Phosphating Process on the Properties of FeSiAl Soft Magnetic Powder
FeSiAl soft magnetic alloy powder is widely used in high-frequency electronics, motor fields, electromagnetic shielding, green energy, etc.
Introduction
Soft magnetic materials are a crucial component in the modern power electronics industry, playing roles in energy conversion, signal transformation, and transmission.
Metal soft magnetic materials are an important part of soft magnetic materials, including electrical pure iron, iron-silicon alloys, iron-silicon aluminum alloys, polycrystalline permalloy and amorphous-nanocrystalline soft magnetic alloy materials, etc.
The methods for preparing metal soft magnetic materials mainly include gas and water atomization method.
FeSiAl alloy powder is a kind of soft magnetic material developed rapidly in recent years, which is prepared by atomization method. It features high resistivity, excellent saturation characteristics, and low high-frequency loss, and is particularly suitable for making small-sized, high-frequency, and high-power key inductors.
However, as a new type of alloy powder, the research on surface treatment and coating process of FeSiAl alloy powder is still not mature, especially for the surface phosphating treatment of FeSiAl alloy powder. Different phosphating processes will be adopted to study the pressing characteristics, electromagnetic performance, and mechanical strength of FeSiAl soft magnetic powder under different phosphating conditions.
01
Experimental Materials and Methods
1.1 Preparation of FeSiAl Soft Magnetic Powder
Take 5 portions of FeSiAl raw powder with a particle size of -500 mesh. Prepare phosphate alcohol solutions with phosphoric acid concentrations (wt%) of 0% (without phosphate), 0.2%, 0.4%, 0.8%, and 1.6%. The alcohol weight in the solution accounts for 12% of the weight of the raw powder. Mix the phosphate alcohol solutions with the raw powder and stir to form a uniform slurry. Let it stand for 30 minutes, then dry the slurry to obtain the phosphated FeSiAl powder for use.
Chemical Composition:

Lot No. 20260130-J
1.2 Preparation of FeSiAl cores
Prepare a mixed solution of epoxy resin and acetone, pour the phosphated FeSiAl powder into the epoxy resin-acetone solution to form a slurry. Mix it evenly for 30 minutes, then dry the slurry into a powder form to obtain the phosphated FeSiAl powder coated with epoxy resin. Pour the epoxy resin-coated phosphated FeSiAl powder into a magnetic ring mold for pressing. The pressing pressure is 600 MPa, and a FeSiAl soft magnetic ring is obtained. Place the magnetic powder core in a blast drying oven for drying and curing.
1.3 Performance test of powder core
The inductance of the magnetic ring is measured using a high-precision LCR tester. The anti-dc saturation characteristic of the magnetic ring is tested using a direct current bias testing system. The loss of the magnetic ring under different magnetic field conditions is measured using a power signal testing system. The mechanical strength of the magnetic ring is tested using a universal tensile testing machine.
Test results and analysis
2.1 The influence of phosphoric acid content on the pressing density of FeSiAl magnetic cores

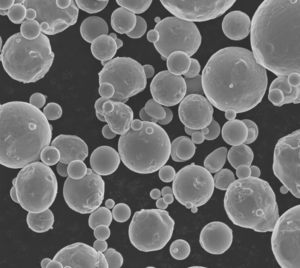
Figure 1 SEM image of the FeSiAl powder by gas atomization
As can be seen from Figure 2, the pressing density of the FeSiAl magnetic core changes with the content of phosphoric acid. As the amount of phosphoric acid increases, the pressing density of the FeSiAl magnetic core gradually decreases. When no phosphoric acid is added, the pressing density is 5.688 g/cm³, and when 1.6% phosphoric acid is added, the pressing density is 5.438 g/cm³.

Figure 2 pressing density of the FeSiAl core with phosphoric acid content
2.2 The influence of phosphorus content on the magnetic permeability
Figure 3 shows the trend of the effective permeability of FeSiAl magnetic cores with the change of phosphoric acid content. The effective permeability was measured using a high-precision LCR tester. The test voltage was 0.5 V and the test frequency was 100 kHz. It can be seen that as the amount of phosphoric acid increases, the effective permeability of FeSiAl magnetic cores gradually decreases. When no phosphoric acid is added, the effective permeability of FeSiCr is 26.7, and when 1.6% phosphoric acid is added, the permeability drops to 19.5.
From the graph, it can be observed that within the range of phosphoric acid concentration from 0% to 0.4%, the permeability is highly sensitive to the phosphoric acid content. From 26.7, it decreases to 21.8, with a drop of 4.9; while during the process of increasing the phosphoric acid content from 0.4% to 1.6%, the magnetic permeability of the magnetic core decreases from 21.8 to 19.5, with a drop of 2.3. The magnetic permeability of FeSiAl powder originates from the magnetization process of the powder. During the magnetization process of the powder, there are two processes: the rotation of magnetic domains and the displacement of domain walls. When FeSiAl powder is mixed with phosphoric acid alcohol solution, a phosphating layer forms on the surface of the FeSiCr powder. The existence of the phosphating layer hinders the displacement of domain walls; when the phosphoric acid content is low, the formed phosphating layer is thin, and the hindrance effect on the displacement of domain walls is small, thus the effective magnetic permeability of FeSiAl magnet is high; as the phosphoric acid content increases, the phosphating layer gradually thickens, and the hindrance effect on the displacement of domain walls increases, and the effective magnetic permeability of FeSiAl magnet gradually decreases. On the other hand, the formation of the phosphating layer on the surface of FeSiAl powder affects the pressing characteristics of the powder. causing the pressing density of FeSiAl magnet to decrease, and further reducing the effective magnetic permeability of the magnet.

Figure 3 Conductivity of the FeSiAl core with phosphoric acid content
2.3 The influence of phosphorus content on the saturation characteristics
Figure 4 shows the trend of the DC bias characteristics of the FeSiAl magnetic core as the phosphoric acid content changes.

Figure 4 Residual permeability of the FeSiAl core with phosphoric acid content
The DC bias characteristics of FeSiAl soft magnetic powder reflect the ease with which the FeSiAl magnetic ring in the circuit reaches saturation when there is a DC current present under operational conditions. A superior saturation characteristic indicates that the magnet is difficult to be magnetized to saturation and can be used under larger DC conditions; however, once the magnet reaches the saturation state, the soft magnetic material will fail, and the inductance of the device will rapidly decrease, thereby affecting the stable operation of the entire circuit system. In this experiment, when the DC magnetic field was 100 Oe, compared with the situation without an external magnetic field, the change in the magnetic permeability of the FeSiAl magnetic core was observed.
When no phosphoric acid was added and an external bias magnetic field of 100 Oe was applied, the magnetic permeability of the magnetic core was 83.2% of that under the condition without an external magnetic field; that is, without an external magnetic field, the magnetic permeability of the magnetic core was 26.7, and after applying a DC bias magnetic field of 1000 Oe, the magnetic permeability of the magnetic core became 22.2. As can be seen from the figure, with the increase in phosphoric acid content, the anti-dc bias performance of the FeSiAl magnetic core gradually improves. Without adding phosphoric acid, it is 83.2%. When the phosphoric acid addition amount is 0.8%, the residual permeability of the magnetic core under 1000e dc bias conditions becomes 89.7. Subsequently, as the phosphoric acid content continues to increase, the dc bias characteristics no longer rise but show a slightly downward trend.
2.4 The influence of phosphorus content on the loss characteristics
Figure 5 shows the trend of the loss characteristics of the FeSiAl magnetic core as the phosphoric acid content changes.

Figure 5 Loss of the FeSiAl core with phosphoric acid content
The FeSiAl soft magnetic material with low coercivity operates in an alternating magnetic field and experiences both magnetization and loss. The main sources of loss for soft magnetic materials include eddy current loss and hysteresis loss. The loss testing conditions in this paper are 50 mT and 200 kHz. As shown in Figure 5, with the increase of phosphoric acid content, the core loss gradually increases. When no phosphoric acid is added, the core loss at 50mT and 200kHz is 1787 mW/cm³. When the phosphoric acid content in the phosphating solution is 1.6%, the core loss at 50mT and 200kHz is 2,159 mW/cm³.
After the FeSiAl powder is phosphated, the phosphating layer formed on the surface of the FeSiAl powder hinders the flipping of magnetic domains within the magnet. Due to the effect of the phosphating layer in hindering the flipping of magnetic domains, the change in the magnetization direction within the FeSiAl magnet lags behind the change in the direction of the alternating magnetic field, thereby generating hysteresis loss. At low frequencies, hysteresis loss dominates the magnetic core loss. As the phosphoric acid concentration increases, the phosphide layer gradually thickens, and the phosphide layer’s anchoring effect on the magnetic domain walls strengthens, making the hysteresis effect more pronounced. Therefore, the loss of the FeSiAl magnetic core at 50 mT and 200 kHz increases with the increase in phosphoric acid concentration.
2.5 The influence of phosphorus content on the mechanical strength
As can be seen from Figure 6, as the concentration of phosphoric acid in the phosphating solution increases, the mechanical strength of the magnet rings after curing of the finished powder gradually decreases. The mechanical strength of the magnet before phosphating was 759 N, and when the phosphoric acid concentration increased to 1.6%, the mechanical strength of the magnet decreased to 252 N, a significant reduction. The increase in phosphoric acid concentration led to a thicker phosphating layer, and the thicker phosphating layer had a weaker bonding strength with the substrate. Moreover, the thicker phosphating layer itself was more porous and less dense, resulting in a reduced bonding force between the FeSiAl powder and the epoxy resin, thereby causing a deterioration in the mechanical strength of the magnet.

Figure 6 Mechanical strength of the FeSiAl core with phosphoric acid content