Impressão 3D do Inconel 625 é uma liga de níquel-cromo-molibdênio com excelente resistência a altas temperaturas e à corrosão. Isso a torna adequada para a impressão 3D de geometrias complexas para aplicações exigentes. Este guia fornece uma visão geral da composição, propriedades, parâmetros e usos do Inconel 625 impresso em 3D.
Introdução à impressão 3D em inconel 625
O Inconel 625 é uma superliga de alto desempenho frequentemente usada para manufatura aditiva nos setores aeroespacial, marítimo, nuclear e químico. As principais propriedades incluem:
Tabela 1: Visão geral do material Inconel 625 impresso em 3D
| Propriedades | Detalhes |
|---|---|
| Conteúdo de níquel | 58-63% |
| Alta resistência | Resistência à tração 1.310 MPa |
| Resistência à temperatura | Até 1.400°F ou 760°C |
| Resistência à corrosão | Altamente resistente ao calor, ácidos e alcalinos |
| Resistência a rachaduras | Excelente resistência à fadiga e tenacidade |
| Capacidade de trabalho | Prontamente soldável para união |
| Usos comuns | Aplicações aeroespaciais, marítimas e industriais |
A impressão 3D permite a fabricação de peças complexas de Inconel 625 que não podem ser obtidas com métodos tradicionais. Continue lendo para obter detalhes sobre a composição, as características, os parâmetros do processo de impressão, as aplicações e muito mais.

Composição química do inconel 625 para impressão 3D
A química da liga Inconel 625 inclui níquel, cromo, molibdênio, nióbio e ferro:
Tabela 2: Composição da liga Inconel 625
| Elemento | Peso % |
|---|---|
| Níquel (Ni) | 58.0 – 63.0 % |
| Cromo (Cr) | 20.0 – 23.0 % |
| Molibdênio (Mo) | 8.0 – 10.0 % |
| Nióbio (Nb) | 3.15 – 4.15 % |
| Ferro (Fe) | Restante |
| Carbono (C) | ≤ 0.10% |
| Manganês (Mn) | ≤ 0,50 por cento |
| Silício (Si) | ≤ 0,50 por cento |
| Fósforo (P) | ≤ 0.015%. |
| Enxofre (S) | ≤ 0.015%. |
| Alumínio (Al) | ≤ 0,40 por cento |
| Titânio (Ti) | ≤ 0,40 por cento |
| Cobalto (Co) | ≤ 1.0% |
Essa matriz de níquel-cromo cuidadosamente otimizada oferece uma combinação excepcional de resistência ao calor e à corrosão, mantendo a ductilidade, a resistência à fadiga e a soldabilidade.
Propriedades mecânicas do Inconel 625 impresso em 3D
As propriedades mecânicas do Inconel 625 o tornam adequado para aplicações exigentes:
Tabela 3: Propriedades mecânicas do Inconel 625
| Propriedade | Valor |
|---|---|
| Densidade | 8,44 g/cm3 |
| Ponto de fusão | 2.300-2.460°F (1.260-1.350°C) |
| Resistência à tração | 125.000 - 240.000 psi |
| Resistência ao escoamento (recozido) | 110.000 psi min |
| Alongamento | 30% no mínimo |
| Módulo de Young | 29 x 10^6 psi |
| Índice de Poission’s | 0.29 |
| Resistência à fadiga | 110 - 129 ksi |
| Resistência à fratura | 200 ksi√in |
| Dureza | ~35 HRC |
A combinação de força, resistência a rachaduras, propriedades térmicas e resistência à corrosão permite que o Inconel 625 resista a ambientes extremos.
Principais benefícios do Inconel 625 para impressão 3D
O Inconel 625 impresso em 3D oferece grandes vantagens:
Tabela 4: Vantagens de Impressão 3D do Inconel 625 peças
| Benefícios | Descrição |
|---|---|
| Alta relação resistência/peso | Tão resistente quanto o aço com uma fração do peso, economizando custos |
| Resiste a temperaturas extremas | Mantém as propriedades mecânicas de criogênico a 1.400°F |
| Resistência à corrosão | Excelente resistência química a ácidos e soluções alcalinas de até 1.400°F |
| Resistência a rachaduras | A alta resistência à fadiga resiste à falha por fratura |
| Estabilidade térmica | O baixo coeficiente de expansão térmica evita a distorção |
| Seguro para alimentos | Aprovado para equipamentos de processamento de alimentos sem lixiviação |
| Ligas personalizadas | Pode personalizar os produtos químicos de acordo com os requisitos da aplicação |
| Geometrias complexas | Imprima formas complexas que não podem ser obtidas com a fabricação |
| Montagens consolidadas | Imprima montagens complexas sem soldagem, reduzindo os custos |
| Iteração rápida | Projetar, testar e adaptar peças por meio de protótipos rápidos |
Essas vantagens ampliam as possibilidades de design e permitem componentes mais leves, resistentes e duradouros.
Parâmetros de impressão 3D recomendados para Inconel 625
Aqui estão os parâmetros típicos do processo de impressão de peças de Inconel 625 em sistemas de fusão de leito de pó a laser e de deposição de energia direcionada:
Tabela 5: Parâmetros de impressão 3D padrão do Inconel 625
| Parâmetro | Valor típico |
|---|---|
| Espessura da camada | 20 - 100 mícrons |
| Potência do laser | Até 500 W |
| Velocidade de digitalização | 800 - 1200 mm/s |
| Diâmetro do feixe | 50 – 200 mícrons |
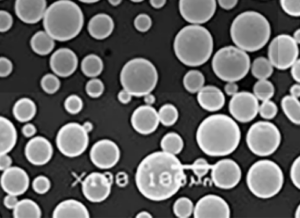
| Tamanho do pó | 15 - 45 mícrons |
| Orientação da impressão | Ângulos de 45° |
| Estruturas de suporte | Obrigatório |
| Recozimento | Opcional 2.100 - 2.300°F por 2 horas |
As configurações devem equilibrar a densidade com as tensões residuais. Seguir métodos estabelecidos, como o ASTM F3056, minimiza rachaduras e distorções. A seguir, vamos dar uma olhada em aplicações comuns.
Aplicações de peças de Inconel 625 impressas em 3D
Os usos comuns do Inconel 625 fabricado de forma aditiva em todos os setores incluem:
Tabela 6: Aplicações de impressão 3D do Inconel 625
| Setor | Formulários | Componentes |
|---|---|---|
| Aeroespacial | Suportes estruturais, componentes do motor, sistemas hidráulicos | Lâminas de turbina, bicos de foguete, coletores de escapamento, elementos de combustível |
| Petróleo e gás | Ferramentas de fundo de poço, válvulas, sistemas de cabeça de poço | Bits de perfuração, ferramentas de linha de arame, árvores de Natal |
| Automotivo | Turbocompressores, componentes de escapamento | Coletor, carcaça do rotor do superalimentador, impulsores do turbo |
| Processamento químico | Trocadores de calor, vasos de reação, acessórios para tubos | Carretéis e cotovelos de tubulação, lâminas de mistura, equipamentos de processo |
| Alimentos e produtos farmacêuticos | Misturadores, secadores, aquecedores, transportadores | Rolamentos, eixos, fixadores, conectores |
| Marinha | Componentes de propulsão, sistemas de dessalinização | Bombas, impulsores, acoplamentos, válvulas |
| Geração de energia | Trocadores de calor, componentes do sistema de vapor | Cabeçotes, tubulação do superaquecedor, tubos do condensador |
A impressão 3D permite peças de Inconel 625 mais leves, mais resistentes e personalizadas, consolidando montagens complexas em aplicações exigentes, impulsionando a adoção em sistemas críticos.

Opções de material para impressão 3D de Inconel 625
As opções populares de liga Inconel 625 para manufatura aditiva incluem:
Tabela 7: Comum Impressão 3D do Inconel 625 formatos de material
| Tipo | Descrição | Principais propriedades |
|---|---|---|
| Inconel 625 padrão | Grau mais amplamente usado para aditivos | Resistência à tração de 1050 MPa, resistência à ruptura de 760 MPa a 980°C |
| Inconel 625 Ultra | Maior densidade e ductilidade | Aumento de 30% no rendimento e na resistência à tração |
| Inconel 718 | Grau aeroespacial resistente ao calor | Excelente resistência e dureza >540°C |
| Ligas 625 personalizadas | Química personalizada para aplicações específicas | Aumento da emissividade, condutividade, magnetismo etc. |
Os pós especializados de Inconel otimizam o formato, o tamanho e a química das partículas para aumentar o sucesso da impressão 3D.
Padrões de impressão 3D Inconel 625
Principais padrões para a qualificação de peças e pós de Inconel 625 impressos em 3D:
Tabela 8: Padrões de impressão 3D da liga Inconel 625
| Padrão | Descrição |
|---|---|
| ASTM F3056 | Especificação padrão para fabricação aditiva de liga de níquel |
| ASTM B946 | Padrão para detecção de defeitos |
| AMS 2801 | Tratamento térmico de ligas de níquel |
| AMS 5662 | Requisitos do processo de fusão de leito de pó a laser |
| ISO/ASTM 52900 | Princípios gerais de projeto e fabricação |
A certificação de componentes Inconel impressos de acordo com essas especificações garante alta qualidade e confiabilidade para o serviço.
Fornecedores de Inconel 625 para impressão 3D
Os principais fornecedores de pós metálicos de Inconel 625 incluem:
Tabela 9: Fornecedores de pó de Inconel 625
| Fornecedor | Descrição | Preços |
|---|---|---|
| Tecnologia LPW | Ampla gama de ligas, otimização personalizada de partículas | $$$ |
| Sandvik Osprey | Pós de liga de níquel padrão e personalizados | $$$ |
| Erasteel | Amplo portfólio de materiais de superligas | $$ |
| AMG Superalloys Reino Unido | Especializada em ligas de níquel | $-$$ |
| Tekna | Processo avançado de esferoidização por plasma | $$$ |
Esses especialistas em ligas premium fazem o ajuste fino do tamanho, da forma, da química e dos defeitos das partículas de Inconel 625 para garantir o sucesso da impressão.
Prós e contras do Inconel 625 impresso em 3D
Tabela 10: Vantagens e limitações da impressão 3D do Inconel 625
| Prós | Contras |
|---|---|
| Suporta variações de temperatura de 1800°F | Mais caro do que o aço ou o alumínio |
| Cinco vezes mais resistente a fraturas do que o aço | Requer tratamento térmico para aliviar as tensões |
| Metade da densidade do aço | Suscetível a microfissuras sem otimização |
| Resiste à corrosão a quente e à corrosão por pite | Superfícies difíceis de imprimir que exigem suportes |
| Biocompatível para usos alimentícios e médicos | Limitação de fornecedores e impressoras de grande porte |
| Imprimir geometrias complexas consolidando montagens | O pós-processamento pode ser desafiador |
Com boas práticas de processo, os enormes benefícios de desempenho do Inconel 625 impresso em 3D superam os custos mais altos das peças.
Perguntas frequentes
P: O que causa rachaduras na impressão do Inconel 625?
R: Altas tensões de resfriamento causadas por grandes gradientes térmicos levam a rachaduras. Estruturas de suporte adequadas, configurações de processo otimizadas, tratamento pré/pós-aquecimento e relevos de usinagem ajudam a minimizar as rachaduras.
P: O Inconel 625 impresso em 3D requer tratamento térmico?
R: O tratamento térmico opcional alivia as tensões internas, melhorando as propriedades mecânicas e a resistência a rachaduras. O recozimento a 1900-2100°F por 1-3 horas é típico com base na espessura da seção.
P: Que acabamento de superfície pode ser esperado em peças de Inconel 625 impressas?
R: O acabamento da superfície bruta varia de 250 a 500 mícrons Ra, dependendo dos parâmetros de impressão. Usinagem, retificação, polimento ou eletropolimento adicionais podem melhorar os requisitos de acabamento da superfície.
P: É possível soldar Inconel 625 impresso em 3D?
R: Sim, o Inconel 625 pode ser prontamente soldado usando GTAW, feixe de elétrons ou métodos de soldagem a laser para unir montagens impressas em 3D ou modificar componentes. A fixação adequada é fundamental para evitar distorções.
conhecer mais processos de impressão 3D
Additional FAQs on 3D Printing Inconel 625
1) What powder specifications matter most for 3D Printing Inconel 625?
Aim for spherical gas-atomized IN625 with PSD D10–D90 ≈ 15–45 μm, low interstitials (O ≤0.03–0.06 wt%, N ≤0.02 wt%, H ≤10 ppm), and minimal satellites. Consistent flow (Hall flow) and tap density support stable recoating and high density.
2) Which heat treatments are commonly used after LPBF IN625?
Stress relief: 870–980°C for 1–2 h in vacuum/argon.
Solution/anneal: 980–1150°C followed by rapid cool to restore ductility and corrosion resistance. HIP is often applied first (e.g., 1150–1200°C, 100–170 MPa, 2–4 h, inert) to close porosity.
3) How can I reduce cracking and distortion in 3D Printing Inconel 625?
Use platform preheat (≥80–200°C), thin layers (20–40 μm), optimized hatch and contour strategies, adequate supports, reduced downskin energy, and balanced scan rotations. Apply HIP and proper stress relief. Keep oxygen low in the build chamber.
4) What corrosion environments justify choosing IN625 over stainless steels?
Hot chlorides, seawater crevice conditions, sour service (H2S/CO2), oxidizing and reducing acids, and high-temperature salt exposure. IN625’s Cr–Mo–Nb chemistry provides superior pitting and crevice corrosion resistance versus 316L/904L.
5) What nondestructive evaluation (NDE) methods suit printed IN625?
X-ray CT for internal porosity/lack-of-fusion, dye penetrant for surface-breaking flaws, and eddy current or ultrasonic testing for near-surface/subsurface indications. Correlate in-situ monitoring with CT to reduce inspection load where permitted.
2025 Industry Trends for 3D Printing Inconel 625
- Multi-laser LPBF standardization: 8–12 laser systems with coordinated tiling cut cycle times 20–40% for IN625 brackets and heat exchangers.
- In-situ quality acceptance: Melt pool and coaxial imaging linked to part acceptance for defined geometries, reducing CT volume in production.
- Post-processing playbooks: HIP + targeted anneal recipes standardized for aerospace and energy, improving fatigue life and corrosion performance.
- L-PBF to DED hybrid repairs: IN625 DED used for turbine component repairs with digital twins for bead geometry control.
- Sustainability: Argon recirculation, powder genealogy, and higher recycled Ni content in powder supply chains.
| 2025 Metric (IN625 AM) | Typical Range/Value | Why it matters | Fonte |
|---|---|---|---|
| LPBF relative density (post-HIP) | 99.6–99.95% | Aerospace-grade integrity | Peer-reviewed AM studies; OEM notes |
| High-cycle fatigue (machined, HIP) | 250–450 MPa at 10^7 cycles | Qualification for rotating/pressure hardware | Journal datasets; ASTM E466 |
| Build rate (12‑laser LPBF, 40 μm layers) | 35–70 cm³/h per system | Cost per part reduction | OEM application notes |
| Oxygen in AM-grade powder | ≤0.03–0.06 wt% | Ductility, crack resistance | Supplier specs; ASM |
| Typical LPBF PSD | D10–D90 ≈ 15–45 μm | Stable recoating | ISO/ASTM 52907 |
| Indicative powder price (gas-atomized IN625) | $40–$120/kg | Budgeting and sourcing | Market trackers/suppliers |
Authoritative references and further reading:
- ASTM F3056 (AM nickel alloys), ISO/ASTM 52907 (feedstock), ISO/ASTM 52910 (DFAM): https://www.astm.org and https://www.iso.org
- ASM Handbook (Nickel, Cobalt, and Their Alloys): https://www.asminternational.org
- NIST AM Bench and datasets: https://www.nist.gov
Casos de pesquisa mais recentes
Case Study 1: Multi‑Laser LPBF IN625 Heat Exchanger with In‑Situ QA (2025)
Background: An aerospace OEM needed to scale a compact IN625 heat exchanger while reducing CT inspection.
Solution: Printed on a 12‑laser LPBF with coordinated tiling; implemented coaxial melt pool monitoring and layer-wise anomaly tagging; HIP followed by 980°C anneal and Ni‑based diffusion brazing of manifolds.
Results: 33% build-time reduction, 40% cut in CT usage for designated regions after correlation studies, >99.8% density post‑HIP, and 18% lower pressure drop at equal duty vs. prior design.
Case Study 2: DED Repair of IN625 Turbine Exhaust Components (2024)
Background: A power-gen utility sought to extend service life of cracked IN625 exhaust mixers.
Solution: Removed damage and deposited IN625 via laser DED with closed-loop bead height control; local stress relief at 950°C; final machining to datum.
Results: Restored geometry within ±0.15 mm, passed fluorescent penetrant and UT; returned to service with projected 8,000 h life extension; 42% cost saving vs. new part.
Opiniões de especialistas
- Dr. John N. DuPont, Professor of Materials Science and Engineering, Lehigh University
Key viewpoint: “Controlling Nb segregation and minimizing lack‑of‑fusion are paramount in LPBF IN625; HIP plus appropriate solution anneal restores ductility and corrosion resistance.” - Dr. Martina Zimmermann, Head of Additive Materials, Fraunhofer IWM
Key viewpoint: “Validated in‑situ monitoring linked to acceptance criteria is reducing reliance on blanket CT for IN625 production parts.” - Dr. Brent Stucker, AM standards contributor and industry executive
Key viewpoint: “Hybrid approaches—AM preforms, HIP, and selective machining—achieve wrought‑like performance in IN625 while preserving design freedom where it matters.”
Citations for expert profiles:
- Lehigh University: https://www.lehigh.edu
- Fraunhofer IWM: https://www.iwm.fraunhofer.de
- ASTM AM CoE: https://amcoe.org
Ferramentas e recursos práticos
- Standards and qualification
- ASTM F3056 (AM nickel alloys), AMS 5662/5666 (Ni alloy requirements), ISO/ASTM 52901 (qualification principles)
- Design and simulation
- Ansys Additive/Mechanical, Simufact Additive for distortion and support optimization
- nTopology for lattice/thermal topology optimization
- Process control and QC
- LECO O/N/H analysis: https://www.leco.com
- CT scanning per ASTM E1441; melt pool monitoring from major OEMs
- Bodycote HIP services: https://www.bodycote.com
- Materials data and learning
- ASM Alloy Center Database: https://www.asminternational.org
- NIST AM Bench datasets: https://www.nist.gov
Última atualização: 2025-08-21
Registro de alterações: Added 5 focused FAQs, 2025 trend table with sourcing, two IN625 case studies, expert viewpoints with credible affiliations, and practical tools/resources aligned to IN625 AM.
Data e critérios da próxima revisão: 2026-02-01 or earlier if ASTM/AMS standards are updated, major OEMs publish new multi-laser IN625 parameter sets or in‑situ acceptance criteria, or powder pricing/availability shifts >10% QoQ.