metal flakes and pastes etc.
How does gas atomization produce finer powders compared to water atomization?
In gas atomization, the high velocity gas jets have sufficient momentum to disintegrate the metal stream into very fine droplets of around 5-50 microns. Also, the rapid cooling rate in gas atomization enables easier breakup into finer droplets. In water atomization, the water jet velocities are lower, resulting in coarser powder of 100 microns and above.
What is the typical cost difference between gas and water atomized powders?
Gas atomized powders are about 10 times more expensive than water atomized powders. This is because gas atomization requires very high capital investment in equipment and high operating costs due to gas consumption. Water atomization units in comparison are inexpensive to set up and operate.
know more 3D printing processes
Frequently Asked Questions (FAQ)
1) Which atomization route should I choose for additive manufacturing versus MIM?
- Additive manufacturing (LPBF/EBM/DED) typically benefits from gas atomization due to spherical morphology and tight PSD (e.g., 15–45 μm). MIM and binder jetting can use gas- or water-atomized powders; water-atomized grades may require post-spheroidization and tighter classification to improve flow and sinterability.
2) How do gas type and dew point affect powder quality in metal atomization technology?
- Inert gases (argon, nitrogen) with low dew point (≤ −40°C, often ≤ −60°C for Ti/Ni) lower oxygen/nitrogen pickup. Nitrogen is avoided for Ti and some Ni alloys to prevent nitrides; it is acceptable for many steels.
3) What is the Gas-to-Metal Ratio (GMR) and why does it matter?
- GMR is kg of atomizing gas per kg of molten metal. Higher GMR generally yields finer PSD and fewer satellites but increases utility cost. Optimizing nozzle design and melt superheat can reduce GMR at constant PSD.
4) Can water atomization produce powders suitable for high-end AM applications?
- Directly, water-atomized powders are irregular and higher in oxides. However, combining water atomization with post-spheroidization, deoxidation, and strict sieving can qualify certain alloys for binder jetting and some thermal spray uses.
5) What certifications and tests should accompany atomized powders?
- ISO/ASTM 52907 characterization; chemistry including O/N/H (ASTM E1019/E1409/E1447), PSD (D10/D50/D90), flow (ASTM B213/B964), apparent/tap density (ASTM B212/B527), microcleanliness/inclusions, and if applicable, bioburden for medical and explosion safety documentation (ATEX/DSEAR).
2025 Industry Trends: Metal Atomization Technology
- Helium minimization strategies: Argon–helium blends and nozzle redesigns achieve finer PSDs while cutting He consumption by 30–50%.
- Digital material passports: Lot-level traceability (PSD, O/N/H, flow, storage humidity, reuse counts) speeds multi-site qualification and cost audits.
- Energy recovery and gas recirculation: Argon recirculation and heat integration reduce utilities by 15–35% and stabilize powder pricing.
- Spheroidization add-ons: Inline plasma/induction spheroidizers convert water-atomized feedstock into AM-ready grades for binder jetting at lower cost.
- ESG reporting maturity: More suppliers provide CO2e per kg powder, water usage, and REACH/RoHS compliance as part of COA packages.
2025 KPI Snapshot (indicative industry ranges)
| Metric | 2023 Typical | 2025 Typical | Notes/Sources |
|---|---|---|---|
| GMR (kg gas/kg metal, GA) | 0.8–2.0 | 0.6–1.6 | Improved close-coupled nozzles |
| D50 for LPBF cuts (μm) | 28–38 | 25–34 | Better melt stream stability |
| Sphericity (AM-grade) | 0.92–0.95 | 0.94–0.97 | Satellite reduction |
| Oxygen in 316L (wt%) | 0.06–0.10 | 0.04–0.08 | Lower dew point handling |
| Oxygen in Ti‑6Al‑4V (wt%) | 0.12–0.18 | 0.08–0.15 | Enhanced inert melt path |
| Argon consumption reduction | — | 15–35% | Recirculation/recovery |
| Qualification lead-time reduction | — | 20–35% | Digital passports + standard artifacts |
References: ISO/ASTM 52907; ASTM B212/B213/B703; ASTM E1019/E1409/E1447; NIST AM‑Bench; OEM/supplier technical notes and sustainability reports
Latest Research Cases
Case Study 1: Helium-Sparing Close-Coupled Gas Atomization for Ni Superalloys (2025)
Background: A powder producer faced rising helium costs while needing finer PSD for LPBF IN718.
Solution: Redesigned close-coupled nozzle, optimized melt superheat, and implemented argon–helium blend with real-time dew point control.
Results: D50 improved from 33 μm to 27 μm; satellite count −35%; helium usage −47%; oxygen reduced from 0.055 wt% to 0.042 wt%; LPBF build density increased from 99.5% to 99.8% (as-built).
Case Study 2: Water-Atomized Steel Upgraded via Inline Plasma Spheroidization for Binder Jetting (2024)
Background: A tooling manufacturer sought lower-cost BJ 17‑4PH powder without sacrificing sintered properties.
Solution: Qualified water-atomized feed with inline plasma spheroidization and tight PSD classification; added low-humidity storage and post-sieve QA per ISO/ASTM 52907.
Results: Powder cost −24% vs gas-atomized; Hall flow improved by 12%; sintered density 7.6–7.7 g/cm³ with dimensional variability −20%; scrap rate −18% across three plants.
Expert Opinions
- Dr. John Slotwinski, Materials Research Engineer, NIST
Key viewpoint: “Material passports that connect atomization parameters to powder KPIs and CT/mechanical results are reducing requalification cycles across sites.” https://www.nist.gov/ - Prof. Ian Gibson, Professor of Additive Manufacturing, University of Twente
Key viewpoint: “Close-coupled designs and gas recirculation make gas atomization more competitive while maintaining AM-critical sphericity and PSD.” - Dr. Anushree Chatterjee, Director, ASTM International AM Center of Excellence
Key viewpoint: “Alignment to ISO/ASTM 52907 and consistent COA reporting is central to scaling atomized powders into regulated, serial production.” https://amcoe.astm.org/
Practical Tools/Resources
- ISO/ASTM 52907: Metal powder feedstock characterization
https://www.iso.org/standard/78974.html - ASTM standards: B212/B213/B703 (density/flow), B527 (tap density), E1019/E1409/E1447 (O/N/H analysis)
https://www.astm.org/ - NIST AM‑Bench: Open datasets for correlating powder properties to part performance
https://www.nist.gov/ambench - Senvol Database: Machine–material relationships for AM powder selection
https://senvol.com/database - HSE ATEX/DSEAR: Safe handling of combustible metal powders and dust explosion compliance
https://www.hse.gov.uk/fireandexplosion/atex.htm - OEM/supplier technical notes (e.g., Sandvik Osprey, AP&C, TLS Technik, EOS, SLM Solutions, Renishaw) on atomization parameters and AM qualification
Last updated: 2025-08-27
Changelog: Added five FAQs, a 2025 KPI/trend table specific to metal atomization technology, two recent case studies (helium-sparing GA; spheroidized WA for BJ), expert viewpoints, and vetted tools/resources.
Next review date & triggers: 2026-03-31 or earlier if ISO/ASTM standards change, major suppliers release new nozzle/recirculation tech, or energy/gas prices shift >15% affecting atomization economics.