Die Aluminiumlegierung 7050 ist eine hochfeste Legierung, die häufig in der Luft- und Raumfahrt eingesetzt wird. In Pulverform bietet die Aluminiumlegierung 7050 einzigartige Vorteile für die additive Fertigung und die Pulvermetallurgie. Dieser Artikel bietet einen detaillierten Blick auf Aluminiumlegierung 7050 Pulver, einschließlich seiner Eigenschaften, Anwendungen und Verarbeitungsmethoden.
Eine Einführung in die Aluminiumlegierung 7050
Die Aluminiumlegierung 7050, auch bekannt als AA7050, gehört zur 7xxx-Reihe der Aluminiumlegierungen. Sie enthält Zink, Magnesium, Kupfer, Zirkonium und andere Legierungselemente, die ihr im Vergleich zu herkömmlichen Legierungen wie 6061 eine höhere Festigkeit verleihen.
Die wichtigsten Legierungselemente in Aluminium 7050 sind:
- Zink: bis zu 6,2%
- Magnesium: 2.0-2.6%
- Kupfer: 1,7-2,4%
- Zirkonium: 0,08-0,15%
Geringe Mengen an Eisen, Silizium, Mangan und Titan können ebenfalls vorhanden sein.
Die Kombination dieser Legierungselemente ermöglicht es Aluminium 7050, eine Zugfestigkeit von 530-570 MPa im Zustand T6 zu erreichen. Außerdem weist es im Vergleich zu anderen 7xxx-Legierungen eine hervorragende Beständigkeit gegen Spannungsrisskorrosion auf.
Zu den wichtigsten Eigenschaften von Aluminium 7050 gehören:
- Hohes Festigkeits-Gewichts-Verhältnis
- Gute Bruchzähigkeit
- Ausgezeichnete Ermüdungsfestigkeit
- Gute Korrosionsbeständigkeit
- Hohe Wärmeleitfähigkeit
- Gute Bearbeitbarkeit
Die Festigkeit von 7050-Aluminium kommt der vieler Stähle nahe, während es gleichzeitig das geringe Gewicht von Aluminium beibehält. Dies macht es zu einer idealen Wahl für strukturelle Anwendungen in der Luft- und Raumfahrt, bei denen Gewichtseinsparungen angestrebt werden.

Anwendungen der Aluminiumlegierung 7050
Die außergewöhnliche Festigkeit und Schadenstoleranz von Aluminium 7050 machen es für folgende Anwendungen geeignet
Strukturen für die Luft- und Raumfahrt
Die höchstfesten Zustände von 7050er Aluminium wie T7451 und T7651 werden häufig für Strukturteile von Flugzeugen wie Flügelhäute, Rippen, Holme und Rahmen verwendet. Die Kombination aus Leichtigkeit und Festigkeit trägt zur Verringerung des Gesamtgewichts von Flugzeugen bei.
Für Komponenten wie Schotts, Rumpfhäute und Fahrwerksteile wird ebenfalls Aluminium 7050 verwendet. Es kann den wiederholten Belastungen im Flugzeugbetrieb standhalten.
Armaturen für die Luft- und Raumfahrt
Aluminium 7050-T7451 wird zur Herstellung von hochfesten Fittings für Luft- und Raumfahrtsysteme verwendet. Dazu gehören Fittings für Hydraulik, Kraftstoff, Pneumatik und andere Komponenten.
Die Legierung ist eine Alternative zu Titan und bietet dennoch die erforderliche mechanische Leistung. Sie ermöglicht es den Ingenieuren, die Kosten für Teile und die Komplexität der Fertigung zu reduzieren.
Rahmen für Motorräder und Fahrräder
Das geringe Gewicht und die gute Ermüdungsbeständigkeit von Aluminium 7050 haben dazu geführt, dass es für hochwertige Motorrad- und Fahrradrahmen verwendet wird. Marken wie Cannondale verwenden Rohre aus der Legierung 7050 für den Bau von Rahmen für den Radsport.
Die Legierung sorgt für einen Rahmen, der sowohl leicht ist als auch den wiederholten Belastungen durch Pedalieren und Straßenvibrationen standhält. Die fortschrittliche Legierung ermöglicht eine verbesserte Beschleunigung, Kletterfähigkeit und Handhabung.
Fahrwerks- und Aufhängungsteile für Kraftfahrzeuge
Aluminium 7050 wird manchmal in Hochleistungsfahrzeugen eingesetzt, bei denen die Reduzierung des ungefederten Gewichts eine Priorität ist. Dazu gehören Querlenker, Naben, Achsschenkel und andere Fahrwerkskomponenten.
Die Festigkeit der Legierung ermöglicht die Verwendung dünnerer und leichterer Profile. Sie hält auch den Belastungen und Vibrationen stand, denen die Aufhängungsteile über Millionen von Zyklen ausgesetzt sind.
Marine und nukleare Anwendungen
Die hervorragende Beständigkeit von 7050-Aluminium gegen Spannungsrisskorrosion macht es zu einem nützlichen Material für die Schifffahrt und für die Ausrüstung von Kernkraftwerken. Es kann in den korrosiven Salzwasser- und radioaktiven Umgebungen, die in diesen Branchen üblich sind, zuverlässig eingesetzt werden.
Additive Fertigung
Als Pulver ist Aluminium 7050 ideal für additive Fertigungsverfahren wie selektives Laserschmelzen (SLM) und Elektronenstrahlschmelzen (EBM). Damit können komplexe, leichte 7050-Teile für die Luft- und Raumfahrt und andere Anwendungen 3D-gedruckt werden.
Die feinen, gleichmäßigen Pulverpartikel begünstigen eine gute Fließfähigkeit, Verteilbarkeit und metallurgische Qualität der fertigen Druckerzeugnisse.
Eigenschaften der Aluminiumlegierung 7050
Das Verständnis der Eigenschaften von AA7050 ist wichtig, wenn es für strukturelle Anwendungen in Betracht gezogen wird:
Stärke
In Spitzenalterungszuständen wie T7651 hat Aluminium 7050 eine Zugfestigkeit von etwa 570 MPa und eine Streckgrenze von 505 MPa. Dies ist deutlich höher als bei 6061-T6, dessen Bruch- und Streckgrenze bei 310 MPa bzw. 275 MPa liegt.
Die Festigkeit von Blechen aus der Legierung 7050 kann während des Schweißens aufgrund lokaler Erweichung in der Wärmeeinflusszone leicht abnehmen. Um diesen Effekt zu minimieren, werden geeignete Schweißverfahren eingesetzt.
Zähigkeit
Aluminium 7050 weist für eine Aluminiumlegierung eine recht gute Zähigkeit auf, erreicht aber nicht die Werte anderer gängiger Legierungen wie 5083 und 5454. Dickere Abschnitte sind kerbempfindlicher.
Höhere Festigkeitswerte korrelieren auch mit geringerer Zähigkeit. 7050-T7651 wird also eine geringere Zähigkeit aufweisen als 7050-T7451.
Ermüdungsfestigkeit
Ein wesentlicher Vorteil von Aluminium 7050 ist seine ausgezeichnete Dauerfestigkeit. Im Vergleich zu anderen 7xxx-Legierungen weist es eine höhere Beständigkeit gegenüber zyklischen Belastungen auf. Dies verleiht ihm eine bessere Schadenstoleranz und eine lange Lebensdauer.
Feinkörnige Mikrostrukturen und Kugelstrahlen werden eingesetzt, um die Ermüdungsleistung der fertigen 7050-Teile weiter zu verbessern. Die Legierung kann in der Luft- und Raumfahrt mehr als 500.000 Ermüdungszyklen standhalten.
Bruchzähigkeit
7050-Aluminium besitzt dank der Mechanismen zur Abstumpfung der Rissspitzen eine recht gute Bruchzähigkeit. Werte von 35-40 MPa√m sind typisch für dickere Plattenabschnitte.
Auch dieses Niveau der Bruchzähigkeit ist immer noch niedriger als bei den Legierungen der Serie 5xxx, die Bruchzähigkeitswerte von über 60 MPa√m erreichen können.
Korrosionsbeständigkeit
Im T7-Spitzenalter bietet Aluminium 7050 eine gute Beständigkeit gegen Abblätterung und Spannungsrisskorrosion (SCC). In dieser Hinsicht übertrifft es andere 7xxx-Legierungen.
Es stützt sich auf Kupfer und Zirkonium in fester Lösung, um die SCC-Beständigkeit zu verbessern. Eine gute Verarbeitung ist wichtig, um diese Elemente richtig umzuverteilen.
Die allgemeine Korrosionsbeständigkeit von 7050 ist mäßig. Verkleidungen mit hochreinem Aluminium oder Eloxierung werden verwendet, um die Korrosionsbeständigkeit zu verbessern, wo dies erforderlich ist.
Schweißeignung
Die Schweißeignung von 7050er Aluminium wird als gut eingestuft, wenn es mit dem Metall-Lichtbogenschweißen (GMAW) oder dem Wolfram-Lichtbogenschweißen (GTAW) geschweißt wird. Die Schweißnahtfestigkeit erreicht in der Regel 60-80 % des Grundwerkstoffs.
Beim Schweißen ist auf möglichen Verzug und die Bildung von Rissen in der Wärmeeinflusszone zu achten. Ein Vorwärmen wird empfohlen, um die Abkühlungsgeschwindigkeit zu verlangsamen.
Auch beim Rührreibschweißen können hochwertige 7050-Schweißnähte erzeugt werden, wenn sie entsprechend optimiert sind. Eine Wärmebehandlung nach dem Schweißen kann zur Wiederherstellung der Anlasseigenschaften eingesetzt werden.
Wärmeleitfähigkeit
Die Wärmeleitfähigkeit von Aluminium 7050 ist mit etwa 121 W/m.K mäßig hoch, aber niedriger als bei reineren 1xxx-Legierungen. Dies unterstützt die Wärmeableitung in Elektronik- und Wärmemanagementanwendungen.
Bearbeitbarkeit
Aluminium 7050 weist für eine hochfeste Legierung eine gute Bearbeitbarkeit auf, auch wenn sie noch unter der von 5xxx- und 6xxx-Legierungen liegt. Die höhere Festigkeit wird durch eine geeignete Werkzeugauswahl und entsprechende Bearbeitungsparameter berücksichtigt.
Zerspanungswerkzeuge müssen ausreichend zäh sein, um den hohen Belastungen während der Bearbeitung standzuhalten. Eine stabile Maschineneinstellung ist auch wichtig, um mögliche Ratterprobleme zu vermeiden.

Temperaturen für 7050 Aluminium
Um eine optimale Leistung zu erzielen, wird Aluminium 7050 je nach Anwendung auf verschiedene Temperaturen wärmebehandelt:
- T7351 - Dieser Zustand bietet eine mittlere bis hohe Festigkeit mit einer gewissen Duktilität und Zähigkeit. Typische Zugfestigkeiten liegen bei etwa 490 MPa.
- T7451 - Der Zustand T7451 bietet die höchste Festigkeit bei gleichzeitig angemessener Duktilität und Bruchzähigkeit. Die Zugfestigkeit erreicht etwa 520 MPa.
- T7651 - Maximale Festigkeit für schadenstoleranzkritische Anwendungen wird mit dem Härtegrad T7651 erreicht. Die Zugfestigkeit wird auf etwa 570 MPa erhöht.
- T736 Dieser Zustand wird überaltert, um die Bruchzähigkeit und die Korrosionsbeständigkeit zu verbessern, während die Festigkeit leicht reduziert wird. Mit T736 wird eine Zugfestigkeit von etwa 400 MPa erreicht.
DieNummern geben die Reihenfolge der grundlegenden Wärmebehandlungen an:
- 7xxx = Lösungsglühen + Abschrecken
- 3xx = Dehnung nach Abschreckung
- 5x oder 6x = Künstliche Alterung
Das Recken trägt zur Verbesserung der Bruchzähigkeit in den Zuständen T7451 und T7651 bei. Die Dauer und Temperatur der Alterung steuert das Gleichgewicht zwischen Festigkeit und Zähigkeit.
Verarbeitung der Aluminiumlegierung 7050
Um ein optimales Gleichgewicht der Eigenschaften zu erreichen, muss die Aluminiumlegierung 7050 sorgfältig in den folgenden Schritten verarbeitet werden:
Schmelzen
Das Schmelzen an der Luft wird für die Legierung 7050 wegen des hohen Risikos der Oxidation und Wasserstoffaufnahme nicht empfohlen. In erster Linie wird das Vakuum-Induktionsschmelzen verwendet. Eine hohe Fließfähigkeit beim Gießen wird mit Schmelztemperaturen von etwa 750 °C erreicht.
Die Entgasung mit Argon oder Stickstoff ist entscheidend für die Minimierung der Porosität. Das Schmelzen unter einem inerten Schutzgas reduziert die Wasserstoffabsorption weiter.
Kornfeinungsmittel wie Titan und Bor werden zugesetzt, um die Kornstruktur im Gusszustand zu verbessern. Auch Zirkonium kann der Schmelze zugesetzt werden, um die Festigkeitseigenschaften weiter zu verbessern.
Bildung von
Die höhere Festigkeit von 7050-Aluminium bedeutet, dass für die Warmumformung mehr Leistung erforderlich ist. Üblicherweise werden Temperaturen im Bereich von 370-440 °C verwendet.
Die Abkühlung sollte schnell genug erfolgen, um feinere Körner und optimale Eigenschaften zu erzielen. Aber nicht zu schnell, um Abschreckungsrisse zu vermeiden. Für die Blechproduktion wird eine Warmwalzendtemperatur von über 260°C empfohlen.
Strangpressprofile müssen auch während der Umformung ausreichend erhitzt werden, um lokale Schwachstellen zu vermeiden, die mit niedrigeren Strangpresstemperaturen verbunden sind.
Lösung Wärmebehandlung
Die Lösungsglühung löst lösliche Partikel wie CuAl2 und MgZn2 in eine feste Lösung auf. Dazu wird Aluminium 7050 etwa 1 Stunde lang auf 465 bis 485 °C erhitzt, bevor es mit Wasser abgeschreckt wird.
Langsame Erwärmungs- und Abkühlungsraten werden verwendet, um Verformungen und thermische Spannungen während der Behandlung zu minimieren. Eine Abschreckmodifikation mit reduzierter Abkühlungsintensität kann ebenfalls angewandt werden, um die Abschreckrissbildung zu minimieren.
Kaltbearbeitung
Aluminium 7050 wird zwischen dem Abschrecken und dem Auslagern häufig zu 5-10 % kaltverformt. Dies trägt zur Verbesserung der mechanischen Eigenschaften durch Kaltverfestigung und verstärkte Ausscheidungsbildung während der Aushärtung bei.
Das Recken ist eine gängige Methode der Kaltumformung von 7050-Produkten wie Blechen und Strangpressprofilen. Das Kaltwalzen kann auch für Bleche und Folienprodukte verwendet werden.
Altershärtung
Die Aushärtung erfolgt durch 24-stündiges Erhitzen von 7050 auf 121 °C, um einen T7-Anlasszustand zu erreichen. Die Auslagerungstemperaturen können je nach gewünschter Festigkeit zwischen 100 und 150 °C liegen.
Höhere Alterungstemperaturen führen zu geringerer Festigkeit bei verbesserter Stabilität und Korrosionsbeständigkeit. Eine mehrstufige Alterung kann die Festigkeit durch Ausscheidungsoptimierung weiter erhöhen.
Begradigung
Die Phasen des Abschreckens und Alterns führen bei 7050-Aluminiumteilen häufig zu Verzug und Verwerfungen. Durch das Richten wird sichergestellt, dass die Bauteile ihre endgültigen Maßtoleranzen und die Anforderungen an die Oberflächengüte erfüllen.
Das Streckrichten wird in der Regel für Strangpressprofile und gewalzte Bleche verwendet. Bei Blechabschnitten können Press- oder Walzrichtverfahren eingesetzt werden, um Verformungen zu korrigieren.
Mikrostruktur der Aluminiumlegierung 7050
Das Gefüge von Aluminium 7050 besteht aus einer Aluminiummatrix, die mit feinen Partikeln von sekundären Ausscheidungen legiert ist:
Mikroskopische Aufnahme einer spitzengealterten Aluminiumlegierung 7050, die feine Ausscheidungen (dunkle Flecken) innerhalb der Aluminiummatrix zeigt. Bildnachweis: ASTM International
Zu den wichtigsten Ausfällungen gehören:
- MgZn2 Diese β′-Phasenausscheidung trägt am stärksten zur Verfestigung von Aluminium 7050 bei. Sie bildet sich als fein verteilte Partikel innerhalb der Körner und entlang der Korngrenzen.
- Al2CuMg - Diese T-Phasen-Ausscheidungen sorgen für zusätzliche Ausscheidungshärtung. Sie bilden sich an Versetzungen und Unterkorngrenzen.
- Al7Cu2Fe - Eisenhaltige Al7Cu2Fe-Partikel dienen als Keimstellen für die Rekristallisation während der Wärmebehandlung. Einige grobe Al7Cu2Fe-Phasen werden ebenfalls vorhanden sein.
- Al3Zr - Al3Zr-Dispersoide werden zur Kontrolle der Kornstruktur verwendet. Sie schränken das Kornwachstum und die Rekristallisation ein, was zur Erhaltung der Festigkeit beiträgt.
Ein feines, gleichmäßiges Korngefüge trägt dazu bei, das erforderliche Gleichgewicht von Festigkeit, Zähigkeit und anderen mechanischen Eigenschaften zu erreichen. Typisch sind Korngrößen von etwa 25 μm.
Pulvermetallurgische Aluminiumlegierung 7050
Durch Zerstäubungstechniken können feine Pulver aus der Aluminiumlegierung 7050 hergestellt werden, die sich für die additive Fertigung oder die Pulververdichtung eignen:
Gaszerstäubung
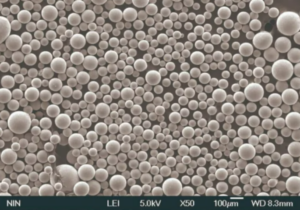
Die Inertgasverdüsung ist die gängigste Methode zur Herstellung von Aluminium 7050-Pulver. Dabei wird unter hohem Druck stehendes Stickstoff- oder Argongas verwendet, um einen geschmolzenen Metallstrom in feine Tröpfchen aufzubrechen.
Die Tröpfchen verfestigen sich schnell zu kugelförmigen Pulverpartikeln mit einer kontrollierten Partikelgrößenverteilung. Gasverdüstes 7050-Pulver hat einen typischen Partikelgrößenbereich von 20-150 Mikrometern.
Plasma-Zerstäubung
Bei der Plasmazerstäubung wird Plasmagas zum Schmelzen und Zerstäuben der Legierung verwendet. Dabei entstehen kugelförmigere Pulver mit einer feineren Partikelgröße von etwa 5-45 Mikrometern.
Dies verbessert den Pulverfluss und die Verdichtung. Allerdings ist das Pulver im Allgemeinen teurer als gaszerstäubte Alternativen.
Mechanisches Legieren
Pulver aus elementarem Aluminium und Legierungselementen werden mechanisch legiert, um 7050-Legierungspulver mit einer noch feineren Partikelgröße zu synthetisieren.
Hochenergiemahltechniken werden eingesetzt, um eine homogene Verteilung der Legierungszusätze in der Aluminiummatrix zu erreichen. Dies ermöglicht die Synthese von nanostrukturiertem und amorphem 7050-Pulver.
Unabhängig von der Produktionsmethode ist ein hoher Reinheitsgrad für 7050-Pulver, das für die additive Fertigung, den Metallspritzguss oder andere pulvermetallurgische Verfahren bestimmt ist, entscheidend. Strenge Kontrollen des Sauerstoff- und Feuchtigkeitsgehalts helfen, Fehler zu vermeiden.
Eine ordnungsgemäße Handhabung, Lagerung und Kontrolle der Atmosphäre ist ebenso wichtig, um eine Kontamination des Pulvers vor der Verwendung zu verhindern.

Additive Fertigung mit 7050 Aluminium
Pulver aus der Aluminiumlegierung 7050 wird zunehmend für den 3D-Druck von leichten, hochfesten Bauteilen für die Luft- und Raumfahrt und die Verteidigungsindustrie mittels Pulverbettschmelzverfahren verwendet.
Sowohl das selektive Laserschmelzen (SLM) als auch das Elektronenstrahlschmelzen (EBM) sind in der Lage, Aluminium 7050 Pulver zu verarbeiten. Die wichtigsten Überlegungen sind:
Optimierung der Parameter
Die Maschinenparameter müssen optimiert werden, um vollständig dichte 7050-Teile mit den gewünschten mechanischen Eigenschaften zu erhalten. Dazu gehören Aspekte wie Schichtdicke, Scangeschwindigkeit, Strahlleistung und Schraffurabstände.
Die Minimierung der Porosität bei gleichzeitiger Vermeidung von Heißrissen und Verformungen erfordert ein Gleichgewicht zwischen den Heiz- und Kühleffekten während des Drucks.
Hohe Reflektivität
Die polierte, reflektierende Oberfläche von Aluminium 7050-Pulver kann die Laserstrahlung beim SLM reflektieren, anstatt sie effektiv zu absorbieren. Höhere Leistungsdichten und das Aufrauen der einzelnen Schichten helfen, dieses Problem zu lösen.
Oxidation
Oxidschichten auf der Oberfläche der Pulverpartikel müssen während des Schmelzens aufgebrochen werden, damit sie sich nicht im fertigen Teil festsetzen. Andernfalls führen diese Oxide zu Festigkeitseinbußen.
Die Verarbeitung unter inerter Atmosphäre mit Argon oder Stickstoff minimiert die Oxidation.
Eigenspannungen
Eigenspannungen aus den lokalen Erwärmungs- und Abkühlungszyklen sind nach wie vor ein Problem bei AM-Prozessen für Aluminium 7050. Eine sorgfältige Optimierung der Stützstrukturen ist erforderlich.
Wärmebehandlungen nach der Produktion können auch dazu beitragen, Eigenspannungen im gedruckten Teil abzubauen. Heißisostatisches Pressen (HIP) kann die Zugeigenschaften zusätzlich verbessern, indem innere Hohlräume beseitigt werden.
Anwendungen von 7050 Aluminiumpulver
Neben der additiven Fertigung eignet sich Aluminium 7050 Pulver auch für andere Anwendungen:
Metall-Spritzgießen (MIM)
Das Pulver der Legierung 7050 eignet sich für den Metall-Spritzguss zur Herstellung netzförmiger Bauteile für die Luft- und Raumfahrt und die Verteidigung mit hoher Festigkeit und Präzision.
Für MIM wird ein Pulver mit einer Körnung von 5 Mikron oder weniger bevorzugt, um ein gutes Fließverhalten in der Form und eine gute Festigkeit des Grünteils zu erreichen. Es folgen die Schritte Mischen des Binders, Spritzgießen, Entbindern und Sintern.
Pulver-Schmieden
7050-Aluminiumpulver kann direkt zu endkonturnahen Teilen geschmiedet werden. Nach der Verdichtung zu einer Vorform entstehen beim Gesenkschmieden durch kontrollierte Verformung komplexe 3D-Bauteile.
Al-Zn-Mg-Cu-Pulver fördern das Fließen und den Zusammenhalt beim Verdichten. Das endgültige geschmiedete Mikrogefüge weist feine, gleichmäßige Körner und Ausscheidungen auf.
Thermisches Spritzen
Aluminium 7050-Pulver wird als Beschichtungsmaterial mit thermischen Spritzverfahren wie dem Hochgeschwindigkeitsflammspritzen (HVOF) aufgetragen. Dadurch wird eine verschleißfeste und korrosionsbeständige Schicht erzeugt.
Die Beschichtung bietet einen leichten Schutz für Aluminium- oder Magnesiumteile, ohne deren Basiseigenschaften zu verändern.
Pulverschweißen
Spezialisiertes Aluminium 7050-Pulver wird für Pulverschweißverfahren verwendet, die auf die Reparatur oder das Hinzufügen von Material zu Aluminiumteilen abzielen. Das Verfahren erzeugt metallurgisch gebundene Ablagerungen mit ähnlicher Festigkeit wie die Basislegierung.
Niedriger Temperatureintrag vermeidet Schäden beim Schweißen von hitzeempfindlichen Aluminiumteilen. Das feine Pulver füllt Risse und Schadstellen.
Pyrotechnische Pulver
Sphärisches 7050-Aluminiumpulver mit kontrollierter Partikelgrößenverteilung dient als Brennstoffquelle in pyrotechnischen Zusammensetzungen für Fackeln, Anzünder und andere Geräte.
In Verbindung mit geeigneten Oxidationsmitteln verbrennt das Pulver leicht bei hohen Temperaturen. Bei pyrotechnischen Pulvern ist eine minimale Verunreinigung durch Fremdpartikel entscheidend.
FAQ über Aluminiumlegierung 7050 Pulver
F: Welche Arten von 7050-Pulver gibt es?
A: Am gebräuchlichsten sind gas- und plasmagestäubte 7050er Aluminiumpulver. Die Pulvergröße reicht von etwa 5 bis 150 Mikrometer. Typisch sind eine kugelförmige Morphologie und ein niedriger Sauerstoffgehalt. Kundenspezifische Partikelgrößenverteilungen können hergestellt werden.
F: Welche Vorsichtsmaßnahmen sind bei der Handhabung von 7050-Pulver erforderlich?
A: Der Kontakt mit Luft und Feuchtigkeit sollte minimiert werden, um Oxidation und Wasserstoffabsorption zu verhindern. Die Lagerung in versiegelten Behältern mit Trockenmittel wird empfohlen. Bei brennbaren Pulvern kann eine ordnungsgemäße Erdung und eine explosionsgeschützte Umgebung erforderlich sein.
F: Was sind einige Anwendungsbeispiele für 7050-Pulver?
A: Zu den wichtigsten Anwendungen für Aluminiumpulver 7050 gehören:
- Additive Fertigung mittels SLM oder EBM – Zur Herstellung von Teilen mit komplexen Geometrien für die Luft- und Raumfahrt und die Verteidigung.
- Metall-Spritzgießen – Für kleine, hochpräzise Bauteile wie Turbinenschaufeln.
- Pulverschmieden – Herstellung von leichten Strukturteilen mit integrierten Merkmalen.
- Thermisches Spritzen – Als Schutzschicht für Aluminiumteile.
- Pulverschweißen – Zum Ausbessern von Rissen oder Schäden in Aluminiumteilen für die Luft- und Raumfahrt.
F: Was ist die typische chemische Zusammensetzung der Aluminiumlegierung 7050?
A: Eine typische Zusammensetzung ist:
- Zink: 6,0-6,7%
- Magnesium: 2.0-2.6%
- Kupfer: 2,0-2,5%
- Zirkonium: 0,08-0,15%
- Eisen: 0,10% max.
- Silizium: 0,12% max.
- Mangan: 0,10% max.
- Titan: 0,06% max.
- Chrom: 0,04% max.
Auch andere Spurenelemente können bis zu bestimmten Grenzwerten vorhanden sein.
F: Was ist der Unterschied zwischen den Aluminiumlegierungen 7050 und 7075?
A: Die wichtigsten Unterschiede sind:
- 7050 hat eine höhere Festigkeit, bis zu 570 MPa gegenüber 510 MPa für 7075.
- 7050 bietet eine bessere Spannungsrisskorrosionsbeständigkeit.
- 7050 enthält Zirkonium zur Kontrolle der Kornstruktur.
- Die Legierung 7075 hat eine geringfügig bessere Bruchzähigkeit.
- 7075 wird häufiger für Anwendungen mit etwas geringerer Belastung verwendet.
mehr über 3D-Druckverfahren erfahren
Additional FAQs: Aluminium Alloy 7050 Powder
1) What particle size distribution works best for AM with Aluminium Alloy 7050 Powder?
- LPBF/SLM: typically 15–45 µm spherical (gas/plasma atomized) for stable flow and packing.
- EBM: 45–106 µm to match larger melt pools and high preheat. Maintain low satellites and high sphericity (>90%).
2) How critical is oxygen content in 7050 powder?
- Very. Elevated oxygen thickens surface oxides, increasing lack‑of‑fusion risk and reducing ductility. AM-grade 7050 often targets O ≤ 0.20 wt% (tighter is better) with dry room handling, sealed containers, and inert gas backfill.
3) Can 7050 be reliably printed without hot cracking?
- Yes, with tuned scan strategies, preheat, and hatch spacing. However, 7xxx Al-Zn-Mg-Cu systems are crack-prone; platform preheats, contour remelts, and tailored scan rotation reduce thermal gradients. Post-build HIP can further close pores.
4) What post-processing is recommended for printed 7050 parts?
- Stress relief, HIP (for density and fatigue), solution heat treatment + quench, controlled cold work/stretch (if applicable), and T7x aging to balance strength and SCC resistance. Surface finishing and anodizing/passivation may be used for corrosion control.
5) How does 7050 compare to 7075 for powder-bed AM?
- 7050 generally offers better stress corrosion cracking resistance and higher peak strengths in T7x than 7075. For AM, 7050 can provide improved damage tolerance; both require careful cracking mitigation and heat-treatment optimization.
2025 Industry Trends: Aluminium Alloy 7050 Powder
- AM qualification growth: More aerospace brackets, ribs, and fittings in 7050 qualified on LPBF with standardized parameter sets and HIP routes.
- Throughput and yield: Multi-laser systems and adaptive scan strategies cut build times by 10–18% and improve first-pass yield via reduced hot cracking.
- Powder genealogy: Wider adoption of digital material passports tracking oxygen pickup, PSD shifts, and reuse cycles.
- Sustainability: Increased closed-loop powder recovery and Environmental Product Declarations (EPDs) requested by primes.
- Heat treatment convergence: Standardized AM-specific T7x schedules tuned for SCC resistance without overaging strength loss.
2025 Snapshot for Aluminium Alloy 7050 Powder (Indicative)
| Metrisch | 2023 | 2024 | 2025 YTD (Aug) | Anmerkungen |
|---|---|---|---|---|
| Global 7050 AM powder demand (t) | ~850 | ~940 | ~1,050 | Aerospace + defense tooling |
| AM-grade spherical 7050 price (USD/kg) | 70–140 | 65–130 | 60–125 | Competition + reuse programs |
| Typical O spec (wt%) | ≤0.22 | ≤0.20 | ≤0.18 | Better atomization/handling |
| LPBF build-rate improvement vs. 2023 | - | +8–12% | +10–18% | Multi-laser/process tuning |
| HIP usage for flight-critical 7050 AM (%) | ~68 | ~72 | ~76 | Density + fatigue needs |
| Reused powder share in AM builds (%) | 20–30 | 25-35 | 30–40 | With sieving + O/N monitoring |
Quellen:
- ASTM/ISO AM standards: https://www.astm.org, https://www.iso.org
- MPIF design and powder characterization guides: https://www.mpif.org
- Industry market trackers (Context/Wohlers-type reports) and OEM notes (EOS, SLM Solutions, Renishaw, Carpenter Additive)
Aktuelle Forschungsfälle
Case Study 1: Crack-Resistant LPBF 7050 Brackets Using Adaptive Scan (2025)
Background: An aerospace tier-1 needed to reduce hot cracking and rework on thin-wall 7050 brackets.
Solution: Gas-atomized 7050 powder (D50 ~30 µm, O=0.17 wt%); applied 120–160°C platform preheat, contour remelts, and adaptive hatch rotation; post-build HIP and T7x aging.
Results: Lack-of-fusion defects reduced 40%; crack incidence down 60%; tensile strength after aging met targets (UTS ~540–560 MPa), first-pass yield +12%.
Case Study 2: EBM 7050 Lattice Stiffeners with Tailored Heat Treatment (2024)
Background: A defense OEM sought lightweight lattice stiffeners with SCC resistance comparable to wrought T7451.
Solution: EBM with 45–106 µm powder; high preheat minimized residual stress; selective HIP on dense regions; AM‑specific T7451-like schedule validated by SCC testing.
Results: Density ≥99.6% in dense zones; SCC performance matched wrought baseline in chloride exposure tests; mass reduced 15% vs. machined plate design.
Expertenmeinungen
- Prof. Kevin J. Hemker, Professor of Mechanical Engineering, Johns Hopkins University
- “For 7xxx Al powders like 7050, controlling thermal gradients and oxygen is as decisive as chemistry—both drive cracking susceptibility and final fatigue behavior.”
- Dr. Martina Zimmermann, Leiterin AM-Materialien, Sandvik Additive Manufacturing
- “Digital powder genealogy—tracking O/N and PSD across reuse—has become a qualification requirement for 7050 in flight hardware.”
- Dr. Brandon A. Lane, Additive Manufacturing Researcher, NIST
- “Process maps integrating scan strategy, preheat, and layer energy density are enabling repeatable 7050 builds with fewer hot cracks and tighter property scatter.”
Praktische Werkzeuge und Ressourcen
- ASTM F3302 (standard for AM material specs), F3122 (property data reporting), and relevant fatigue/SCC test methods: https://www.astm.org
- ISO/ASTM 52907 (feedstock requirements) and 52904 (LPBF of metals): https://www.iso.org
- MPIF standards for powder characterization and flow testing: https://www.mpif.org
- NIST AM-Bench datasets and process-mapping tools: https://www.nist.gov/ambench
- Senvol Database for machine–material qualifications: https://senvol.com
- OEM application/parameter notes (EOS, SLM Solutions, Renishaw; Carpenter Additive powder datasheets)
Letzte Aktualisierung: 2025-08-25
Änderungsprotokoll: Added 5 targeted FAQs; inserted a 2025 snapshot table with indicative metrics and sources; provided two recent case studies; included expert viewpoints; compiled practical standards and resources
Nächster Überprüfungstermin & Auslöser: 2026-02-01 or earlier if ASTM/ISO/MPIF standards update, major aerospace OEMs publish new 7050 AM qualifications, or market demand/price shifts >10%