EBM Teknolojisine Giriş
İmalat ve mühendisliğin hızlı tempolu dünyasında, teknolojik gelişmeler ürünlerin üretilme biçiminde devrim yaratıyor. Bu çığır açan teknolojilerden biri de Elektron Işınlı Eritme (EBM)'dir. Bu makale, EBM teknolojisiilkelerini, uygulamalarını, avantajlarını, zorluklarını ve çeşitli endüstriler üzerindeki etkisini inceleyerek, EBM dünyasına inmektedir. Ayrıca EBM'nin gelecekteki beklentilerini ve sürdürülebilir bir geleceği şekillendirmedeki rolünü de tartışacağız.
EBM Teknolojisi Nedir?
Elektron Işınlı Eritme anlamına gelen EBM, karmaşık üç boyutlu nesnelerin oluşturulmasını sağlayan son teknoloji bir katkılı imalat teknolojisidir. Geleneksel imalat yöntemlerinden farklı olarak EBM, son ürünü oluşturmak için metal tozlarını katman katman seçici olarak eritmek ve birleştirmek için bir elektron ışını kullanır. Bu işlem genellikle toz yatağı füzyonu olarak adlandırılır ve bu da onu katkılı imalat ailesinin ayrılmaz bir parçası yapar.

EBM'nin İlkelerini Anlamak
EBM teknolojisinin özünü kavramak için temel ilkelerini anlamak esastır. Temelinde EBM, bir elektron tabancasından yayılan yüksek enerjili elektron ışınlarının kullanımına dayanır. Bu ışınlar, metal tozunun ince bir katmanına hassas bir şekilde yönlendirilir ve toz parçacıklarının hızla eriyip birbirine kaynaşmasına neden olur. Tekrar tekrar tarama ve daha fazla katman ekleyerek, nesne olağanüstü bir doğrulukla kademeli olarak şekillenir.
Enerji Kaynağı: Elektron Tabancası
Elektron tabancası, EBM teknolojisindeki birincil enerji kaynağı olarak hizmet eder. Metal tozunu eritmekten sorumlu olan odaklanmış bir yüksek enerjili elektron akışı yayar.
Toz Yatağı
EBM'de kullanılan metal tozu, nesneyi oluşturmak için ham madde olarak hizmet eder. Toz yatağı, elektron ışınının üzerinde çalıştığı bir katman sağlar.
Seçici Eritme
EBM, elektron ışınının istenen şekli oluşturmak için toz yatağındaki belirli alanları hedeflediği, diğer alanları ise dokunulmadan bıraktığı seçici eritme içerir.
Katman Katman Yaklaşımı
Katman katman yaklaşımı, EBM'nin temel bir yönüdür; burada, nesne tamamlanana kadar her ardışık katman bir öncekinin üzerine eklenir.
EBM Teknolojisinin Tarihi
EBM'nin kökleri, ilk olarak kavramlaştırıldığı ve geliştirildiği 1980'lere kadar uzanmaktadır. Teknoloji öncelikle Arcam AB adlı bir İsveç şirketi tarafından öncülük edilmiştir. Yıllar içinde EBM, çeşitli endüstriyel uygulamalarda benimsenmesine yol açan önemli iyileştirmelerden ve geliştirmelerden geçmiştir.
İlk Gelişmeler
EBM teknolojisinin ilk aşamaları, optimum sonuçlar elde etmek için çeşitli elektron ışını kaynakları ve metal tozları ile yapılan deneylerle işaretlenmiştir.
Arcam AB'nin Katkısı
1997'de kurulan Arcam AB, EBM teknolojisinin geliştirilmesinde önemli bir rol oynamıştır. Sürekli araştırma ve geliştirme çabaları, EBM'yi ticari olarak uygulanabilir bir imalat yöntemi haline getirmeye katkıda bulunmuştur.
EBM Teknolojisi Nasıl Çalışır?
EBM'nin karmaşıklıklarını anlamak için, bu yenilikçi teknolojinin nasıl çalıştığının adım adım sürecini kavramak çok önemlidir.
Dijital Tasarım
EBM'deki ilk adım, üretilecek nesnenin dijital bir tasarımını oluşturmaktır. Bu tasarım, tüm imalat süreci için bir taslak görevi görür.
Toz Yatağının Hazırlanması
Malzeme gereksinimlerine göre seçilen metal tozu, ilk katmanı oluşturarak yapı platformuna eşit olarak yayılır.
Elektron Işınıyla Eritme
Elektron tabancası, dijital tasarıma göre metal tozunu seçici olarak eriten yüksek enerjili ışınlar yayar.
Katman Ekleme
Her katman eritilip katılaştıktan sonra, yapı platformu aşağı hareket eder ve üzerine yeni bir metal tozu katmanı yayılır. İşlem, tüm nesne üretilene kadar tekrarlanır.

EBM'nin Çeşitli Endüstrilerdeki Uygulamaları
EBM'nin yetenekleri, çeşitli endüstrilerde yeni yollar açtı. EBM teknolojisinin bazı temel uygulamalarını inceleyelim.
EBM'nin Çeşitli Endüstrilerdeki Uygulamaları (devamı)
Uzay ve Havacılık
Havacılık ve uzay endüstrileri, EBM teknolojisini ilk benimseyenler olmuştur. EBM, uçak ve uzay araçları için karmaşık, hafif ve yüksek mukavemetli bileşenlerin oluşturulmasını sağlar. Bu, yakıt verimliliğinin artmasına, emisyonların azalmasına ve performansın artmasına yol açmıştır.
Sağlık Hizmetleri ve Tıbbi Cihazlar
Tıp alanında EBM, özelleştirilmiş implantların ve protezlerin üretiminde devrim yaratmıştır. Karmaşık ve hastaya özel tasarımlar oluşturma yeteneği, daha iyi uyumluluk ve işlevsellik sağlar ve bu da daha iyi hasta sonuçlarına yol açar.
Otomotiv Endüstrisi
Otomotiv sektöründe EBM, motor parçaları, dişliler ve braketler gibi hafif ve dayanıklı bileşenlerin imalatında kullanılır. Bu, araç verimliliğinin artmasına, emisyonların azalmasına ve genel performansın artmasına yardımcı olur.
Takımlama ve Prototipleme
EBM, giderek artan bir şekilde takım ve prototip oluşturma süreçlerinde kullanılmaktadır. Kalıpların, desenlerin ve prototiplerin hızlı ve uygun maliyetli bir şekilde üretilmesini sağlar, ürün geliştirme döngüsünde zaman ve kaynak tasarrufu sağlar.
EBM Teknolojisinin Avantajları ve Faydaları
EBM teknolojisi, geleneksel imalat yöntemlerine göre çeşitli avantajlar sunarak, onu çeşitli endüstriler için cazip bir seçim haline getirmektedir.
Tasarım Özgürlüğü
EBM, geleneksel tekniklerle elde edilmesi zor veya imkansız olacak karmaşık geometrilerin üretilmesini sağlar. Bu tasarım özgürlüğü, ürün geliştirmede inovasyon ve optimizasyon olanakları açar.
Malzeme Verimliliği
EBM, mükemmel malzeme kullanımıyla bilinir, atıkları azaltır ve genel malzeme maliyetlerini en aza indirir. Katman katman yaklaşımı, nesneyi oluşturmak için yalnızca gerekli miktarda malzeme kullanılmasını sağlar.
Daha Kısa Teslim Süreleri
EBM teknolojisinin katkılı yapısı, çıkarma yöntemlerine kıyasla daha hızlı üretim döngülerine olanak tanır. Bu daha kısa teslim süresi, ürün geliştirmeyi ve pazara sunma süresini hızlandırır.
Geliştirilmiş Performans
EBM kullanılarak üretilen bileşenler genellikle mukavemet ve yorulma direnci gibi üstün mekanik özellikler sergileyerek, gelişmiş ürün performansı ve dayanıklılığı sağlar.

EBM'nin Zorlukları ve Sınırlamaları
EBM teknolojisi önemli bir potansiyele sahip olsa da, aynı zamanda ele alınması gereken bazı zorluklar ve sınırlamalarla da karşı karşıyadır.
Yüzey İşlem ve İşlem Sonrası
EBM ile üretilen parçaların yüzey kalitesi, her zaman gerekli standartları karşılamayabilir ve bu da üretim sürecine zaman ve maliyet ekleyebilecek son işleme adımlarını gerektirebilir.
Malzeme Seçimi ve Erişilebilirliği
EBM ile uyumlu malzeme yelpazesi, geleneksel imalat yöntemlerine kıyasla hala nispeten sınırlıdır. Çeşitli endüstri ihtiyaçlarını karşılamak için malzeme seçeneklerini genişletmek esastır.
Makine Boyutu ve Maliyeti
Özellikle büyük ölçekli üretim için EBM makinelerinin satın alınması ve bakımı maliyetli olabilir. Daha küçük üreticiler, EBM teknolojisine yatırım yapmayı zor bulabilir.
Süreç Optimizasyonu
Farklı malzemeler ve uygulamalar genelinde tutarlı sonuçlar elde etmek için EBM sürecini optimize etmek, devam eden araştırma ve geliştirme gerektirir.
EBM Teknolojisinin Geleceği
EBM teknolojisinin geleceği büyük umut vaat ediyor ve devam eden araştırma ve inovasyon, mevcut sınırlamaların üstesinden gelmeye ve yeni olanakların kilidini açmaya hazırlanıyor.
Malzeme Gelişmeleri
EBM ile uyumlu yeni malzemeler ve alaşımlar üzerine yapılan araştırmaların, bu teknolojinin uygulama alanını endüstriler genelinde genişletmesi bekleniyor.
Endüstri 4.0 ile Entegrasyon
Endüstri 4.0 devriminin bir parçası olarak, EBM teknolojisinin daha otomatik ve birbirine bağlı üretim süreçlerini sağlayarak akıllı imalat sistemleriyle entegre olması muhtemeldir.
Çok Malzemeli Baskı
EBM teknolojisindeki gelişmeler, tek bir yapıda birden fazla malzeme kullanarak nesnelerin basılmasını sağlayabilir ve tasarım esnekliğini ve performansı daha da artırabilir.
Artan Erişilebilirlik
EBM teknolojisi olgunlaştıkça ve daha yaygın hale geldikçe, makineler ve malzemelerle ilgili maliyetlerin düşmesi ve bunun da daha geniş bir üretici yelpazesi için daha erişilebilir hale gelmesi muhtemeldir.
Sağlık Hizmetleri ve Tıpta EBM Teknolojisi
Tıp alanı, EBM teknolojisi sayesinde önemli dönüşümlere tanık oluyor. Sağlık hizmetleri ve tıptaki etkisini inceleyelim.
Sağlık Hizmetleri ve Tıpta EBM Teknolojisi (devamı)
Özelleştirilmiş İmplantlar ve Protezler
EBM teknolojisinin sağlık hizmetlerine en önemli katkılarından biri, özelleştirilmiş implantların ve protezlerin üretimidir. EBM, hastaya özel tasarımların oluşturulmasını sağlayarak mükemmel bir uyum sağlar ve implantasyon sonrası komplikasyon riskini azaltır.
Diş Uygulamaları
EBM, diş kronları, köprüler ve ortodontik cihazlar üretmek için kullanıldığı diş sektöründe uygulamalar bulmuştur. EBM'nin hassas doğası, diş protezlerinin hastanın benzersiz diş anatomisiyle doğru bir şekilde eşleşmesini sağlar.
Tıbbi Enstrümantasyon
EBM teknolojisi, cerrahi aletler ve kılavuzlar gibi özel tıbbi aletlerin üretilmesini sağlar. Bu aletler, hafif, ergonomik ve belirli tıbbi prosedürlere göre uyarlanmış olacak şekilde tasarlanabilir.
Doku Mühendisliği
Araştırmacılar, doku mühendisliği uygulamaları için canlı dokuları ve iskeleleri yazdırmak için EBM kullanımını araştırıyorlar. Bu atılım, rejeneratif tıpta ve organ naklinde devrim yaratabilir.
Havacılık ve Otomotiv Endüstrilerinde EBM
Havacılık için Hafif Bileşenler
Havacılık mühendisleri, uçak ve uzay araçları için hafif ve karmaşık bileşenler üretmek için EBM'den yararlanmaktadır. Bu, yalnızca araçların genel ağırlığını azaltmakla kalmaz, aynı zamanda yakıt verimliliğine ve gelişmiş performansa da katkıda bulunur.
Otomotiv için Motor Bileşenleri
Otomotiv endüstrisinde EBM, daha iyi motor performansı ve daha düşük yakıt tüketimi sağlayarak, karmaşık iç yapılara sahip kritik motor bileşenlerini üretmek için kullanılır.
Yedek Parça Üretimi
EBM, hem havacılık hem de otomotiv endüstrileri için yedek parça üretiminde devrim yaratma potansiyeline sahiptir. Üreticiler, yedek parçaları talep üzerine basarak, envanter maliyetlerini önemli ölçüde azaltabilir ve hızlı bakım ve onarım sağlayabilir.
EBM ve Sürdürülebilirlik
Kaynak Verimliliği
EBM'nin malzeme verimliliği, malzeme atıklarının azalmasına yol açarak, geleneksel yöntemlere kıyasla çevre dostu bir imalat süreci haline getirir.
Enerji Tasarrufu
EBM'nin katkılı yapısı, geleneksel çıkarma imalat tekniklerinden daha az enerji tüketir ve genel enerji tasarrufuna katkıda bulunur.
Sürdürülebilir Tasarım
EBM, daha az enerjiyle çalışması gereken daha hafif ürünlere yol açan, optimize edilmiş geometrilere sahip sürdürülebilir tasarımların oluşturulmasını sağlar.

EBM ve Geleneksel İmalat Yöntemleri
Katkılı ve Çıkarma İmalatı
EBM'yi geleneksel çıkarma imalat yöntemleriyle karşılaştırarak, katkılı yaklaşımın sunduğu temel farklılıkları ve avantajları inceliyoruz.
Karmaşıklık ve Tasarım Özgürlüğü
EBM, çıkarma yöntemleriyle elde edilmesi zor veya imkansız olacak son derece karmaşık geometrilerin üretilmesini sağlar.
Malzeme Atığı ve Verimlilik
Geleneksel imalat genellikle önemli miktarda malzeme atığı üretirken, EBM yalnızca gerekli miktarda malzeme kullanarak atığı en aza indirir.
Maliyet ve Zaman Tasarrufu
EBM, özellikle özelleştirilmiş ve düşük hacimli imalat için üretimde maliyet ve zaman tasarrufuna yol açabilir.
EBM'de İnovasyonlar ve Araştırmalar
Malzeme İnovasyonu
Araştırmacılar, EBM teknolojisi için mevcut malzeme seçeneklerini genişletmek için sürekli olarak yeni malzemeler ve alaşımlar araştırıyorlar.
Nano Ölçekte EBM
EBM'deki gelişmeler, çözünürlük sınırlarını zorlayarak, mikroelektronik ve biyomedikalde yeni olanaklar açan nano ölçekli 3D baskıya olanak tanıyor.
İşlem İçi İzleme
Araştırmacılar, EBM ile üretilen parçaların kalitesini ve güvenilirliğini sağlamak için işlem içi izleme teknikleri geliştiriyorlar.

Sonuç
EBM teknolojisi, modern imalatta dev
SSS
EBM teknolojisi belirli malzemelerle mi sınırlıdır?EBM şu anda titanyum, paslanmaz çelik ve nikel bazlı alaşımlar gibi belirli metallerle en iyi sonucu vermektedir. Ancak devam eden araştırmalar, uyumlu malzeme yelpazesini genişletmeyi amaçlamaktadır.
EBM havacılık endüstrisine nasıl fayda sağlar?EBM, havacılık üreticilerinin hafif ve karmaşık bileşenler oluşturmasını sağlayarak yakıt verimliliğinin artmasına ve uçak ve uzay araçlarının performansının iyileşmesine yol açar.
EBM seri üretim için kullanılabilir mi?EBM, düşük hacimli ve özelleştirilmiş üretim için mükemmel olmakla birlikte, daha yavaş baskı hızı nedeniyle şu anda seri üretim için çok uygun değildir.
EBM'nin tıp alanındaki potansiyel etkisi nedir?EBM, hasta odaklı implantların ve protezlerin üretilmesini sağlamanın yanı sıra doku mühendisliği ve rejeneratif tıpta ilerlemeleri kolaylaştırarak sağlık hizmetlerinde devrim yaratma potansiyeline sahiptir.
EBM sürdürülebilirliğe nasıl katkıda bulunur?EBM'nin malzeme verimliliği, azaltılmış enerji tüketimi ve hafif tasarımlar oluşturma yeteneği, geleneksel yöntemlere kıyasla daha sürdürülebilir ve çevre dostu bir üretim sürecine katkıda bulunur.
daha fazla 3D baskı süreci öğrenin
Sıkça Sorulan Sorular (SSS)
1) What metals perform best in EBM Technology and why?
- Ti-6Al-4V, pure titanium, CoCr, and some nickel-based superalloys print reliably due to good electron-beam absorptivity, vacuum compatibility, and powder stability at high temperatures.
2) How does EBM differ from laser PBF for medical and aerospace parts?
- EBM operates in high vacuum with elevated bed temperatures, reducing residual stress and enabling crack-resistant builds (e.g., Ti‑6Al‑4V lattice implants). Laser PBF offers finer surface finish but can carry higher residual stresses without preheating.
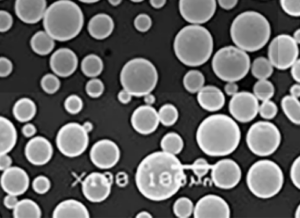
3) What powder specifications are critical for consistent EBM builds?
- Spherical morphology, tight PSD (commonly 45–105 μm), low oxygen/nitrogen, controlled flow/tap density, and minimal satellites. Powder recyclability and oxidation control are essential due to repeated high-temperature exposure.
4) Can EBM produce lattice structures and internal channels reliably?
- Yes. The high preheat and vacuum conditions support robust fusion of struts and nodes, making EBM well-suited for porous implants, heat exchangers, and lightweight aerospace brackets.
5) What are typical post-processing steps after EBM?
- Powder removal, hot isostatic pressing (HIP) to close porosity, heat treatment, machining of critical interfaces, surface finishing (blasting, machining, or electropolishing), and inspection (CT scanning, metallography, mechanical testing).
2025 Industry Trends: EBM Technology
- Higher throughput platforms: Multi-beam scanning strategies and smarter raster planning improve build rates for Ti‑6Al‑4V orthopedic and aero brackets.
- Qualification acceleration: Digital build records with powder passports (PSD, O/N/H, reuse count) shorten aerospace and medical qualifications.
- Enhanced surface strategies: Parameter sets that reduce surface roughness 10–20% on as-built features, decreasing machining burden.
- Cost control: Argon-free vacuum operation remains an advantage; improved powder reuse protocols cut material costs per build.
- Regulatory alignment: Expanded use of ASTM F3301-style data packages linking process parameters to CT density and mechanical outcomes.
2025 KPI Snapshot for EBM (indicative ranges)
| Metrik | 2023 Tipik | 2025 Tipik | Notlar/Kaynaklar |
|---|---|---|---|
| Build rate (Ti‑6Al‑4V, cm³/h) | 55–80 | 70–110 | Multi-beam and path optimization |
| As-built porosity (%) | 0.3–0.8 | 0.15–0.5 | Improved parameter windows |
| Surface roughness Ra (μm, vertical) | 25-35 | 20–28 | Scan and contour tuning |
| Powder reuse cycles (Ti‑6Al‑4V) | 8–12 | 10–16 | Controlled O pickup and sieving |
| Post-HIP UTS (Ti‑6Al‑4V, MPa) | 900–980 | 930–1000 | Heat treatment optimization |
| Qualification lead-time reduction | - | 20–35% | Digital traceability and CT linkage |
Sources: ASTM/ISO standards (e.g., ISO/ASTM 52900, ASTM F2924 for Ti‑6Al‑4V), OEM application notes, peer-reviewed AM studies, NIST AM‑Bench resources
Son Araştırma Vakaları
Case Study 1: EBM Ti‑6Al‑4V Porous Acetabular Cups with Reduced Post-Machining (2025)
Background: An orthopedic OEM needed to lower finishing time while maintaining osseointegration pore structures.
Solution: Adopted updated EBM contour strategies and elevated preheat to stabilize overhangs; implemented powder passport tracking (PSD 45–90 μm, O ≤ 0.15 wt%) and CT-based acceptance criteria.
Results: As-built Ra reduced 18% on rim features; HIP yield +6%; machining time −22% per cup; zero nonconformances on pore size distribution across three lots.
Case Study 2: Nickel Superalloy Brackets for Hypersonic UAV Using EBM (2024)
Background: An aerospace supplier required high-temperature brackets with internal cooling passages and low residual stress.
Solution: EBM-printed Ni-based alloy with staged preheat and beam offset tuning; post-build HIP and age hardening; pressure-tested channels and CT inspection.
Results: Dimensional deviation halved vs prior L-PBF route without stress relief; creep life at 800°C improved 12%; leak-tightness 100% pass at 5 bar; overall lead time −28%.
Uzman Görüşleri
- Dr. Brent Stucker, AM Industry Executive and Researcher
Key viewpoint: “Vacuum, high preheat, and multi-beam controls in EBM are enabling serial production of stress-sensitive aerospace and orthopedic parts that would require extensive stress mitigation in laser PBF.” - Prof. Ian Gibson, Katmanlı Üretim Profesörü, Twente Üniversitesi
Key viewpoint: “With improved scan strategies and powder management, EBM Technology is closing the gap on surface quality while keeping its lead in low-stress builds.” - Dr. Anushree Chatterjee, ASTM Uluslararası AM Mükemmeliyet Merkezi Direktörü
Key viewpoint: “Process data tied to standardized COAs and CT inspections is accelerating pathway-to-approval for EBM medical implants.” https://amcoe.astm.org/
Pratik Araçlar/Kaynaklar
- ISO/ASTM 52900: AM terminology and categories
https://www.iso.org/ - ASTM F2924: Standard specification for additively manufactured Ti‑6Al‑4V by PBF
https://www.astm.org/ - ISO/ASTM 52907: Metal powder feedstock characterization (PSD, O/N/H)
https://www.iso.org/standard/78974.html - NIST AM‑Bench: Datasets linking AM process parameters to part performance
https://www.nist.gov/ambench - FDA Guidance on Additive Manufactured Medical Devices (for U.S. submissions)
https://www.fda.gov/ - OEM technical notes (e.g., GE Additive/Arcam) on EBM parameter development, powder handling, and qualification
Son güncelleme: 2025-08-27
Değişiklik günlüğü: Added five focused FAQs, a 2025 KPI table for EBM Technology, two recent case studies (orthopedic cups; hypersonic UAV brackets), expert viewpoints, and vetted tools/resources.
Sonraki değerlendirme tarihi ve tetikleyici faktörler: 2026-03-31 or earlier if ASTM/ISO standards update, major EBM platforms release multi-beam upgrades, or new medical/aerospace qualification data is published.