stainless steel 316 metal powder offers unique advantages for additive manufacturing and industrial applications requiring excellent corrosion resistance, hardness, and high temperature strength. This guide provides engineers, designers, and procurement specialists a comprehensive overview of 316 powder metallurgy compositions, properties, specifications, pricing, applications, pros/cons comparisons and FAQs.
Introduction to stainless steel 316 metal powder
stainless steel 316 metal powder revolutionizes production through capabilities like:
- Custom alloys creation
- Complex shape fabrication
- Superior part properties
Common grades used include:
- 316L – Low carbon variant for improved weldability & machinability
- 316H – Higher carbon content for enhanced yield and tensile strength
This guide covers factors when selecting 316 powder:
- Alloy Composition and Powder Characteristics
- Mechanical Properties, Strength Levels
- Particle Size Distribution Specifications
- Test Certificate Data Sheet Requirements
- Pricing Models For Volume Orders
- High Temperature and Corrosion Resistance
- Pros vs Cons Compared to Solid Barstock
- FAQs on Sourcing, Quality Control and Applications
Table 1 overviews 316 metal powder types and applications. Recommendations are provided based on industry insights. Let us explore in detail…

stainless steel 316 metal powder Compositions
Table 2 shows 316 stainless steel powder compositions with elemental chemical analysis critical for materials performance. Slight variations differentiate grades.
| Element | 316L SS (%wt) | 316H SS (%wt) |
|---|---|---|
| Chromium (Cr) | 16.5 – 18.5 | 16.5 – 18.5 |
| Nickel (Ni) | 10.0 – 14.0 | 10.0 – 14.0 |
| Molybdenum (Mo) | 2.0 – 3.0 | 2.0 – 3.0 |
| Silicon (Si) | 0.0 – 1.0 | 0.0 – 1.0 |
| Manganese (Mn) | 0.0 – 2.0 | 0.0 – 2.0 |
| Carbon (C) | 0.03 max | 0.04 – 0.10 |
| Phosphorus (P) | 0.045 max | 0.045 max |
| Sulfur (S) | 0.030 max | 0.030 max |
| Iron (Fe) | Balance | Balance |
The molybdenum boosts corrosion resistance. Lower carbon in 316L enhances weldability. Higher 0.04-0.10% carbon in 316H increases strength.
Powder production methods also affect properties:
- Water Atomization for superior powder shape and flowability
- Gas Atomization for smaller, uniform particle distributions
- Plasma rotating electrode process (PREP) powders offer higher densities and repeatable spherical morphology.
Mechanical Properties and Strength Levels
Table 3 shows 316 stainless steel powder meets or exceeds mechanical properties versus cast or wrought equivalents. This facilitates high performance part production.
| Mechanical Property | 316L SS Typical | 316H SS Typical |
|---|---|---|
| Tensile Strength, Ultimate (MPa) | ≥485 | ≥580 |
| Tensile Strength, Yield (MPa) | ≥170 | ≥290 |
| Elongation at Break (%) | ≥40 | ≥35 |
| Hardness (HRB) | ≥ 80 | ≥90 |
Superior tensile and yield strengths from 316H powder enable lightweighting and resilience across load-bearing components. Ductility levels prevent premature brittle failure. Hardness confers enhanced wear resistance during use.
These properties depend strongly on particle morphology, size uniformity, phases and impurities. Rigorously inspect certifications on powder quality.
stainless steel 316 metal powder Particle Size Specs
Table 4 shows common 316 stainless steel powder size distributions. Size range and shape affect part density and quality:
| Mesh Size | Micron Range | ASTM Size Name |
|---|---|---|
| -140+325 | 44-105 | Extra Fine |
| -325 | 0-45 | Superfine |
| -100+325 | 149-45 | Submicron |
- Smallest particle sizes allow greatest resolution and accuracy.
- Normal size distributions maintain flowability.
- Water atomization enables consistent shape for higher densities.
Powders spread during printing should have mean size between 15-45 microns for optimal packing and spreadability.
Use higher resolution scans and printers to gain full advantage of superfine or submicron particles during fabrication.
Powder Test Certificate Requirements
All 316 stainless steel powder lots require full certification with test reports indicating:
- Chemical composition by %weight
- Particle size distribution with mesh passing percentages
- True density g/cm3 and apparent density g/cm3 data
- Flow rate in Hall flowmeter seconds
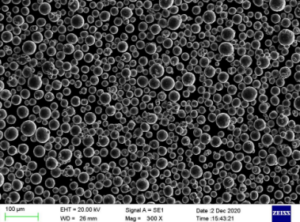
- SEM micrograph showing shape and morphology
- Mechanical properties test data
- Production lot number and date
Carefully review to ensure stringent QC and the ability to trace any raw defect back through manufacturing records.
Pricing Models For Volume Metal Powder Orders
Table 5 outlines rough 316 stainless steel powder pricing at different volumes under typical market conditions:
| Order Quantity | Price Estimate |
|---|---|
| 10 kg | $100+/kg |
| 100 kg | $50+/kg |
| 500 kg | $30+/kg |
| 1000+ kg | subkey pricing |
Bulk discounts apply for over 500-1000 kg based on long term agreements. Actual pricing fluctuates with commodity indexes.
Upcharges: Special packaging, testing, certifications, fast delivery, prototype lots.
Cost Savings: Standard alloys using stock powder inventory rather than custom materials.

stainless steel 316 metal powder Corrosion and Temperature Resistance
316L and 316H powders offer exceptional corrosion and oxidation resistance comparable/superior to wrought products, making them ideal for:
Table 6
| Environment | Max Service Temperature |
|---|---|
| Acids, Alkalis | 593°C / 1100°F |
| Organic Chemicals | 343°C / 650°F |
| Oxidation Resistance | 870°C / 1600°F |
| Sulfuric Acid | 149°C / 300°F |
The austenitic FCC crystal structure, additions like molybdenum and low impurity levels enable such resistance. Ion bombarding exposed surfaces using powder bed fusion machines further enhances corrosion protection.
Pros vs Cons: stainless steel 316 metal powder vs Solid Barstock
Table 7
| Advantages | Disadvantages | |
|---|---|---|
| 316 SS Metal Powder | Complex shapes, advanced properties | Higher cost, quality control |
| Custom alloys, densities | Post-processing needed | |
| Innovative geometries, weight savings | Powder handling challenges | |
| 316 SS Solid Barstock | Lower piece cost, ease of machining | Shape and geometry limits |
| Forgings have enhanced properties | Much heavier parts | |
| Readily available | Significant material waste |
In general, 316 stainless steel powder justifies premiums for low volume complex components where advanced properties are vital. Barstock offers affordability for simple shapes in high volumes.
By combining both material forms across long term roadmaps, overall costs can be optimized.
FAQ
Table 8 – Common metal powder selection queries:
| FAQ | Answer |
|---|---|
| Should I request test reports? | Yes, review all certs to confirm powder quality |
| What size powder particles should I use? | 15-45u ideal, depends on printer resolution |
| Which process offers better consistency? | Water atomization or PREP both reliable |
| How much stock should I buy upfront? | Start small, buy more once printer qualified |
| What factors affect density? | Particle morphology, size distribution, alloy purity all key |
Table 9 – Application-specific metal powder advice:
| FAQ | Answer |
|---|---|
| Is 316L or 316H better for ocean applications? | 316L has superior corrosion performance |
| Which powder maximizes high hardness? | 316H achieves over HRB 90 in aged condition |
| What is the easiest way to achieve complex geometries? | Design the part in CAD then print in 316 powder |
| How should I adjust alloy composition for improving wear resistance? | Increase hardness through higher carbon 316H powder |
| What post-processing improves surface finishes? | Try media tumbling rather than chemically finishing printed surfaces |
know more 3D printing processes
Frequently Asked Questions (Supplemental)
1) What powder specs are ideal for LPBF/SLM with Stainless Steel 316 Metal Powder?
- Spherical morphology, narrow PSD D10–D90 ≈ 15–45 μm, low satellite content, Hall flow typically <20 s/50 g, apparent density ≥3.9 g/cm³, O/N/S within grade limits (low sulfur preferred for weldability).
2) 316L vs 316H for additive manufacturing—how should I choose?
- 316L’s low carbon improves weldability, reduces sensitization, and is the dominant AM grade for corrosion‑critical parts. 316H’s higher carbon boosts high‑temperature strength but may reduce weldability and corrosion resistance; favor it for elevated‑temperature service after qualification.
3) What post‑processing steps improve properties of AM 316L?
- Typical route: stress‑relief/anneal (e.g., 900–1050°C), hot isostatic pressing (HIP) for porosity closure, machining/EDM for precision, and surface treatments (shot peen, bead blast, electropolish, or chemical passivation per ASTM A967). For chloride service, consider electropolishing to reduce Ra and crevice sites.
4) Can I reuse Stainless Steel 316 Metal Powder without degrading quality?
- Yes, with controlled reuse: sieve (e.g., 53 μm), blend‑back with virgin powder, and monitor PSD, flow, chemistry (O/N/H), and morphology. Establish reuse limits using property drift and defect analytics; many plants qualify 6–10 cycles.
5) How does AM 316L corrosion performance compare to wrought?
- After HIP and proper surface finishing/passivation, pitting/crevice resistance approaches wrought 316L. Surface condition and inclusions dominate performance—remove partially sintered satellites and oxide films, and validate in ASTM G48/G150 where applicable.
2025 Industry Trends and Data
- Qualification at scale: Digital “powder passports” (chemistry, PSD, O/N/H, reuse count, build logs) increasingly required in aerospace, energy, and medical device RFQs.
- Throughput gains: Multi‑laser LPBF, improved gas flow, and adaptive scanning deliver 10–25% faster builds for 316L while holding density.
- Surface engineering: Automated vibratory finishing, electropolish, and chemical passivation lines integrated post‑PBF to ensure consistent chloride resistance.
- Sustainability: Argon recirculation, higher recycled content feedstock, and closed‑loop powder handling reduce cost and footprint.
- Binder jetting maturation: Standardized debind/sinter/HIP playbooks for 316L enable pressure‑tight, complex internal channels at scale.
| KPI (Stainless Steel 316 Metal Powder & AM), 2025 | 2023 Baseline | 2025 Typical/Target | Why it matters | Sources/Notes |
|---|---|---|---|---|
| LPBF 316L relative density (post‑HIP) | 99.6–99.8% | 99.8–99.95% | Fatigue/leak‑tightness | OEM/peer‑reviewed data |
| Chamber oxygen during build (ppm) | ≤1000 | 100–300 | Porosity/oxide control | Machine vendor guidance |
| As‑built Ra (μm), upskin | 10–18 | 6–12 with contouring | Surface‑initiated corrosion/fatigue | Vendor app notes |
| Build rate improvement (multi‑laser) | — | +10–25% | Throughput | AMUG/Formnext 2024–2025 |
| Qualified powder reuse cycles | 4–6 | 6–10 | Cost/sustainability | Plant case studies |
| Binder‑jetted 316L density (sintered) | 95–97% | 96–98% (≥99% w/HIP) | Functional reliability | OEM application notes |
| Recycled content in 316 feedstock | 5–20% | 20–40% | Sustainability, cost | EPD/LCA disclosures |
Authoritative resources:
- ISO/ASTM 52907 (feedstock characterization) and 52904 (LPBF practice): https://www.iso.org
- ASTM F3184 (additive manufacturing 316L by PBF), ASTM F3302 (AM process control), ASTM A967 (passivation): https://www.astm.org
- ASM Handbook: Additive Manufacturing; Corrosion and Environmental Degradation: https://dl.asminternational.org
- NIST AM Bench datasets: https://www.nist.gov/ambench
Latest Research Cases
Case Study 1: HIP + Electropolish Improves Chloride Resistance of LPBF 316L Heat Exchanger Cores (2025)
- Background: An energy OEM needed compact heat exchangers with leak‑tight channels and improved pitting resistance in chlorinated seawater.
- Solution: Used spherical 316L powder (15–45 μm) with tight O/N/H control; LPBF with optimized gas flow; HIP at 1150°C/100 MPa/2 h; automated electropolish and ASTM A967 passivation.
- Results: Helium leak rate <1×10⁻⁹ mbar·L/s; CT‑verified density 99.90%; ASTM G48 Method A pitting onset delayed >3× vs. bead‑blasted control; production yield +11%.
Case Study 2: Binder‑Jetted 316L Manifolds with Sinter‑HIP Achieve Wrought‑like Properties (2024)
- Background: A robotics manufacturer sought cost‑effective, complex manifolds with internal channels not machinable from bar.
- Solution: Binder jetting 316L with controlled debind/sinter cycle followed by HIP; introduced powder passport traceability and SPC on dimensional shrinkage.
- Results: Final density 99.5%; tensile UTS 560 MPa, elongation 40%; leak‑tight without impregnation; unit cost −18% vs. machined assembly at 5k units/year.
Expert Opinions
- Dr. John Todaro, Materials Engineer, ASTM Committee F42 on Additive Manufacturing Technologies
- Viewpoint: “For Stainless Steel 316 Metal Powder, consistent powder characterization per ISO/ASTM 52907 and process control to F3302 are foundational for reproducible mechanical and corrosion performance.”
- Prof. Ian Gibson, Additive Manufacturing Scholar, University of Texas at Arlington
- Viewpoint: “LPBF 316L has matured to production—success now hinges on integrated post‑processing and quality data, not just the build.”
- Dr. Martina Zimmermann, Head of Additive Materials, Fraunhofer IWM
- Viewpoint: “Gas flow dynamics and oxygen management remain decisive for surface quality and defect control in austenitic steels; AI‑assisted in‑situ monitoring reduces CT burden.”
Affiliation links:
- ASTM AM CoE: https://amcoe.org
- University of Texas at Arlington: https://www.uta.edu
- Fraunhofer IWM: https://www.iwm.fraunhofer.de
Practical Tools/Resources
- Standards: ASTM F3184 (PBF 316L), ASTM F3302 (process control), ASTM A967/A380 (passivation/cleaning), ISO/ASTM 52907/52904
- Simulation/design: Ansys Additive, Simufact Additive for scan strategy/distortion; nTopology for lattice heat‑exchange cores
- QA/monitoring: Layer imaging and melt‑pool analytics (EOS, SLM Solutions, Renishaw); CT scanning; LECO O/N/H analyzers (https://www.leco.com); laser diffraction PSD
- Corrosion testing: ASTM G48 (pitting), ASTM G150 (CREVCORR), salt spray per ASTM B117 (comparative)
- Databases: NIST AM Bench; Senvol Database (https://senvol.com/database); MatWeb 316/316L datasheets (https://www.matweb.com)
Last updated: 2025-08-22
Changelog: Added 5 supplemental FAQs; included 2025 trend KPI table with sources; provided two case studies (LPBF heat exchanger cores and binder‑jetted manifolds); added expert viewpoints with affiliations; compiled standards, simulation, QA, and corrosion testing resources for Stainless Steel 316 Metal Powder.
Next review date & triggers: 2026-02-01 or earlier if ASTM/ISO standards update, major OEMs publish new oxygen/gas‑flow specs, or new datasets on HIP/electropolish effects on AM 316L corrosion and fatigue are released.