Alüminyum Katmanlı İmalata Giriş
En son ne zaman şık yeni bir uçağa hayran kaldığınızı veya hafif bir arabanın tasarımına hayran kaldığınızı hatırlıyor musunuz? Büyük ihtimalle alüminyum katkılı üretim bir rol oynadı! Bu teknoloji, güçlü ancak hafif bir malzeme olan alüminyum ile karmaşık parçalar üretme kabiliyeti nedeniyle popülaritesini artırmıştır.
Alüminyum Katmanlı Üretim Süreci
Katmanlı üretim ya da çoğumuzun severek adlandırdığı gibi 3D baskı, artık plastik oyuncaklar veya prototiplerle sınırlı değil. Metalleri kullanacak şekilde evrim geçirdi ve alüminyum ön sıralarda yer aldı.
2.1. Katman Katman Üretim
Tıpkı bir pastanın her seferinde bir katman yapılması gibi (ağız sulandıran çok katmanlı pastaları hatırlıyor musunuz?), eklemeli üretim de nesneleri katman katman oluşturur. Her bir ince alüminyum tozu tabakası, istediğimiz nesne şekillenene kadar yüksek güçlü lazerler kullanılarak birbirine kaynaştırılır. Sihir gibi, değil mi?
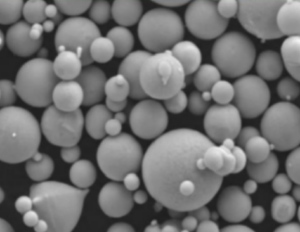
2.2. Malzeme Seçimi ve Hazırlanması
Doğru alüminyum sınıfını seçmek çok önemlidir. Toz önceden alaşımlandırılmıştır, yani gerekli alaşım elementleri işlenmeden önce karıştırılır. Fırınlamadan önce un elemek gibi bir hayaliniz mi var? Bu metal eşdeğeridir!
2.3. İşlem Sonrası Adımlar
Nesne basıldıktan sonra, malzeme özelliklerini geliştirmek için ısıl işlem gibi son rötuşların zamanı gelir. Bunu bir elması parlatmak için cilalamak gibi düşünün!

Katmanlı Üretimde Alüminyumun Faydaları
Şimdi, neden alüminyum? Hadi avantajlarını inceleyelim.
3.1. Güç ve Dayanıklılık
Alüminyum, güç ve ağırlık arasında mükemmel bir denge sunar. Bir jimnastikçi düşünün: güçlü ama inanılmaz derecede çevik. İşte üretim dünyasındaki alüminyumumuz bu!
3.2. Hafiflik Özellikleri
Havacılık veya otomotiv gibi sektörlerde her gramın önemi vardır. Tüy gibi ağırlığıyla alüminyum, birçok verimli ve çevre dostu tasarımın arkasındaki isimsiz kahramandır.
3.3. Maliyet etkinliği
Cep dostu bir fiyata iyi kaliteyi kim sevmez ki? Nakliye ve malzeme verimliliğindeki maliyet tasarrufu, alüminyumu popüler bir seçim haline getirmektedir.
Alüminyum Katmanlı Üretim Uygulamaları
Alüminyum katkılı üretim nerede dalga yaratıyor?
4.1. Uzay ve Havacılık
Uçaklar güçlü ancak hafif malzemeler gerektirir. Ve bu görevi alüminyumdan daha iyi kim yerine getirebilir?
4.2. Otomotiv Endüstrisi
Motor bileşenlerinden şasi parçalarına kadar, alüminyum katmanlı üretim otomotiv dünyasını canlandırıyor.
4.3. Tıbbi Ekipman
Şaşırdınız mı? Alüminyumun biyouyumlu yapısı, onu belirli tıbbi aletlerin ve implantların oluşturulması için uygun hale getirmektedir.
4.4. Tüketici Elektroniği
Hayran olduğunuz şık dizüstü bilgisayar veya akıllı telefon? Bu şık ve hafif tasarım için alüminyuma teşekkür edin.

Zorluklar ve Çözümler
Her teknolojide olduğu gibi, aşılması gereken engeller vardır.
5.1. Yüzey Pürüzlülüğü
Alüminyum parçalar üretim sonrası pürüzlü bir yüzeye sahip olabileceğinden son işlem çok önemlidir. Ama hiç şu sözü duydunuz mu, “kenarları pürüzlü ama özünde bir mücevher”?
5.2. Termal Streslerin Yönetilmesi
Çok fazla ısı parçaları bükebilir. Çözüm nedir? Optimize edilmiş destek yapıları ve kontrollü üretim ortamları.
5.3. Ürün Tutarlılığının Sağlanması
Kalite güvencesi çok önemlidir. Doğru kontroller ve dengeler ile üretimde tutarlılığı korumak mümkündür.
Alüminyum Katmanlı İmalatın Geleceği
Ufka baktığımızda, bu teknolojinin potansiyeli sınırsız görünüyor. Sürdürülebilir üretimden yenilikçi tasarımlara kadar, gökyüzü sınırsız!

Sonuç
Alüminyum katkılı üretim; dayanıklılığı, hafifliği ve maliyet etkinliği ile sektörleri yeniden şekillendiriyor. Teknoloji ilerledikçe, uygulamaları ve etkisi daha da genişleyecek. Alüminyum devrimine hazır mısınız?
SSS
- Alüminyum katkılı üretim nedir?
- Nesneleri katman katman oluşturmak için alüminyum tozu kullanan bir 3D baskı işlemidir.
- Katmanlı imalatta neden alüminyum tercih ediliyor?
- Dayanıklılığı, hafifliği ve maliyet etkinliği nedeniyle.
- Alüminyum katkılı üretimden en çok hangi sektörler faydalanıyor?
- Havacılık ve uzay, otomotiv, tıp ve tüketici elektroniği başlıca yararlanıcılardır.
- Katmanlı üretimde alüminyum kullanmanın zorlukları var mı?
- Evet, yüzey pürüzlülüğü, termal gerilimler ve ürün tutarlılığı gibi zorluklar var ama çözümler de mevcut.
- Alüminyum katkılı üretim çevre dostu mu?
- Malzeme verimliliği ve sürdürülebilir üretim potansiyeli göz önüne alındığında olabilir.
daha fazla 3D baskı süreci öğrenin
Frequently Asked Questions (FAQ)
1) Which aluminum alloys are most common in Aluminum Additive Manufacturing and why?
- AlSi10Mg and AlSi7Mg lead due to good weldability, low cracking tendency, and predictable heat-treat response. High‑strength Sc/Zr‑modified Al‑Mg alloys and F357 (AlSi7Mg0.6) are growing for better fatigue and higher temperature stability.
2) What powder characteristics most affect build quality in LPBF?
- Particle size distribution 15–45 μm (sometimes 20–63 μm), high sphericity (>0.93), low satellites, low moisture, and low oxygen. Consistent apparent/tap density and stable Hall/Carney flow per ISO/ASTM 52907 and ASTM B213 are key.
3) How do heat treatments differ for AlSi10Mg vs F357 after printing?
- AlSi10Mg: T5/T6‑like regimes (e.g., stress relief 2–3 h at ~300–320°C) to adjust Si morphology and relieve stress. F357/F357‑AM: full T6 (solution ~540–550°C + quench + age ~155–170°C) to maximize strength and fatigue.
4) Can Aluminum Additive Manufacturing match wrought properties?
- With optimized scan strategies, proper heat treatment, and surface finishing/HIP where needed, tensile strength can meet or exceed cast equivalents and approach wrought in some cases. Surface‑initiated fatigue remains a focus; machining or shot peen improves results.
5) What are common challenges when printing aluminum and how to mitigate them?
- Keyholing and porosity: tune laser power/hatch/scan speed and maintain low humidity.
- Warping: preheat plate, optimize supports, balanced scan vectors.
- Spatter/soot buildup: high‑flow inert gas management and regular optics cleaning.
- Hydrogen porosity: dry powder and maintain low dew point in the chamber.
2025 Industry Trends: Aluminum Additive Manufacturing
- High‑strength AM alloys: Commercialization of Sc‑ and Zr‑modified Al‑Mg systems with improved crack resistance, enabling thicker sections and better fatigue.
- Multi‑laser productivity: 4–12 laser platforms with coordinated overlap reduce build times 25–60% for AlSi10Mg and F357.
- Digital material passports: Lot‑level PSD, O/H, flow, and reuse counts standardize cross‑site validation and regulatory submissions.
- Sustainability: Argon recirculation and powder circularity programs extend reuse cycles (5–12 blends) and cut gas consumption 20–40%.
- Hybrid manufacturing: AM near‑net shapes + 5‑axis machining deliver cast‑like surface finishes with reduced lead time for complex housings and heat exchangers.
2025 KPI Snapshot (indicative ranges for LPBF aluminum)
| Metrik | 2023 Typical | 2025 Typical | Notes/Sources |
|---|---|---|---|
| LPBF build rate (cm³/h per laser, AlSi10Mg) | 40–70 | 60–110 | Multi‑laser + scan optimization |
| As‑built density (relative) | 99.3–99.7% | 99.5–99.9% | Optimized parameter sets |
| Surface roughness Ra (μm, vertical) | 12–25 | 8–18 | Process tuning + finishing |
| Oxygen in AM powder (wt%) | 0.06–0.12 | 0.04–0.08 | Improved handling/drying |
| Reuse cycles before blend | 3–6 | 5–12 | Digital tracking + sieving |
| Heat exchanger weight reduction vs cast | 20–35% | 25–45% | Lattice/conformal designs |
References: ISO/ASTM 52907; ASTM B213/B212; ASTM F3318 (LPBF AlSi10Mg); OEM application notes (EOS, SLM Solutions, Renishaw, 3D Systems); NIST AM‑Bench; industry sustainability reports
Latest Research Cases
Case Study 1: Conformal Aluminum Heat Exchanger via LPBF (2025)
Background: An EV OEM needed higher thermal performance and shorter lead time than investment casting could deliver.
Solution: Printed AlSi10Mg exchanger with conformal channels; applied stress relief and targeted machining on sealing faces; implemented digital powder passports and argon recirculation.
Results: Build time −41%; mass −33%; pressure drop −18% at equal duty; CT‑verified density 99.7%; cycle time from design to test article cut from 10 weeks to 4 weeks.
Case Study 2: Sc‑Modified Al‑Mg Brackets for Aerospace Interiors (2024)
Background: A tier‑1 supplier sought higher specific stiffness and fatigue life than AlSi10Mg brackets.
Solution: Qualified Sc/Zr‑modified Al‑Mg powder (15–45 μm), optimized scan to avoid hot cracking; full T6‑like heat treatment; shot peen to improve surface fatigue.
Results: High‑cycle fatigue life +28% vs AlSi10Mg baseline; part count reduced 5→2 via consolidation; lead time −35%; no cracking observed in coupon metallography.
Expert Opinions
- Prof. Ian Gibson, Professor of Additive Manufacturing, University of Twente
Key viewpoint: “Coordinated multi‑laser strategies and parameter portability are moving Aluminum Additive Manufacturing from prototypes to repeatable serial production.” - Dr. John Slotwinski, Materials Research Engineer, NIST
Key viewpoint: “Powder quality—PSD, oxygen, and moisture—verified by standardized methods remains the strongest predictor of porosity and fatigue in LPBF aluminum.” https://www.nist.gov/ - Dr. Anushree Chatterjee, Director, ASTM International AM Center of Excellence
Key viewpoint: “Expect broader alignment of COAs with ISO/ASTM 52907 and faster qualification under ASTM F3318 for AlSi10Mg and emerging high‑strength Al alloys.” https://amcoe.astm.org/
Practical Tools/Resources
- ISO/ASTM 52907: Metal powder feedstock characterization
https://www.iso.org/standard/78974.html - ASTM F3318: Standard for AlSi10Mg processed by LPBF
https://www.astm.org/ - ASTM B213/B212: Flow and apparent density tests for metal powders
https://www.astm.org/ - NIST AM‑Bench: Benchmark datasets for AM validation
https://www.nist.gov/ambench - Senvol Database: Machine/material data for Aluminum Additive Manufacturing
https://senvol.com/database - OEM parameter libraries and guides (EOS, SLM Solutions, Renishaw, 3D Systems) for AlSi10Mg/F357
Last updated: 2025-08-27
Changelog: Added 5 focused FAQs, 2025 KPI/trend table, two recent case studies, expert viewpoints, and curated standards/resources specific to Aluminum Additive Manufacturing.
Next review date & triggers: 2026-03-31 or earlier if ISO/ASTM standards update, OEMs release new Al AM parameter sets, or major data on powder reuse/gas recovery is published.