A fusão seletiva a laser (SLM), também conhecida como sinterização direta a laser de metal (DMLS) ou fusão de leito de pó a laser (LPBF), é uma tecnologia de fusão de leito de pó usada na manufatura aditiva. A SLM usa um laser de alta potência para fundir e derreter pós metálicos para produzir objetos 3D totalmente densos, camada por camada.
A SLM é uma das tecnologias de impressão 3D de metal mais usadas, graças à sua capacidade de produzir geometrias complexas com propriedades mecânicas comparáveis às peças de metal fabricadas tradicionalmente. Este guia abrangente oferece uma visão geral da tecnologia SLM, aplicações, materiais, fornecedores de equipamentos e dicas para começar.
Visão geral de Manufatura aditiva SLM
O SLM é um processo de impressão 3D de fusão de leito de pó que usa um laser para derreter e fundir seletivamente partículas de pó metálico em uma camada por camada. Uma visão geral de como o SLM funciona:
Visão geral do processo de manufatura aditiva SLM
| Etapas do processo | Descrição |
|---|---|
| Criação de modelos 3D | Um modelo CAD da peça desejada é criado e convertido em um arquivo STL. |
| Fatiamento | O software de fatiamento divide o arquivo STL em camadas, gerando instruções de construção para a impressora. |
| Espalhamento de pó | Uma lâmina de recobrimento espalha uma fina camada de pó metálico sobre a placa de construção. |
| Escaneamento a laser | Um laser de alta potência derrete e funde partículas de pó no padrão de cada camada, unindo-as à camada inferior. |
| Plataforma de construção inferior | A plataforma de construção é abaixada e uma nova camada de pó é espalhada na parte superior. |
| Repetição de camadas | As etapas se repetem até que toda a peça seja construída camada por camada. |
| Remoção de peças | O pó não fundido é removido, revelando a peça impressa em 3D completa. |
| Pós-processamento | A peça pode exigir acabamento adicional, como lixamento, polimento e tratamento térmico. |
Algumas das principais vantagens da manufatura aditiva SLM incluem:
- Capacidade de produzir geometrias altamente complexas que não são possíveis com métodos convencionais.
- Desperdício mínimo de material, pois o pó pode ser reutilizado.
- Montagens consolidadas e estruturas leves podem ser impressas em uma única peça.
- Menor tempo de lançamento no mercado, reduzindo a necessidade de ferramentas e fixações personalizadas.
- As peças podem ser personalizadas e projetadas para um desempenho ideal com o design generativo.
- Inventário digital - as peças podem ser impressas sob demanda, conforme necessário.
- Alta precisão dimensional e repetibilidade.
O SLM permite que empresas de setores como aeroespacial, médico e automotivo produzam peças metálicas com propriedades mecânicas que atendem ou superam os componentes metálicos fabricados tradicionalmente.

Materiais SLM
Uma variedade de metais e ligas metálicas pode ser processada usando a fusão seletiva a laser. Os materiais SLM mais comumente usados incluem:
Visão geral dos materiais SLM
| Material | Principais propriedades | Formulários |
|---|---|---|
| Aço inoxidável (316L, 17-4PH) | Alta resistência, resistência à corrosão | Aeroespacial, automotivo, médico |
| Ligas de alumínio (AlSi10Mg, AlSi7Mg) | Leve e resistente | Aeroespacial, automotivo |
| Ligas de titânio (Ti6Al4V, TiAl) | Leve e biocompatível | Aeroespacial, médica |
| Cobalto-cromo (CoCr) | Biocompatível, alta dureza | Implantes dentários e médicos |
| Ligas de níquel (Inconel) | Resistência ao calor, alta resistência | Aeroespacial, automotivo |
| Aços para ferramentas | Alta dureza, resistência ao desgaste | Ferramentas, moldes |
O material SLM mais utilizado é o alumínio devido à sua relação resistência/peso, resistência à corrosão e custo. O titânio é popular para aplicações aeroespaciais e médicas em que a biocompatibilidade e a alta resistência são essenciais.
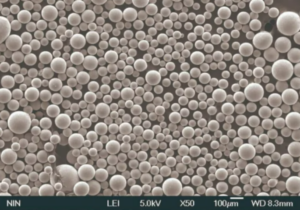
Diferentes pós metálicos estão disponíveis com tamanhos de partículas que variam de 10 a 45 mícrons. Os pós mais finos geralmente permitem maior resolução e precisão. Normalmente, as partículas de pó têm formato esférico para proporcionar ótima fluidez e empacotamento denso durante o processo de construção.
Precisão da peça SLM e acabamento da superfície
A SLM é capaz de produzir peças com alta precisão e acabamentos de superfície adequados para muitas aplicações de uso final. Veja a seguir alguns valores típicos das propriedades das peças SLM:
Precisão SLM e acabamento de superfície
| Atributo | Valores típicos |
|---|---|
| Precisão dimensional | ± 0,1-0,2% com tolerância de ± 0,03-0,05 mm |
| Resolução | 20-100 mícrons |
| Rugosidade da superfície (as-built) | Ra 10-25 mícrons, Rz 50-100 mícrons |
| Porosidade | Quase totalmente denso (>99%) |
| Propriedades mecânicas | Pode corresponder a peças fabricadas tradicionalmente |
A precisão é influenciada por fatores como o diâmetro do feixe de laser, o tamanho do pó e a espessura da camada. Camadas mais finas (20-50 mícrons) permitem maior precisão e detalhes mais finos.
A rugosidade da superfície como construída do SLM é relativamente alta. Várias técnicas de acabamento podem ser usadas para melhorar o acabamento da superfície, como lixamento, polimento, shot peening e revestimento.
Diretrizes de design do SLM
Para aproveitar com sucesso a manufatura aditiva SLM, os componentes devem ser projetados tendo em mente as limitações do processo. Aqui estão algumas das principais diretrizes de projeto de SLM:
Diretrizes de design do SLM
| Considerações sobre o design | Diretriz |
|---|---|
| Saliências | Saliências superiores a 45° podem exigir suportes. |
| Espessura da parede | Recomenda-se uma espessura mínima de parede de ~0,3-0,5 mm. |
| Furos/aberturas | Diâmetro mínimo de ~1 mm para furos redondos. Considere furos em formato de gota. |
| Tolerâncias | Projeto com tolerância de +/- 0,1-0,2 mm para aplicações de alta precisão. |
| Acabamento da superfície | Leve em conta o pós-processamento se for necessário um acabamento superficial elevado. |
| Suportes | Use ângulos autoportantes ou otimize a orientação para minimizar os suportes. |
| Texto | Altura mínima do texto de 1 mm, evite textos finos e salientes. |
| Orientação de peças | Otimize para obter o mínimo de suportes, saliências e tempo de construção. |
Seguir os princípios do DfAM (Design for Additive Manufacturing) permite que você maximize a liberdade de design do SLM e produza componentes altamente otimizados que não são possíveis com métodos subtrativos.
Aplicativos SLM
Os recursos do SLM o tornam adequado para a produção de peças e protótipos de metal em uma ampla gama de setores, incluindo
Principais aplicações do SLM
| Setor | Formulários | Componentes |
|---|---|---|
| Aeroespacial | Componentes e motores de aeronaves | Lâminas de turbina, bicos de foguete, trocadores de calor |
| Médico | Restaurações dentárias, implantes | Coroas, pontes, implantes ortopédicos |
| Automotivo | Peças de desempenho, projetos personalizados | Chassi leve, peças de alumínio personalizadas |
| Ferramentas | Moldes de injeção, padrões de fundição | Canais de resfriamento conformes para moldes |
| Consumidor | Produtos personalizados | Joias, acessórios, arte decorativa |
| Defesa | Sistemas de armas complexos | Receptores de armas de fogo leves |
Benefícios como leveza, consolidação de peças, personalização em massa, prototipagem rápida e melhorias de desempenho tornam o SLM atraente nesses setores. O metal aditivo também permite novos níveis de complexidade e otimização de design.
Visão geral do equipamento SLM
As máquinas SLM utilizam um laser para derreter seletivamente pós metálicos camada por camada com base em um modelo 3D. Veja a seguir alguns dos principais componentes e recursos dos modernos sistemas SLM:
Componentes da máquina SLM
| Componente | Descrição |
|---|---|
| Fonte de laser | Lasers de fibra de até 500 W com comprimento de onda em torno de 1 μm são comuns. Fornecem energia para derreter o pó. |
| Sistema de digitalização | Espelhos galvanométricos de alta velocidade ou matriz de varredura para controlar o movimento do laser. |
| Cama de pó | A plataforma de construção se abaixa à medida que as camadas são aplicadas. Espalhe o pó com a lâmina de recobrimento ou com o distribuidor de pó. |
| Suprimento de pó | Recipientes e válvulas de alimentação de pó integrados para abastecer a área de construção. |
| Fluxo de gás inerte | Atmosfera de argônio ou nitrogênio para evitar a oxidação. |
| Controles | Software para preparar e fatiar o modelo, seleção de parâmetros e controles do sistema. |
| Pós-processamento | Pode incluir equipamentos de recuperação de pó, peneiramento e limpeza de peças. |
Capacidades do equipamento SLM
| Parâmetro | Faixa típica |
|---|---|
| Construir envelope | 100-500 mm x 100-500 mm x 100-500 mm |
| Espessura da camada | 20-100 μm |
| Tamanho do ponto de laser | 50-120 μm |
| Velocidade de digitalização | Até 10 m/s |
| Tamanho mínimo do recurso | 150-300 μm |
| Materiais | Aço inoxidável, alumínio, titânio, Inconel e muito mais |
As máquinas SLM de ponta oferecem volumes de construção maiores, maior potência de laser para construções mais rápidas e recursos como multi-laser. As máquinas estão disponíveis em fornecedores que vão desde impressoras de mesa para escritório até sistemas de produção em larga escala.

Pós-processamento de SLM
As peças metálicas impressas por SLM geralmente exigem pós-processamento para obter o acabamento e as propriedades desejados. Algumas etapas típicas de pós-processamento incluem:
Pós-processamento de SLM
| Processo | Descrição |
|---|---|
| Remoção de suporte | Remoção das estruturas de suporte da peça. |
| Alívio do estresse térmico | Tratamento térmico para aliviar as tensões residuais do processo de construção. |
| Acabamento de superfície | Lixamento, esmerilhamento, polimento, shot peening para melhorar o acabamento da superfície. |
| Prensagem isostática a quente | Aplicação de alta temperatura e pressão para aumentar a densidade e aprimorar as propriedades. |
| Usinagem | Usinagem CNC convencional para recursos ou superfícies de maior precisão. |
| Revestimentos | Aplicação de revestimentos especiais para resistir ao desgaste, à corrosão, etc. |
O pós-processamento específico depende do material, dos requisitos de uso final e das propriedades desejadas. Processos como o recozimento também podem ser realizados para modificar a microestrutura e o comportamento mecânico, conforme necessário.
Como escolher um fornecedor de SLM
A seleção do fornecedor certo de SLM é importante ao adotar a tecnologia. Aqui estão as principais considerações para a escolha de um fornecedor de equipamentos SLM:
Escolha de um fornecedor de SLM
| Considerações | Detalhes |
|---|---|
| Construir envelope | Combine o volume de construção com suas necessidades de tamanho de peça. Máquinas maiores têm custo inicial mais alto. |
| Materiais | Certifique-se de que a máquina ofereça os materiais com os quais você deseja imprimir, como aço inoxidável, titânio, etc. |
| Precisão/acabamento de superfície | Selecione a tecnologia capaz de atender aos requisitos de sua aplicação. Pode exigir pós-processamento. |
| Produção versus prototipagem | Modelos de desktop de baixo custo para prototipagem. Sistemas de produção maiores para manufatura. |
| Parâmetros/Controles | Analise os parâmetros de construção, os perfis de material e os recursos de software disponíveis. |
| Treinamento e suporte | Procure programas de treinamento e suporte técnico ágil. |
| Equipamento de pós-processamento | Requer investimento em equipamentos para recuperação de pó, acabamento de superfície e tratamento térmico. |
| Ecossistema de software | Avalie os recursos de preparação de arquivos, simulação de processos e integração de software MES. |
| Conformidade e certificação | Importante para setores altamente regulamentados, como aeroespacial, médico e automotivo. |
Trabalhe com os fornecedores de SLM para selecionar o equipamento adequado às suas necessidades específicas de produção e de peças. Muitos fornecem peças de amostra para avaliar a qualidade e as propriedades do material.
Fornecedores e custos de equipamentos SLM
Há uma variedade de fornecedores de equipamentos que oferecem sistemas SLM para manufatura aditiva de metal. Aqui está uma visão geral dos principais fornecedores de SLM e os preços aproximados dos sistemas:
Fornecedores de SLM
| Fornecedor | Sistemas de amostragem | Custo aproximado |
|---|---|---|
| EOS | EOS M290, EOS M400 | $500,000 – $1,500,000 |
| Soluções SLM | SLM®500, SLM®800 | $400,000 – $1,000,000 |
| Sistemas 3D | DMP Factory 500 | $500,000 – $800,000 |
| Aditivo GE | Conceito Laser M2 Série 5 | $700,000 – $1,200,000 |
| Renishaw | RenAM 500M | $500,000 – $750,000 |
Sistemas SLM para desktop
| Fornecedor | Sistemas de amostragem | Custo aproximado |
|---|---|---|
| Marcado | Metal X | $100,000 – $200,000 |
| Metal de mesa | Sistema de estúdio 2 | $120,000 – $200,000 |
| AddUp | FormUp 350 | $100,000 – $300,000 |
Para produção de menor volume, necessidades de prototipagem ou orçamentos limitados, os sistemas SLM de mesa estão disponíveis a partir de $100.000. Os sistemas de produção maiores variam de $400.000 a mais de $1 milhão.
Instalação e operação de impressoras SLM
Para instalar e operar uma impressora SLM, alguns dos principais requisitos incluem:
Instalação e operação da impressora SLM
| Considerações | Detalhes |
|---|---|
| Espaço | O equipamento ocupa uma área grande. Permite espaço para manuseio de pó e pós-processamento. |
| Potência | Requer alimentação elétrica de 220V-480V, pode ser necessário um resfriador para resfriamento. |
| Gás inerte | Fornecimento de nitrogênio ou argônio com tanques de reserva. |
| Ventilação | Sistema de extração de fumaça para ventilar as emissões do processo. |
| Equipe | Operadores treinados para preparar arquivos, configurar construções, manusear pó. |
| Segurança | Siga os protocolos de manuseio de pó, manuseio de produtos químicos e uso de laser. EPI. |
| Manutenção | Manutenção diária e periódica necessária, de acordo com as diretrizes do fornecedor. |
| Otimização de parâmetros | Construções de teste necessárias para otimizar os parâmetros do processo SLM. |
| Remoção de peças | Use o sistema de recuperação de pó ou o porta-luvas para a remoção manual. |
Trabalhe em conjunto com o fornecedor do equipamento para preparar as instalações e treinar a equipe. Espere uma curva de aprendizado para se tornar proficiente na operação da impressora e das peças de pós-processamento.
Vantagens e limitações da impressão SLM
Aqui está uma visão geral das principais vantagens e limitações da tecnologia de fusão seletiva a laser:
Vantagens do SLM
- Geometrias complexas e estruturas leves
- Alta resistência e dureza superficial
- Curto prazo de produção
- Mínimo de resíduos de material
- Projetos digitalmente flexíveis e personalizáveis
Limitações do SLM
- Custos de produção relativamente altos por peça
- Tamanho limitado com base no envelope de construção
- O pós-processamento geralmente é necessário
- Propriedades de materiais anisotrópicos
- Qualificação necessária para aplicativos de alto desempenho
- Seleção limitada de materiais além dos metais
Para as aplicações certas, o SLM pode oferecer vantagens significativas em relação à fundição, à usinagem CNC e a outros processos convencionais de fabricação de peças metálicas. A tecnologia continua avançando para expandir os recursos de produção.
SLM vs. outros processos de impressão 3D de metal
A SLM é uma das várias tecnologias de manufatura aditiva de metal disponíveis. Veja como ela se compara a outros processos líderes de impressão 3D de metal:
Comparação de processos de impressão 3D em metal
| SLM | DED | Jateamento de ligantes | |
|---|---|---|---|
| Fonte de energia | Laser | Fio metálico alimentado | Adesivos |
| Abordagem de construção | Cama de pó | Soldagem por deposição | Cama de pó + aglutinante |
| Materiais | Al, Ti, CoCr, mais | Al, Ti, aço inoxidável, etc. | Aço inoxidável, superligas |
| Precisão | Alta | Moderado | Médio a alto |
| Acabamento da superfície | Áspero a moderado | Áspero | Suave |
| Tamanho da construção | Pequeno a médio | Médio a grande | Médio a grande |
| Produtividade | Baixo a moderado | Alta | Alta |
O SLM é indicado para peças de pequena e média precisão com boas propriedades mecânicas. O DED é mais rápido e pode produzir peças muito grandes. O jato de aglutinante oferece alta produtividade, mas tem limitações quanto às propriedades do material.
Custos de impressão 3D de metal SLM
Aqui está uma visão geral dos fatores de custo típicos da fusão seletiva a laser:
Fatores de custo de SLM
- Compra de equipamentos de máquinas ($100.000 - $1.000.000+)
- Custos de material ($50-$500/kg de pó)
- Mão de obra para operações e pós-processamento
- Equipamento adicional para manuseio de pó, acabamento
- Atualizações das instalações, como ventilação, serviços públicos
- Volume de produção (custos mais altos para volumes baixos)
Para fins de contexto, as peças metálicas impressas por SLM podem variar de $2.000 a $10.000+ por peça, dependendo dos fatores acima. Use a SLM para volumes baixos a médios em que os benefícios superam os custos. Os métodos subtrativos, como a usinagem CNC, são mais econômicos em volumes maiores.
Padrões do setor de SLM
Como uma tecnologia emergente, a manufatura aditiva SLM é uma área ativa para o desenvolvimento de padrões para apoiar a qualidade, a repetibilidade e a qualificação de peças. Algumas das principais atividades de padrões incluem:
Desenvolvimento de padrões SLM
| Órgão de Padrões | Exemplos de esforços |
|---|---|
| ASTM | Padrões para processamento de leito de pó, métodos de teste e materiais como ligas de titânio. |
| ISO | Padrões para terminologia, projeto, processos, métodos de teste e princípios de qualificação. |
| SAE | Especificações de materiais e processos aeroespaciais para fusão de leito de pó a laser. |
| API | Desenvolvimento de padrões de processo para aplicações de petróleo e gás. |
| ASME | Guias para design, materiais e qualificação de processos. |
| America Makes e ANSI | Roteiro de padronização para AM de metal. |
A certificação e a conformidade com os padrões são essenciais para que os setores regulamentados adotem a tecnologia SLM AM com confiança. O desenvolvimento contínuo de padrões permitirá a adoção mais ampla do SLM em todos os setores.

Introdução à impressão SLM de metal
Para as empresas que estão explorando a tecnologia de fusão seletiva a laser, aqui estão algumas etapas recomendadas para começar:
Dicas para começar a usar o SLM
- Avaliar a adequação do material SLM e da aplicação
- Compare os recursos dos fornecedores de máquinas SLM
- Orçamento para equipamentos, instalação, materiais e custos de treinamento
- Comece com um parceiro de produção de AM experiente, se possível
- Projetar peças de teste adaptadas aos pontos fortes da SLM
- Otimize os parâmetros do processo, como orientações, suportes, espessura da camada, etc.
- Validar se as propriedades mecânicas atendem aos requisitos
- Avaliar as necessidades de pós-processamento para o acabamento
- Desenvolver conhecimento interno e programa de treinamento
- Aproveite os recursos de design e as ferramentas de software do AM
A parceria com um provedor de serviços de SLM pode ajudar a minimizar os riscos iniciais e acessar conhecimentos avançados sobre a tecnologia. À medida que a experiência é adquirida, trazer o SLM para dentro da empresa oferece o máximo de controle de produção e proteção de IP.
perguntas frequentes
P: Quais materiais podem ser processados com SLM?
R: Os materiais SLM mais comuns são alumínio, titânio, aço inoxidável, cobalto-cromo, ligas de níquel e aços para ferramentas. Novas opções de materiais estão sendo qualificadas continuamente.
P: Qual é a precisão típica das peças impressas por SLM?
R: A precisão geralmente fica em torno de ±0,1-0,2% com tolerâncias possíveis de ±0,03-0,05 mm. Camadas mais finas, de até 20 mícrons, permitem maior precisão.
P: O SLM requer algum pós-processamento?
R: Geralmente, é necessário algum pós-processamento, como remoção de suporte, acabamento de superfície, tratamento térmico e usinagem, para obter as propriedades e a aparência cosmética desejadas.
P: Qual é a densidade das peças metálicas impressas por SLM?
R: A SLM pode produzir peças quase totalmente densas (densidade >99%), desde que os parâmetros sejam otimizados para o material usado.
P: Que tipos de projetos são melhores para SLM?
R: Geometrias complexas e leves com treliças e formas orgânicas se beneficiam mais da liberdade de design do SLM. Evite recursos finos ou estreitos sem suporte.
P: É possível imprimir peças grandes com SLM?
R: O tamanho máximo é limitado pelo envelope de construção da impressora, normalmente abaixo de 500x500x500 mm. Sistemas maiores estão em desenvolvimento, mas têm desvantagens.
P: Como a qualidade se compara à da fabricação tradicional?
R: Com a otimização de parâmetros e o pós-processamento, as peças SLM podem atingir propriedades de material equivalentes às dos métodos tradicionais. A qualificação da peça ainda é necessária.
P: Quais são os fatores que mais influenciam os custos?
R: O equipamento da máquina, os custos de material, a mão de obra, o volume e a complexidade do pós-processamento são os principais fatores. A otimização desses fatores pode reduzir os custos.
conhecer mais processos de impressão 3D
Frequently Asked Questions (FAQ)
1) What differentiates SLM Additive Manufacturing from DMLS and LPBF?
- In industry, SLM, DMLS, and LPBF are commonly used interchangeably for laser powder bed fusion of metals. Some vendors use DMLS historically; technically all refer to melting/sintering with a laser in a powder bed.
2) What powder characteristics matter most for consistent SLM builds?
- Narrow PSD (typically 15–45 μm), high sphericity, low satellites, low O/N/H (per ASTM E1019), stable flow (Hall/Carney), and consistent apparent/tap density. These drive layer quality and reduce lack‑of‑fusion and spatter.
3) How do multi-laser systems affect quality and throughput?
- Multi-laser SLM boosts throughput 1.5–3× with coordinated hatching; modern overlap calibration and in-situ monitoring mitigate stitch lines. Qualification still requires cross‑laser consistency checks.
4) What are common SLM defect drivers and how are they mitigated?
- Lack‑of‑fusion (insufficient energy), keyholing/porosity (excess energy), balling (scan strategy/powder), and residual stress (thermal gradients). Mitigate with parameter windows, scan path optimization (islands/stripes), preheat, and heat treatment/HIP.
5) When is SLM the most cost-effective choice?
- High-value, complex, low-to-mid volume parts where weight reduction, part consolidation, or internal channels deliver lifecycle gains that offset higher per‑part cost vs machining or casting.
2025 Industry Trends in SLM Additive Manufacturing
- Multi-laser calibration: Automated beam alignment and overlap tuning reduce stitch artifacts, improving fatigue scatter for critical parts.
- Closed-loop control: In-situ melt pool sensing with AI feedback corrects for drift mid-build, cutting scrap rates.
- Powder circularity: Reuse + digital material passports extend reuse cycles (6–12) while maintaining chemistry/flow windows.
- Qualification acceleration: Standardized test artifacts and parameter portability trim time-to-qualification in aerospace and medtech.
- Sustainability: Argon recapture, higher build rates, and topology optimization reduce energy/part and material waste.
2025 KPI Snapshot: SLM Process and Quality (indicative ranges)
| Métrico | 2023 Typical | 2025 Typical | Notes/Sources |
|---|---|---|---|
| Effective build rate (316L, multi‑laser) | 20–35 cm³/h/laser | 30–55 cm³/h/laser | Improved hatching, higher power lasers |
| Density (optimized) | 99.5–99.8% | 99.6–99.9% | Process windows refined |
| As‑built Ra (sidewalls) | 12–25 μm | 10–20 μm | Scan/path tuning, powder quality |
| Scrap rate (production lines) | 5–12% | 3–8% | In‑situ monitoring + QA |
| Powder reuse cycles (pre‑blend) | 3–6 | 6–10 | Closed-loop handling, ISO/ASTM 52907 |
| Argon consumption per build | Baseline | −20–35% | Recovery/re‑use systems |
References: ISO/ASTM 52907; ASTM B212/B213/B703; ASTM E1019; NIST AM‑Bench datasets; OEM application notes; Wohlers-type market analyses
Casos de pesquisa mais recentes
Case Study 1: Multi‑Laser Overlap Calibration Improves Fatigue in 17‑4PH Lattice Brackets (2025)
Background: An aerospace supplier observed fatigue scatter linked to stitch lines in multi‑laser SLM builds.
Solution: Implemented automated overlap calibration, uniform hatch strategies, and in‑situ photodiode-based power normalization; post‑build H900 aging.
Results: CT‑detected porosity in overlap zones −42%; HCF median life +19%; first‑pass yield +14% across three bracket geometries.
Case Study 2: Parameter Portability for AlSi10Mg Across Two SLM Platforms (2024)
Background: An automotive OEM needed cross‑platform consistency for heat exchanger cores.
Solution: Translated process maps using standardized artifacts (density staircases, surface coupons), matched scan strategies, and harmonized powder specs (PSD 20–45 μm).
Results: Density ≥99.7% on both machines; pressure drop variance within ±3%; build time −12% after hatch optimization; successful PPAP on dual equipment sets.
Opiniões de especialistas
- Dr. John Slotwinski, Materials Research Engineer, NIST
Key viewpoint: “Powder quality and standardized QA—especially O/N/H, PSD, and flow—are the primary levers for reproducible SLM outcomes across sites.” https://www.nist.gov/ - Prof. Ian Gibson, Professor of Additive Manufacturing, University of Twente
Key viewpoint: “Multi‑laser SLM with robust overlap calibration and design‑for‑AM practices is closing the gap between prototype and serial production.” - Dr. Anushree Chatterjee, Director, ASTM International AM Center of Excellence
Key viewpoint: “2025 round‑robin datasets are accelerating parameter portability and enabling faster qualification for safety‑critical SLM components.” https://amcoe.astm.org/
Practical Tools/Resources
- ISO/ASTM 52907: Metal powder characterization for AM
https://www.iso.org/standard/78974.html - ASTM standards for LPBF parts and powders (B212/B213/B703; E1019; F3301 et al.)
https://www.astm.org/ - NIST AM‑Bench: Public datasets and benchmark problems for AM
https://www.nist.gov/ambench - Senvol Database: Machines, materials, and process data for SLM
https://senvol.com/database - OEM technical libraries (e.g., EOS, SLM Solutions, 3D Systems, Renishaw) for parameter guides and application notes
- Open-source/engineering tools: pySLM (scan path), Autodesk Netfabb/Ansys Additive (simulations), ImageJ for porosity/morphology analysis
Última atualização: 2025-08-27
Registro de alterações: Added 5 focused SLM FAQs, 2025 KPI table, two recent case studies, expert viewpoints, and vetted tools/resources aligned to ISO/ASTM and NIST guidance.
Data e critérios da próxima revisão: 2026-03-31 or earlier if major standards or OEM parameter sets are updated, significant multi‑laser or in‑situ monitoring advancements are released, or new powder QA requirements are published.