مسحوق سبائك الحديد يشير إلى أشكال مسحوق تعدين الحديد الممزوج بعناصر السبائك مثل النيكل والكروم والمنجنيز والكربون. يسمح تعدين مسحوق الحديد المعدني بتصنيع أجزاء ومكونات ذات كثافة ومسامية وقوة ومغناطيسية وخصائص أخرى يمكن التحكم فيها عن طريق ضغط وتلبيد خليط مسحوق الحديد.
نظرة عامة على مسحوق سبائك الحديد
توفر مساحيق سبائك الحديد العديد من المزايا مقارنة بأشكال الحديد والصلب التقليدية:
- دقة عالية في الأبعاد وقابلية التكرار مع إمكانات قريبة من الشكل الشبكي
- القدرة على الحصول على مسامية وكثافة محكومة
- انخفاض تكاليف التصنيع بسبب انخفاض التصنيع الآلي
- استفادة عالية من المواد مع توليد نفايات أقل
- القدرة على الإنتاج الضخم للأجزاء المعقدة
يتوفر مسحوق سبائك الحديد عادةً في الحديد النقي والفولاذ منخفض السبائك وفولاذ الأدوات والفولاذ المقاوم للصدأ والسبائك المغناطيسية اللينة كما هو موضح أدناه:
أنواع مساحيق سبائك الحديد
| نوع المسحوق | عناصر السبائك | صفات | التطبيقات |
|---|---|---|---|
| حديد نقي | الكربون <؛ 0.008%، الأكسجين | قوة خضراء عالية، منخفضة التكلفة | السيارات، الآلات |
| الفولاذ منخفض السبائك | C، Mn، Si، Cr، Mo | قوة وصلابة معززة | السيارات، النفط/الغاز |
| فولاذ الأدوات | C، W، Mo، V، Co | صلابة عالية، مقاومة للتآكل | أدوات القطع، القوالب |
| الفولاذ المقاوم للصدأ | الكروم، النيكل، المونيوم | مقاومة التآكل والقوة | الصمامات، البحرية |
| مغناطيسي ناعم | النيكل، والمونيوم والنحاس والنحاس الأصفر والنيكل | نفاذية عالية، وفقدان منخفض | مغناطيسات كهربائية، محركات |
خصائص مسحوق سبائك الحديد
يمكن تصميم خصائص مسحوق سبائك الحديد من خلال اختيار عناصر السبائك وظروف المعالجة المناسبة:
| المعلمة | صفات | طريقة التحكم |
|---|---|---|
| التركيب | عناصر السبائك، المخلفات | طريقة إنتاج المسحوق |
| حجم الجسيمات | ناعمة، متناهية الصغر، متناهية الصغر، متناهية الصغر | التفتيت بالغاز/الماء، الطحن |
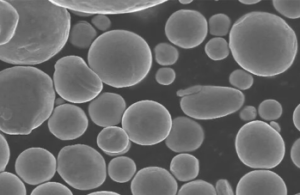
| شكل الجسيمات | غير منتظمة، كروية الشكل، متقشرة | ترذيذ الغاز/الماء، الظروف |
| النقاء | مستويات الأكسجين والنيتروجين والكربون | التلدين والأجواء الواقية |
| الكثافة الظاهرة | الكثافة الخضراء، الكثافة الملبدة | ضغط الضغط، التلبيد |
| المسامية | المسام المفتوحة والمغلقة | الضغط، تركيبة السبيكة |
| مساحة السطح | مساحة السطح المحددة | توزيع حجم الجسيمات |
تطبيقات مسحوق سبائك الحديد
يستخدم مسحوق سبائك الحديد في مجموعة متنوعة من التطبيقات في القطاعات التالية:
| الصناعة | التطبيقات | أمثلة على المكونات |
|---|---|---|
| السيارات | التروس، والمحامل، والفلاتر، والمرشحات، وأجزاء المحرك | قضبان التوصيل وأعمدة الكامات وحلقات المكبس |
| الفضاء | الأجزاء الهيكلية ومكونات الطائرات والتوربينات | معدات الهبوط، وأقراص التوربينات، والمثبتات |
| الماكينات | أجزاء التآكل، ومكونات الأدوات، وأنظمة القيادة | البطانات، والأعمدة، والكامات، والبكرات |
| كهربائي | النوى المغناطيسية اللينة والدوارات وأجزاء المحرك الكهربائي | المحولات، المحاثات، المحاثات، الثوابت، الدوارات |
| المستهلك | أجزاء القفل، وشفرات الحلاقة، والمغناطيسات | الأقفال، والتركيبات المغناطيسية |
| الطبية | الأدوات الجراحية والغرسات والأجهزة | المشارط، وزراعة العظام، وأجهزة التصوير بالرنين المغناطيسي |

المواصفات ومعايير التصميم
يجب أن تتوافق أجزاء مسحوق سبائك الحديد مع مواصفات التركيب والخصائص الميكانيكية والأبعاد والتشطيب السطحي وطرق الاختبار. وتشمل المعايير الهامة ما يلي:
| قياسي | الوصف |
|---|---|
| ISO 4492 | المساحيق المعدنية –؛ اختبارات المرونة والصلابة |
| ISO 2738 | مواد معدنية ملبدة –؛ قطع اختبار الشد |
| ISO 3995 | المساحيق المعدنية –؛ تحديد القوة الخضراء |
| ISO 4490 | قياس الكثافة الظاهرية للمساحيق المعدنية |
| معايير MPIF | معايير المواد، طرق الاختبار التي نشرها اتحاد صناعات المساحيق المعدنية |
| ASTM B783 | مواصفات أجزاء تعدين المساحيق القائمة على الحديد (PM) |
المعايير الدنيا للمساحيق الموردة هي النقاء، وتوزيع حجم الجسيمات، والكثافة الظاهرية، ومعدل التدفق. بالنسبة للمكونات النهائية، توجد مواصفات للكثافة والخصائص الميكانيكية وطاقة الصدمات والصلابة وقابلية التشغيل الآلي ومقاومة التآكل والخصائص المغناطيسية.
توفر معايير التصميم إرشادات حول عوامل مثل التفاوتات في الأبعاد، والتشطيب السطحي، وبدل الوميض، وسُمك المقطع، وأنصاف أقطار الشرائح، ووضع الأضلاع، وسُمك الجدار. وترد قواعد تصميم أجزاء المسحوق المعدني في معيار MPIF 35.
تصنيع المساحيق ومعالجتها
تشتمل عملية تصنيع مسحوق سبائك الحديد على الخطوات الرئيسية التالية:
إنتاج المسحوق
يمكن إنتاج مسحوق سبائك الحديد عن طريق:
- التذرية –؛ ذوبان السبيكة وتفكيك التيار المنصهر إلى قطرات دقيقة باستخدام نفاثات الغاز أو الماء. يحتوي المسحوق المرذاذ بالغاز على جسيمات كروية مثالية للضغط.
- الطحن الميكانيكي –؛ لحام متكرر على البارد، وتكسير وإعادة لحام المواد الأولية في مطاحن كريات عالية الطاقة. إنتاج مسحوق ناعم ذو شكل غير منتظم.
- التحليل الكهربائي –؛ الترسيب الكهربائي لمساحيق الحديد من المحاليل المائية.
- التخفيض –؛ الاختزال الكيميائي لمساحيق أكسيد الحديد إلى حديد باستخدام الهيدروجين أو غاز أول أكسيد الكربون.
- طرق أخرى –؛ تحلل الكربونيل، الانحلال الكربوني، الانحلال الدوراني، الانحلال بالبلازما، تكثيف البخار.
| طريقة | شكل الجسيمات | حجم الجسيمات | النقاء | التكلفة |
|---|---|---|---|---|
| ترذيذ الغاز | كروي | 15 –؛ 150 ميكرومتر | عالية | عالية |
| الانحلال المائي | غير منتظم | 150 –؛ 300 ميكرومتر | متوسط | منخفضة |
| الطحن الميكانيكي | قشاري | 1 –؛ 100 ميكرومتر | منخفضة | متوسط |
مزج المساحيق
يتم مزج مسحوق الحديد الأساسي مع عناصر السبائك، ومواد التشحيم، وعوامل التدفق وفقًا لتركيبة السبيكة النهائية المطلوبة. يتم تجانس مزيج المسحوق في الخلاط للحصول على تركيبة موحدة.
الضغط
يعمل الضغط على ضغط مزيج المسحوق في تجويف القالب تحت ضغط عالٍ لإنتاج مدمج أخضر بالشكل المطلوب. تشمل طرق الضغط الشائعة ما يلي:
- الضغط على حركة واحدة: بسيطة ومنخفضة التكلفة ومناسبة لمعدلات الإنتاج المنخفضة. ضغط يصل إلى 600 ميجا باسكال.
- ضغط مزدوج الحركة: يتم ضغط المسحوق من اللكمات العلوية والسفلية. ضغط يصل إلى 1000 ميجا باسكال. تجانس أفضل للجزء.
- الكبس الإيزوستاتيكي: الضغط المنتظم المطبق على جميع الأسطح في المائع. أشكال معقدة وكثافات موحدة. يتطلب التغليف.
- ضغط البكرات: يتم ضغط المسحوق بين لفافتين لتشكيل صفيحة. يتم تحبيب الصفيحة للضغط. يحسن تدفق المسحوق.
التلبيد
تعمل عملية التلبيد على تكثيف المادة المدمجة عن طريق التسخين تحت درجة الانصهار للحث على الترابط بين الجسيمات. ينشط التلبيد عمليات الانتشار التي تزيل المسام وتزيد من القوة. يتم التلبيد في أجواء محكومة لمنع الأكسدة.
العمليات الثانوية
يتم استخدام عمليات إضافية مثل الصقل والكبس والتسلل والتشغيل الآلي والمعالجة السطحية للحصول على هندسة الجزء النهائي والخصائص التي يتطلبها التطبيق.
التركيب والتشغيل والصيانة
تنطبق الإرشادات التالية على مكابس المسحوق وأفران التلبيد:
- تركيب المعدات على أساسات مسطحة وخالية من الاهتزازات وفقًا لمواصفات الشركة المصنعة
- تسوية المكبس والدعامة على معدات الكبس لتجنب الضغط غير المتساوي
- ضمان التشحيم الكافي للمكابس واللكمات وفقًا لدليل التشغيل
- إعداد أنظمة تهوية وتبريد العادم المناسبة
- معايرة مستشعرات درجة الحرارة وأجهزة التحكم وأجهزة التسجيل في الأفران
- استخدم غازات خاملة مثل النيتروجين أو الأمونيا المفككة لتقليل الأكسدة
- وضع جداول زمنية وإجراءات للصيانة الوقائية للمعدات
- افحص أدوات الكبس واللكمات بانتظام للتأكد من عدم وجود تآكل أو تشققات أو تلف
- افحص عزل الفرن وعناصر التسخين بشكل دوري
- التحقق من صحة العمليات بشكل روتيني لضمان توحيد التدفئة والامتثال للمعايير
- تدريب المشغلين على إجراءات التشغيل السليمة واحتياطات السلامة وفحوصات الجودة
- اتبع إرشادات الشركة المصنعة لفحص المعدات والتشحيم والتعديلات والإصلاحات
- الاحتفاظ بسجلات لجميع أنشطة صيانة المعدات وبيانات إنتاج الأجزاء
اختيار مورد مساحيق سبائك الحديد
العوامل الرئيسية في اختيار مورد مسحوق سبائك الحديد هي:
| المعلمة | الوصف |
|---|---|
| جودة المسحوق | الكيمياء، وشكل الجسيمات، وتوزيع الحجم، والنقاء |
| نطاق التركيب | مجموعة متنوعة من درجات المواد وأنظمة السبائك |
| قدرات التصنيع | التذرية، والطحن، والخلط، والنخل، والتجفيف |
| مرافق الاختبار | بالنسبة للتحليل الكيميائي، وحجم الجسيمات، والكثافة الخضراء، والخصائص الملبدة |
| شهادات الجودة | ISO 9001, IATF 16949, AS9100, ISO 13485, ISO 9001, IATF 16949, AS9100, ISO 13485 |
| الخبرة الفنية | معرفة السبائك، ومدخلات تصميم القطع، وهندسة التطبيقات |
| دعم العملاء | الاستجابة للطلبات، وإدارة المشاريع |
| التوصيل | سجل التسليم في الوقت المحدد، ومرونة الكمية |
| الموقع | القرب من العمليات لتقليل المهل الزمنية |
| التسعير | القدرة التنافسية، وخصومات الحجم، والاستقرار |
يجب على الموردين تقديم شهادات تحليل توضح بالتفصيل التركيب وتوزيع حجم الجسيمات والكثافة الظاهرية وتحليل المناخل. يجب أن يكون لديهم فرق فنية للتعاون في تصميم القطع واختيار المسحوق. يجب أن تضمن ضوابط العملية والجودة لدى المورد اتساق المسحوق من دفعة إلى أخرى.

إيجابيات وسلبيات تعدين المساحيق
| مزايا | سلبيات |
|---|---|
| شبه صافي الشكل، الحد الأدنى من التصنيع الآلي | قوة مادية محدودة مقارنة بالسبائك المشغولة |
| دقة أبعاد جيدة | قيود الحجم بناءً على سعة المكبس |
| الأشكال هندسية معقدة ممكنة | قيود على تعقيد الشكل، وسمك الجدار |
| اقتصادية للإنتاج بكميات كبيرة | تزيد العمليات الثانوية من التكلفة مقابل أحجام أقل |
| مجموعة واسعة من السبائك المتوفرة | خصائص متباينة الخواص بسبب الضغط |
| الحد الأدنى من النفايات مقارنة بالقطع الآلي | يتطلب التلبيد في جو متحكم فيه |
| استهلاك طاقة أقل من تشغيل المعادن | الاستثمار الرأسمالي لإنتاج المساحيق |
| التحكم في المسامية للمرشحات، والمحامل | الخبرة اللازمة لمناولة المسحوق والخلط |
التعليمات
س: ما هي الدرجات المختلفة لمسحوق الحديد المتاحة؟
ج: تشمل الدرجات الرئيسية الحديد النقي والفولاذ منخفض السبائك وفولاذ الأدوات والفولاذ المقاوم للصدأ والسبائك المغناطيسية اللينة. يحتوي كل منها على تركيبات محددة مصممة خصيصًا للخصائص الميكانيكية أو المغناطيسية أو غيرها من الخصائص.
س: ما هو توزيع حجم الجسيمات المثالي لضغط مسحوق الحديد؟
ج: يُفضل أن يتراوح حجم الجسيمات بين 15-150 ميكرومتر، مع وجود الغالبية بين 45-75 ميكرومتر. المسحوق الأدق يحزم بشكل أفضل ولكن يمكن أن يكون له تدفق منخفض لملء القالب. المسحوق الأكثر خشونة له تدفق جيد ولكنه يؤثر على التكثيف.
س: كيف يمكن تحسين خصائص تدفق المسحوق للضغط؟
ج: تعمل إضافة مواد التشحيم مثل ستيرات الزنك أو إيثيلين ثنائي ستيراميد ثنائي الإيثيلين بنسبة 0.5-1% على تحسين معدل تدفق المسحوق. كما أن تلدين المسحوق أو استخدام المسحوق الكروي المرذذذ يعزز التدفق أيضًا.
س: ما الذي يسبب التشققات في أجزاء الحديد الملبد؟
ج: الجسيمات الكبيرة، والتوزيع الواسع للجسيمات، والمحتوى العالي من السبائك، ومعدلات التسخين/التبريد العالية، والمقاطع السميكة يمكن أن تسبب عيوب التشقق أثناء التلبيد. هناك حاجة إلى تحسين التركيب وخصائص المسحوق وتصميم الجزء ودورة التلبيد.
س: ما الذي يؤثر على تفاوت أبعاد الأجزاء المعدنية المسحوقة؟
ج: تتمثل العوامل الرئيسية في تآكل القالب، والانبثاق المرن بعد الضغط، وتوحيد درجة حرارة التلبيد، وهندسة القالب، والعمليات الثانوية، والتشغيل الآلي النهائي. تعتبر ضوابط العملية وتصميم القالب أمرًا بالغ الأهمية.
س: كيف يمكن تحسين مقاومة التآكل لمكونات تعدين مسحوق الحديد؟
ج: زيادة الصلابة عن طريق السبائك بالكربون أو الكروم أو الموليبدينوم أو الفاناديوم أو التنجستن أو عن طريق التشريب. كما تعمل المسامية المنخفضة والتكثيف الأعلى على تحسين مقاومة التآكل.
س: ما فائدة تسرب النحاس في أجزاء الحديد؟
ج: يملأ النحاس المنصهر المسامية الداخلية عن طريق العمل الشعري، مما يحسّن القوة، ومعامل المرونة، وطاقة الصدم، وعمر التعب، والتوصيل الكهربائي.
س: هل يمكن معالجة مساحيق الفولاذ المقاوم للصدأ مثل مساحيق فولاذ الأدوات؟
ج: لا، يتطلب الفولاذ المقاوم للصدأ أجواءً واقية أثناء الضغط والتلبيد لتجنب الأكسدة. يجب تحسين معلمات المعالجة بشكل منفصل.
س: ما الذي يسبب تغير الأبعاد أثناء التلبيد؟
ج: الأسباب الرئيسية هي الانكماش مع انغلاق المسام، والتحولات الطورية التي تسبب تغيرات في الحجم، والتوزيع غير المنتظم لدرجات الحرارة مما يؤدي إلى التشويه. هناك حاجة إلى الإعداد المناسب للفرن واختيار دورة التلبيد لتقليل التغير في الأبعاد.
معرفة المزيد من عمليات الطباعة ثلاثية الأبعاد
الأسئلة الشائعة (تكميلية)
1) What particle size and shape are best for pressing iron alloys powder?
- For conventional press-and-sinter, a bimodal PSD centered around 45–75 μm with limited fines improves flow and die fill, while some fines aid green density. Water-atomized (irregular) powders boost green strength; gas-atomized (spherical) improve flow and enable higher density at lower pressures.
2) How do oxygen and carbon levels impact properties in iron alloy powders?
- Elevated oxygen reduces ductility and inhibits sintering; tight O control is critical for stainless and soft-magnetic grades. Carbon increases hardness/strength via pearlite/martensite but can reduce toughness; precise C control is essential for low-alloy/tool steel PM parts.
3) When should I choose HIP (hot isostatic pressing) for iron alloy powder parts?
- Use HIP to achieve near‑full density (≥99.5%) for high-fatigue or pressure‑tight components, or to close internal porosity after press‑sinter or binder jetting. It is common for stainless, tool steel, and structural aerospace PM parts.
4) Are binder‑jetted iron alloys powder parts strong enough for end use?
- With proper debind/sinter and optional infiltration or HIP, binder‑jetted steels (e.g., 17‑4PH, 316L) can reach 95–99% density and meet many functional requirements. Design for sintering shrinkage and consider secondary densification for fatigue-critical applications.
5) What standards govern characterization and acceptance of iron alloy powders?
- Typical references include ISO/ASTM 52907 for powder characterization, MPIF Standard 35 for material design data, ASTM B783 for iron-based PM parts, and ASTM B331/B212 for flow/apparent density testing. Application sectors may require additional ISO/ASTM/AMS specs.
اتجاهات وبيانات القطاع لعام 2025
- Sustainability focus: Higher recycled content in iron alloys powder, with traceability via digital “powder passports.”
- Automotive electrification: Growth in soft-magnetic composites and low-loss Fe‑based powders for e‑motors and inductors.
- Process integration: Inline O/N/H monitoring and automated blending improve lot‑to‑lot consistency.
- Binder jetting maturation: Wider adoption for stainless and low‑alloy steels, paired with standardized sintering profiles and HIP.
- Cost optimization: Argon recirculation and improved water‑atomization nozzles reduce gas and energy consumption.
| KPI (Iron Alloys Powder, 2025) | خط الأساس لعام 2023 | 2025: الأرقام النموذجية/المستهدفة | الأهمية | المصادر/الملاحظات |
|---|---|---|---|---|
| Press-and-sinter structural steel density | 6.9–7.2 g/cm³ | 7.2–7.4 g/cm³ | Strength/fatigue | MPIF 35; plant data |
| Binder‑jetted 17‑4PH density (post‑sinter) | 94–97% | 96–98% (≥99% w/HIP) | الموثوقية الميكانيكية | OEM/application notes |
| Soft magnetic core loss (50 Hz, 1.5 T) | Baseline | −5–10% vs. 2023 | E‑motor efficiency | Supplier roadmaps |
| Recycled content in ferrous PM powders | 10–25% | 20–40% | Sustainability, cost | تقارير تقييم الأثر البيئي/تقييم دورة الحياة |
| Inline O/N/H adoption at mills | Pilot | Common on new lines | Quality stability | Producer disclosures |
| Powder passport usage in RFQs | محدودة | Increasingly required | Traceability/compliance | Automotive/aerospace RFQs |
المراجع:
- MPIF Standards (incl. Standard 35, testing): https://www.mpif.org
- ISO/ASTM 52907 (metal powder characterization): https://www.iso.org
- ASTM B783 (iron-based PM parts), ASTM B212/B213 (apparent density/flow): https://www.astm.org
- ASM Handbook, Powder Metallurgy: https://dl.asminternational.org
أحدث دراسات الحالة البحثية
Case Study 1: High-Density Low-Alloy Steel via Warm Compaction and Optimized Sintering (2025)
- Background: An automotive supplier sought higher fatigue performance for PM gears without switching to wrought.
- Solution: Implemented warm compaction (120–150°C), tailored lubricant, and a two‑step sinter (debinding plateau + high‑temp 1120–1150°C in N₂‑H₂), followed by sizing.
- Results: As‑sintered density increased from 7.10 to 7.32 g/cm³; bending fatigue limit +12%; dimensional scatter (CpK) improved from 1.1 to 1.5; scrap −18%.
Case Study 2: Binder‑Jetted 17‑4PH with HIP for Pressure‑Tight Manifolds (2024)
- Background: An industrial pneumatics OEM needed leak‑tight stainless manifolds with internal channels.
- Solution: Adopted binder jetting of 17‑4PH, controlled debind/sinter cycle, then HIP at 103 MPa/1150°C and H900 aging; integrated CT‑based acceptance.
- Results: Leak rate <1×10⁻⁶ mbar·L/s; density 99.6%; UTS 1180 MPa, YS 1090 MPa; machining time −35% vs. wrought block; unit cost −14% at 3k/yr.
آراء الخبراء
- Prof. Randall M. German, Powder Metallurgy Scholar and Author
- Viewpoint: Achieving higher green density through warm compaction and engineered lubricants remains the most cost‑effective path to stronger press‑sinter iron alloys powder components.
- Dr. Animesh Bose, VP Technology (ret.), Höganäs AB; PM Fellow
- Viewpoint: Binder jetting of stainless and low‑alloy steels is production‑ready when paired with rigorous sintering control and HIP for fatigue‑critical parts.
- Dr. John J. Dunkley, Atomization Specialist
- Viewpoint: Advances in water‑atomization nozzle design are narrowing the flowability gap with gas‑atomized powders, improving economics for high‑volume PM steels.
روابط الإحالة:
- Höganäs AB: https://www.hoganas.com
- ASM International: https://www.asminternational.org
- MPIF: https://www.mpif.org
أدوات وموارد عملية
- Standards and data: MPIF Standard 35 (design/property data); ASTM B783, B212, B213; ISO/ASTM 52907
- Process modeling: Simufact Powder Simulator; Ansys for sintering distortion and thermal cycles
- Metrology: LECO O/N/H analyzers (https://www.leco.com); laser diffraction PSD; Hall/Carney flowmeters; CT scanning for porosity
- Materials databases: MatWeb (https://www.matweb.com); Senvol Database for AM ferrous materials (https://senvol.com/database)
- Quality/traceability: Powder passports and lot COAs; SPC templates from MPIF resources
آخر تحديث: 2025-08-22
سجل التغييرات: Added 5 supplemental FAQs; provided 2025 trends with KPI table and references; included two case studies on warm compaction and binder‑jet/HIP stainless; added expert viewpoints with affiliations; compiled standards, modeling, and QA resources for Iron Alloys Powder.
تاريخ المراجعة القادمة والمحفزات: 2026-02-01 or earlier if MPIF/ASTM/ISO standards update, major OEMs mandate powder passports in RFQs, or new data emerges on binder‑jet sintering/HIP performance for ferrous powders.