Pulver aus Eisenlegierungen bezieht sich auf pulvermetallurgische Formen von Eisen, das mit Legierungselementen wie Nickel, Chrom, Mangan und Kohlenstoff vermischt ist. Die Eisenpulvermetallurgie ermöglicht die Herstellung von Teilen und Komponenten mit kontrollierter Dichte, Porosität, Festigkeit, magnetischen und anderen Eigenschaften durch Verdichten und Sintern von Pulvermischungen auf Eisenbasis.
Überblick über Eisenlegierungspulver
Eisenlegierungspulver bieten mehrere Vorteile gegenüber herkömmlichen Eisen- und Stahlformen:
- Hohe Maßgenauigkeit und Wiederholbarkeit mit nahezu netzförmigen Eigenschaften
- Fähigkeit, kontrollierte Porosität und Dichte zu erreichen
- Geringere Herstellungskosten durch reduzierte Bearbeitung
- Hohe Materialausnutzung bei geringerem Abfallaufkommen
- Fähigkeit zur Massenproduktion von komplexen Teilen
Eisenlegierungspulver ist in der Regel als reines Eisen, niedrig legierte Stähle, Werkzeugstähle, rostfreie Stähle und weichmagnetische Legierungen erhältlich (siehe unten):
Arten von Eisenlegierungspulvern
| Pulver Typ | Legierungselemente | Merkmale | Anwendungen |
|---|---|---|---|
| Reines Eisen | Kohlenstoff < 0,008%, Sauerstoff | Hohe Grünfestigkeit, niedrige Kosten | Automobilindustrie, Maschinen |
| Niedrig legierte Stähle | C, Mn, Si, Cr, Mo | Erhöhte Festigkeit, Härtbarkeit | Automobilindustrie, Öl/Gas |
| Werkzeugstähle | C, W, Mo, V, Co | Hohe Härte, Verschleißfestigkeit | Schneidwerkzeuge, Matrizen |
| Rostfreie Stähle | Cr, Ni, Mo | Korrosionsbeständigkeit, Festigkeit | Ventile, Marine |
| Soft Magnetic | Ni, Mo, Cu, Nb | Hohe Durchlässigkeit, geringer Verlust | Elektromagnete, Motoren |
Merkmale des Eisenlegierungspulvers
Die Eigenschaften von Eisenlegierungspulver können durch die Wahl geeigneter Legierungselemente und Verarbeitungsbedingungen maßgeschneidert werden:
| Parameter | Merkmale | Kontrollmethode |
|---|---|---|
| Zusammensetzung | Legierungselemente, Rückstände | Verfahren zur Herstellung des Pulvers |
| Partikelgröße | Fein, ultrafein, mikrofein | Gas-/Wasserzerstäubung, Fräsen |
| Partikelform | Unregelmäßig, kugelförmig, flockig | Gas/Wasser-Zerstäubung, Bedingungen |
| Reinheit | Sauerstoff-, Stickstoff- und Kohlenstoffgehalt | Glühen, Schutzatmosphären |
| Scheinbare Dichte | Grüne Dichte, gesinterte Dichte | Verdichtungsdruck, Sinterung |
| Porosität | Offene, geschlossene Poren | Verdichtung, Legierungszusammensetzung |
| Fläche | Spezifische Oberfläche | Partikelgrößenverteilung |
Anwendungen von Eisenlegierungspulver
Eisenlegierungspulver wird in einer Vielzahl von Anwendungen in den folgenden Bereichen eingesetzt:
| Industrie | Anwendungen | Beispiel Komponenten |
|---|---|---|
| Automobilindustrie | Zahnräder, Lager, Filter, Motorteile | Pleuelstangen, Nockenwellen, Kolbenringe |
| Luft- und Raumfahrt | Strukturelle Teile, Flugzeug- und Turbinenkomponenten | Fahrwerk, Turbinenscheiben, Befestigungselemente |
| Maschinenpark | Verschleißteile, Werkzeugkomponenten, Antriebssysteme | Buchsen, Wellen, Nocken, Riemenscheiben |
| Elektrisch | Weichmagnetische Kerne, Rotoren, Elektromotorenteile | Transformatoren, Drosseln, Statoren, Rotoren |
| Verbraucher | Schlossteile, Rasierklingen, Magnete | Vorhängeschlösser, magnetische Baugruppen |
| Medizinische | Chirurgische Instrumente, Implantate, Geräte | Skalpelle, orthopädische Implantate, MRT-Geräte |

Spezifikationen und Designstandards
Teile aus Eisenlegierungspulver müssen den Spezifikationen für Zusammensetzung, mechanische Eigenschaften, Abmessungen, Oberflächenbeschaffenheit und Prüfverfahren entsprechen. Zu den wichtigen Normen gehören:
| Standard | Beschreibung |
|---|---|
| ISO 4492 | Metallische Pulver – Biegsamkeits- und Härtetests |
| ISO 2738 | Gesinterte Metallwerkstoffe – Zugprüfkörper |
| ISO 3995 | Metallische Pulver – Bestimmung der Grünfestigkeit |
| ISO 4490 | Messung der scheinbaren Dichte von Metallpulvern |
| MPIF-Normen | Von der Metal Powder Industries Federation veröffentlichte Werkstoffnormen und Prüfverfahren |
| ASTM B783 | Spezifikation für pulvermetallurgische Teile auf Eisenbasis (PM) |
Die Mindeststandards für geliefertes Pulver sind Reinheit, Partikelgrößenverteilung, Schüttdichte und Fließgeschwindigkeit. Für fertige Bauteile gibt es Spezifikationen für Dichte, mechanische Eigenschaften, Kerbschlagarbeit, Härte, Bearbeitbarkeit, Korrosionsbeständigkeit und magnetische Eigenschaften.
Konstruktionsnormen enthalten Richtlinien zu Faktoren wie Maßtoleranzen, Oberflächengüte, Gratzugabe, Querschnittsdicke, Verrundungsradien, Rippenanordnung und Wanddicke. Die Regeln für die Gestaltung von Pulvermetallteilen sind in der MPIF-Norm 35 festgelegt.
Herstellung und Verarbeitung von Pulvern
Das Herstellungsverfahren für Eisenlegierungspulver umfasst die folgenden Hauptschritte:
Produktion von Pulvern
Eisenlegierungspulver kann hergestellt werden durch:
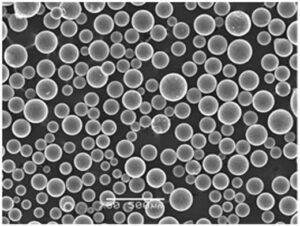
- Zerstäubung – Schmelzen der Legierung und Zerlegen des geschmolzenen Stroms in feine Tröpfchen mit Hilfe von Gas- oder Wasserdüsen. Gasverdüstes Pulver hat kugelförmige Partikel, die sich ideal zum Pressen eignen.
- Mechanisches Fräsen – Wiederholtes Kaltschweißen, Brechen und erneutes Schweißen des Ausgangsmaterials in Hochenergie-Kugelmühlen. Erzeugt feines Pulver mit unregelmäßiger Form.
- Elektrolyse – Elektrolytische Abscheidung von Eisenpulvern aus wässrigen Lösungen.
- Ermäßigung – Chemische Reduktion von Eisenoxidpulvern zu Eisen unter Verwendung von Wasserstoff oder Kohlenmonoxidgas.
- Andere Methoden – Carbonylzersetzung, Rotationszerstäubung, Plasmazerstäubung, Kondensation von Dämpfen.
| Methode | Partikelform | Partikelgröße | Reinheit | Kosten |
|---|---|---|---|---|
| Gaszerstäubung | Sphärisch | 15 – 150 μm | Hoch | Hoch |
| Wasserzerstäubung | Unregelmäßig | 150 – 300 μm | Mittel | Niedrig |
| Mechanisches Fräsen | Flockig | 1 – 100 μm | Niedrig | Mittel |
Pulvermischung
Das Eisengrundpulver wird mit Legierungselementen, Schmiermitteln und Fließmitteln entsprechend der gewünschten endgültigen Legierungszusammensetzung gemischt. Die Pulvermischung wird in einem Mischer homogenisiert, um eine gleichmäßige Zusammensetzung zu erreichen.
Verdichtung
Bei der Verdichtung wird das Pulvergemisch unter hohem Druck in eine Matrize gepresst, um einen Grünling mit der gewünschten Form herzustellen. Zu den gängigen Verdichtungsmethoden gehören:
- Einzelaktion Pressen: Einfach, kostengünstig, geeignet für niedrige Produktionsraten. Drücke bis zu 600 MPa.
- Double Action Pressen: Das Pulver wird durch Ober- und Unterstempel verdichtet. Drücke bis zu 1000 MPa. Bessere Gleichmäßigkeit der Teile.
- Isostatisches Pressen: Gleichmäßiger Druck, der auf alle Oberflächen in einer Flüssigkeit wirkt. Komplexe Formen, einheitliche Dichten. Erfordert Verkapselung.
- Walzenverdichtung: Das Pulver wird zwischen zwei Walzen zu einer Platte gepresst. Die Platte wird zum Pressen granuliert. Verbessert den Pulverfluss.
Sintern
Beim Sintern wird der Pressling durch Erhitzen unter den Schmelzpunkt verdichtet, um eine Bindung zwischen den Partikeln zu bewirken. Durch das Sintern werden Diffusionsprozesse aktiviert, die Poren beseitigen und die Festigkeit erhöhen. Das Sintern erfolgt in einer kontrollierten Atmosphäre, um Oxidation zu verhindern.
Sekundäre Operationen
Weitere Arbeitsgänge wie Prägen, Nachpressen, Infiltration, Bearbeitung und Oberflächenbehandlung werden eingesetzt, um die endgültige Teilegeometrie und die für die Anwendung erforderlichen Eigenschaften zu erhalten.
Installation, Betrieb und Wartung
Die folgenden Richtlinien gelten für Pulverpressen und Sinteröfen:
- Installieren Sie die Geräte auf einem ebenen, schwingungsfreien Fundament gemäß den Herstellerangaben.
- Nivellierung von Pressstempel und -tisch an der Pressvorrichtung, um eine ungleichmäßige Verdichtung zu vermeiden
- Angemessene Schmierung von Pressen und Stanzen gemäß Betriebshandbuch sicherstellen
- Einrichtung geeigneter Entlüftungs- und Kühlsysteme
- Kalibrierung von Temperatursensoren, Reglern und Aufzeichnungsgeräten an Öfen
- Verwenden Sie inerte Gase wie Stickstoff oder dissoziiertes Ammoniak, um die Oxidation zu minimieren.
- Entwicklung von Zeitplänen und Verfahren für die vorbeugende Wartung der Ausrüstung
- Prüfen Sie Presswerkzeuge und Stempel regelmäßig auf Verschleiß, Risse oder Beschädigungen
- Regelmäßige Überprüfung der Ofenisolierung und der Heizelemente
- Routinemäßige Validierung von Prozessen, um eine einheitliche Erwärmung und die Einhaltung von Standards zu gewährleisten
- Schulung der Bediener in Bezug auf ordnungsgemäße Betriebsverfahren, Sicherheitsvorkehrungen und Qualitätskontrollen
- Befolgen Sie die Richtlinien des Herstellers für die Inspektion, Schmierung, Einstellung und Reparatur von Geräten.
- Führen von Aufzeichnungen über alle Wartungsaktivitäten und Produktionsdaten von Teilen
Auswahl eines Lieferanten für Eisenlegierungspulver
Die wichtigsten Faktoren bei der Auswahl eines Lieferanten von Eisenlegierungspulver sind:
| Parameter | Beschreibung |
|---|---|
| Qualität des Pulvers | Chemie, Partikelform, Größenverteilung, Reinheit |
| Zusammensetzung Bereich | Vielfalt an Werkstoffsorten und Legierungssystemen |
| Produktionskapazitäten | Zerstäuben, Mahlen, Mischen, Sieben, Trocknen |
| Prüfeinrichtungen | Für chemische Analysen, Partikelgröße, Rohdichte, Sintereigenschaften |
| Qualitätszertifizierungen | ISO 9001, IATF 16949, AS9100, ISO 13485 |
| Technisches Fachwissen | Legierungskenntnisse, Beiträge zur Teilekonstruktion, Anwendungstechnik |
| Kundenbetreuung | Reaktionsfähigkeit auf Anfragen, Projektmanagement |
| Lieferung | Pünktliche Lieferung, Flexibilität bei der Menge |
| Standort | Nähe zum Betrieb für kürzere Vorlaufzeiten |
| Preisgestaltung | Wettbewerbsfähigkeit, Mengenrabatte, Stabilität |
Die Lieferanten sollten Analysezertifikate vorlegen, aus denen die Zusammensetzung, die Partikelgrößenverteilung, die Schüttdichte und die Siebanalyse hervorgehen. Sie sollten über technische Teams verfügen, die bei der Konstruktion von Teilen und der Auswahl von Pulvern zusammenarbeiten. Die Prozess- und Qualitätskontrollen des Lieferanten müssen die Konsistenz der einzelnen Pulverchargen gewährleisten.

Vor- und Nachteile der Pulvermetallurgie
| Vorteile | Benachteiligungen |
|---|---|
| Nahezu Nettoform, minimale Bearbeitung | Begrenzte Materialfestigkeit im Vergleich zu Knetlegierungen |
| Gute Maßhaltigkeit | Größenbeschränkungen aufgrund der Pressenkapazität |
| Komplexe Geometrien realisierbar | Einschränkungen bei der Komplexität der Form und der Wandstärke |
| Kostengünstig für die Massenproduktion | Sekundäre Operationen erhöhen die Kosten für geringere Mengen |
| Breite Palette an Legierungen verfügbar | Anisotrope Eigenschaften durch Pressen |
| Minimaler Abfall im Vergleich zur maschinellen Bearbeitung | Sinterung unter kontrollierter Atmosphäre erforderlich |
| Geringerer Energieverbrauch als bei der Metallbearbeitung | Kapitalinvestitionen für die Pulverproduktion |
| Porositätskontrolle für Filter, Lager | Fachkenntnisse in der Handhabung von Pulvern und im Mischen erforderlich |
FAQ
F: Welche verschiedenen Qualitäten von Eisenpulver gibt es?
A: Zu den wichtigsten Güten gehören reines Eisen, niedrig legierte Stähle, Werkzeugstähle, rostfreie Stähle und weichmagnetische Legierungen. Jede hat eine spezifische Zusammensetzung, die auf mechanische, magnetische oder andere Eigenschaften zugeschnitten ist.
F: Welche Korngrößenverteilung ist für das Pressen von Eisenpulver ideal?
A: Ein Partikelgrößenbereich von 15-150 μm wird bevorzugt, wobei der Großteil zwischen 45-75 μm liegt. Feineres Pulver lässt sich besser verpacken, kann aber bei der Formfüllung einen geringen Fluss aufweisen. Gröberes Pulver hat einen guten Fluss, beeinträchtigt aber die Verdichtung.
F: Wie lassen sich die Fließeigenschaften des Pulvers beim Pressen verbessern?
A: Die Zugabe von Schmiermitteln wie Zinkstearat oder Ethylenbis-stearamid in einer Menge von 0,5-1% verbessert die Fließfähigkeit des Pulvers. Das Ausglühen des Pulvers oder die Verwendung von kugelförmig zerstäubtem Pulver verbessert ebenfalls den Fluss.
F: Was verursacht Risse in Sintereisenteilen?
A: Große Partikel, eine breite Partikelverteilung, ein hoher Legierungsgehalt, hohe Erwärmungs-/Abkühlungsraten und dicke Abschnitte können während des Sinterns zu Rissbildung führen. Eine Optimierung der Zusammensetzung, der Pulvereigenschaften, der Teilekonstruktion und des Sinterzyklus ist erforderlich.
F: Was beeinflusst die Maßtoleranz von Pulvermetallteilen?
A: Schlüsselfaktoren sind der Werkzeugverschleiß, die elastische Rückfederung nach dem Pressen, die Gleichmäßigkeit der Sintertemperatur, die Teilegeometrie, sekundäre Arbeitsgänge und die Endbearbeitung. Prozesskontrolle und Werkzeugkonstruktion sind entscheidend.
F: Wie lässt sich die Verschleißfestigkeit von pulvermetallurgischen Eisenbauteilen verbessern?
A: Erhöhung der Härte durch Legieren mit Kohlenstoff, Chrom, Molybdän, Vanadium, Wolfram oder durch Imprägnieren. Geringere Porosität und höhere Verdichtung verbessern auch die Verschleißfestigkeit.
F: Was ist der Vorteil der Kupferinfiltration in Eisenteilen?
A: Geschmolzenes Kupfer füllt innere Porositäten durch Kapillarwirkung und verbessert so die Festigkeit, den Elastizitätsmodul, die Kerbschlagarbeit, die Ermüdungsfestigkeit und die elektrische Leitfähigkeit.
F: Können Pulver aus rostfreiem Stahl wie Werkzeugstahlpulver verarbeitet werden?
A: Nein, nichtrostender Stahl benötigt während des Verdichtens und Sinterns Schutzatmosphären, um Oxidation zu vermeiden. Die Verarbeitungsparameter müssen separat optimiert werden.
F: Wie kommt es zu einer Veränderung der Abmessungen beim Sintern?
A: Die Hauptgründe sind Schrumpfung, da sich die Poren schließen, Phasenumwandlungen, die zu Volumenänderungen führen, und ungleichmäßige Temperaturverteilung, die zu Verformungen führt. Die richtige Einstellung des Ofens und die Wahl des Sinterzyklus sind erforderlich, um die Dimensionsänderung zu minimieren.
mehr über 3D-Druckverfahren erfahren
Frequently Asked Questions (Supplemental)
1) What particle size and shape are best for pressing iron alloys powder?
- For conventional press-and-sinter, a bimodal PSD centered around 45–75 μm with limited fines improves flow and die fill, while some fines aid green density. Water-atomized (irregular) powders boost green strength; gas-atomized (spherical) improve flow and enable higher density at lower pressures.
2) How do oxygen and carbon levels impact properties in iron alloy powders?
- Elevated oxygen reduces ductility and inhibits sintering; tight O control is critical for stainless and soft-magnetic grades. Carbon increases hardness/strength via pearlite/martensite but can reduce toughness; precise C control is essential for low-alloy/tool steel PM parts.
3) When should I choose HIP (hot isostatic pressing) for iron alloy powder parts?
- Use HIP to achieve near‑full density (≥99.5%) for high-fatigue or pressure‑tight components, or to close internal porosity after press‑sinter or binder jetting. It is common for stainless, tool steel, and structural aerospace PM parts.
4) Are binder‑jetted iron alloys powder parts strong enough for end use?
- With proper debind/sinter and optional infiltration or HIP, binder‑jetted steels (e.g., 17‑4PH, 316L) can reach 95–99% density and meet many functional requirements. Design for sintering shrinkage and consider secondary densification for fatigue-critical applications.
5) What standards govern characterization and acceptance of iron alloy powders?
- Typical references include ISO/ASTM 52907 for powder characterization, MPIF Standard 35 for material design data, ASTM B783 for iron-based PM parts, and ASTM B331/B212 for flow/apparent density testing. Application sectors may require additional ISO/ASTM/AMS specs.
2025 Industry Trends and Data
- Sustainability focus: Higher recycled content in iron alloys powder, with traceability via digital “powder passports.”
- Automotive electrification: Growth in soft-magnetic composites and low-loss Fe‑based powders for e‑motors and inductors.
- Process integration: Inline O/N/H monitoring and automated blending improve lot‑to‑lot consistency.
- Binder jetting maturation: Wider adoption for stainless and low‑alloy steels, paired with standardized sintering profiles and HIP.
- Cost optimization: Argon recirculation and improved water‑atomization nozzles reduce gas and energy consumption.
| KPI (Iron Alloys Powder, 2025) | 2023 Baseline | 2025 Typical/Target | Relevance | Sources/Notes |
|---|---|---|---|---|
| Press-and-sinter structural steel density | 6.9–7.2 g/cm³ | 7.2–7.4 g/cm³ | Strength/fatigue | MPIF 35; plant data |
| Binder‑jetted 17‑4PH density (post‑sinter) | 94–97% | 96–98% (≥99% w/HIP) | Mechanical reliability | OEM/application notes |
| Soft magnetic core loss (50 Hz, 1.5 T) | Baseline | −5–10% vs. 2023 | E‑motor efficiency | Supplier roadmaps |
| Recycled content in ferrous PM powders | 10–25% | 20–40% | Sustainability, cost | EPD/LCA reports |
| Inline O/N/H adoption at mills | Pilot | Common on new lines | Quality stability | Producer disclosures |
| Powder passport usage in RFQs | Begrenzt | Increasingly required | Traceability/compliance | Automotive/aerospace RFQs |
References:
- MPIF Standards (incl. Standard 35, testing): https://www.mpif.org
- ISO/ASTM 52907 (metal powder characterization): https://www.iso.org
- ASTM B783 (iron-based PM parts), ASTM B212/B213 (apparent density/flow): https://www.astm.org
- ASM Handbook, Powder Metallurgy: https://dl.asminternational.org
Latest Research Cases
Case Study 1: High-Density Low-Alloy Steel via Warm Compaction and Optimized Sintering (2025)
- Background: An automotive supplier sought higher fatigue performance for PM gears without switching to wrought.
- Solution: Implemented warm compaction (120–150°C), tailored lubricant, and a two‑step sinter (debinding plateau + high‑temp 1120–1150°C in N₂‑H₂), followed by sizing.
- Results: As‑sintered density increased from 7.10 to 7.32 g/cm³; bending fatigue limit +12%; dimensional scatter (CpK) improved from 1.1 to 1.5; scrap −18%.
Case Study 2: Binder‑Jetted 17‑4PH with HIP for Pressure‑Tight Manifolds (2024)
- Background: An industrial pneumatics OEM needed leak‑tight stainless manifolds with internal channels.
- Solution: Adopted binder jetting of 17‑4PH, controlled debind/sinter cycle, then HIP at 103 MPa/1150°C and H900 aging; integrated CT‑based acceptance.
- Results: Leak rate <1×10⁻⁶ mbar·L/s; density 99.6%; UTS 1180 MPa, YS 1090 MPa; machining time −35% vs. wrought block; unit cost −14% at 3k/yr.
Expert Opinions
- Prof. Randall M. German, Powder Metallurgy Scholar and Author
- Viewpoint: Achieving higher green density through warm compaction and engineered lubricants remains the most cost‑effective path to stronger press‑sinter iron alloys powder components.
- Dr. Animesh Bose, VP Technology (ret.), Höganäs AB; PM Fellow
- Viewpoint: Binder jetting of stainless and low‑alloy steels is production‑ready when paired with rigorous sintering control and HIP for fatigue‑critical parts.
- Dr. John J. Dunkley, Atomization Specialist
- Viewpoint: Advances in water‑atomization nozzle design are narrowing the flowability gap with gas‑atomized powders, improving economics for high‑volume PM steels.
Affiliation links:
- Höganäs AB: https://www.hoganas.com
- ASM International: https://www.asminternational.org
- MPIF: https://www.mpif.org
Practical Tools/Resources
- Standards and data: MPIF Standard 35 (design/property data); ASTM B783, B212, B213; ISO/ASTM 52907
- Process modeling: Simufact Powder Simulator; Ansys for sintering distortion and thermal cycles
- Metrology: LECO O/N/H analyzers (https://www.leco.com); laser diffraction PSD; Hall/Carney flowmeters; CT scanning for porosity
- Materials databases: MatWeb (https://www.matweb.com); Senvol Database for AM ferrous materials (https://senvol.com/database)
- Quality/traceability: Powder passports and lot COAs; SPC templates from MPIF resources
Last updated: 2025-08-22
Changelog: Added 5 supplemental FAQs; provided 2025 trends with KPI table and references; included two case studies on warm compaction and binder‑jet/HIP stainless; added expert viewpoints with affiliations; compiled standards, modeling, and QA resources for Iron Alloys Powder.
Next review date & triggers: 2026-02-01 or earlier if MPIF/ASTM/ISO standards update, major OEMs mandate powder passports in RFQs, or new data emerges on binder‑jet sintering/HIP performance for ferrous powders.