تُعد سبائك الألومنيوم 7050 سبيكة ألومنيوم 7050 سبيكة عالية القوة تُستخدم عادةً في التطبيقات الفضائية. في شكل مسحوق، توفر سبيكة الألومنيوم 7050 مزايا فريدة من نوعها للتصنيع الإضافي ومسحوق المعادن. تقدم هذه المقالة نظرة متعمقة على مسحوق سبائك الألومنيوم 7050بما في ذلك خصائصه وتطبيقاته وطرق معالجته.
مقدمة في سبائك الألومنيوم 7050
تنتمي سبيكة الألومنيوم 7050، والمعروفة أيضاً باسم AA7050، إلى سلسلة 7xxx من سبائك الألومنيوم. وهي تحتوي على الزنك، والمغنيسيوم، والنحاس، والزركونيوم، وعناصر سبائك أخرى تمنحها قوة فائقة مقارنةً بالسبائك التقليدية مثل 6061.
عناصر السبائك الرئيسية في الألومنيوم 7050 هي:
- الزنك: ما يصل إلى 6.2%
- المغنيسيوم: 2.0-2.6%
- نحاس: 1.7-2.4%
- الزركونيوم: 0.08-0.15%
قد توجد أيضاً كميات صغيرة من الحديد والسيليكون والمنغنيز والتيتانيوم.
يمكّن مزيج عناصر السبائك هذه الألومنيوم 7050 من تحقيق قوة شد قصوى تتراوح بين 530 و570 ميجا باسكال في المزاج T6. كما أنها تتمتع بمقاومة ممتازة للتشقق الإجهادي والتآكل مقارنةً بالسبائك الأخرى من سبائك 7xxx.
تتضمن بعض الخصائص الرئيسية للألومنيوم 7050 ما يلي:
- نسبة عالية من القوة إلى الوزن
- صلابة كسر جيد
- مقاومة ممتازة للإجهاد
- مقاومة جيدة للتآكل
- موصلية حرارية عالية
- قابلية جيدة للتشغيل الآلي
تقترب قوة الألومنيوم 7050 من قوة العديد من أنواع الفولاذ مع الاحتفاظ في الوقت ذاته بطبيعة الألومنيوم خفيفة الوزن. وهذا ما يجعله خياراً مثالياً للتطبيقات الفضائية الهيكلية التي تهدف إلى توفير الوزن.

تطبيقات سبائك الألومنيوم 7050
إن خصائص القوة الاستثنائية وخصائص تحمل التلف الاستثنائية للألومنيوم 7050 تجعله مناسباً تماماً للاستخدامات التالية:
هياكل الفضاء الجوي
تُستخدم درجات الحرارة الأعلى قوة من الألومنيوم 7050 مثل T7451 وT7651 على نطاق واسع في الأجزاء الهيكلية للطائرات مثل جلود الأجنحة والأضلاع والركائز والإطارات. ويساعد الجمع بين خفة الوزن والقوة على تقليل الوزن الإجمالي للطائرة.
تستخدم مكونات مثل الحواجز، وجلود جسم الطائرة وأجزاء معدات الهبوط أيضاً الألومنيوم 7050. ويمكنها تحمل الأحمال المتكررة التي تتعرض لها أثناء تشغيل الطائرة.
تجهيزات الفضاء الجوي
يُستخدم الألومنيوم 7050-T7451 لصنع تجهيزات عالية القوة لأنظمة الطيران. ويشمل ذلك تجهيزات المكونات الهيدروليكية والوقود والهوائية وغيرها من المكونات.
توفر السبيكة بديلاً للتيتانيوم مع توفير الأداء الميكانيكي المطلوب. وتتيح للمهندسين تقليل تكاليف القطع وتعقيدات التصنيع.
إطارات الدراجات النارية والدراجات الهوائية
نظراً لطبيعة الألومنيوم 7050 الخفيفة الوزن ومقاومته الجيدة للإجهاد، فقد تم استخدامه في إطارات الدراجات النارية والدراجات الهوائية الفاخرة. وتستخدم علامات تجارية مثل Cannondale أنابيب من سبائك الألومنيوم 7050 في صناعة إطارات الدراجات التنافسية.
توفر السبيكة إطاراً خفيف الوزن وقادراً على التعامل مع الضغوطات المتكررة للدواسة واهتزازات الطريق. تمكّن السبيكة المتطورة من تحسين التسارع والقدرة على التسلق والتحكم.
قطع غيار هياكل السيارات ونظام التعليق
يُستخدم الألومنيوم 7050 في بعض الأحيان في تطبيقات السيارات عالية الأداء حيث يكون تقليل الوزن غير المعلق أولوية. ويشمل ذلك أذرع التعليق والمحاور والمفاصل وغيرها من مكونات الشاسيه.
تسمح قوة السبيكة باستخدام أجزاء أرق وأخف وزناً. كما أنها تتحمل الأحمال والاهتزازات التي تتعرض لها أجزاء التعليق على مدار ملايين الدورات.
التطبيقات البحرية والنووية
إن المقاومة الممتازة للتشقق الإجهادي للألومنيوم 7050 للتآكل الإجهادي تجعله مفيدًا للأجهزة البحرية ومعدات المحطات النووية. ويمكن أن يعمل بشكل موثوق في المياه المالحة المسببة للتآكل والبيئات المشعة الشائعة في هذه الصناعات.
التصنيع الإضافي
كمسحوق، يعتبر الألومنيوم 7050 مثاليًا لتقنيات التصنيع المضافة مثل الذوبان الانتقائي بالليزر (SLM) والذوبان بالحزمة الإلكترونية (EBM). وهو يتيح طباعة أجزاء معقدة وخفيفة الوزن من الألومنيوم 7050 بتقنية الطباعة ثلاثية الأبعاد لاستخدامها في مجال الطيران والتطبيقات الأخرى.
تعزز جزيئات المسحوق المنتظمة الدقيقة قابلية التدفق الجيد وقابلية الانتشار والجودة المعدنية في المكونات المطبوعة النهائية.
خواص سبائك الألومنيوم 7050
من المهم فهم خصائص AA7050 عند التفكير في استخدامه في التطبيقات الإنشائية:
القوة
في أقصى درجات التقادم مثل T7651، يتمتع الألومنيوم 7050 بمقاومة شد قصوى تبلغ حوالي 570 ميجا باسكال وقوة خضوع تبلغ 505 ميجا باسكال. وهذا أعلى بكثير من 6061-T6 الذي تبلغ قوة الشد القصوى والخضوع فيه 310 ميجا باسكال و275 ميجا باسكال على التوالي.
يمكن أن تنخفض قوة صفيحة السبيكة 7050 قليلاً أثناء اللحام بسبب التليين الموضعي في المنطقة المتأثرة بالحرارة. تُستخدم إجراءات اللحام المناسبة لتقليل هذا التأثير.
الصلابة
يحافظ الألومنيوم 7050 على صلابة جيدة إلى حد معقول بالنسبة لسبائك الألومنيوم، ولكنه لا يضاهي مستويات السبائك الشائعة الأخرى مثل 5083 و5454. ستكون المقاطع السميكة أكثر حساسية للشق.
ترتبط زيادة مستويات القوة أيضًا بانخفاض الصلابة. لذا فإن صلابة 7050-T7651 ستكون أقل من صلابة 7050-T7451.
قوة التعب
تتمثل الميزة الرئيسية للألومنيوم 7050 في قوة إجهاده الممتازة. فهو يتميّز بمقاومة فائقة للأحمال الدورية مقارنةً بالسبائك الأخرى من سبائك 7xxx. وهذا يمنحها قدرة أفضل على تحمل التلف وعمر خدمة طويل.
يتم استخدام البنى المجهرية الدقيقة ذات الحبيبات الدقيقة والتثقيب بالحقن لزيادة تحسين أداء الإجهاد للأجزاء النهائية 7050. السبيكة قادرة على تحمل أكثر من 500,000 دورة إجهاد إجهاد في التطبيقات الفضائية.
صلابة الكسر
يمتلك 7050 ألومنيوم 7050 صلابة كسر جيدة إلى حد معقول بفضل آليات تكسير أطراف الشقوق. وتعتبر القيم التي تتراوح بين 35-40 ميجا باسكال √م نموذجية بالنسبة لأجزاء الصفيحة السميكة.
ومرة أخرى، لا يزال هذا المستوى من صلابة الكسر أقل من سبائك السلسلة 5xxx التي يمكن أن تحقق مستويات صلابة كسر أعلى من 60 ميجا باسكال.
مقاومة التآكل
يوفر الألومنيوم 7050 في درجات حرارة T7 في ذروة العمر، يوفر الألومنيوم 7050 مقاومة جيدة للتقشير والتشقق الإجهادي (SCC). وهو يتفوق على سبائك 7xxx الأخرى في هذا الصدد.
ويعتمد على النحاس والزركونيوم في محلول صلب لتحسين مقاومة SCC. المعالجة الجيدة مهمة لإعادة توزيع هذه العناصر بشكل صحيح.
مقاومة التآكل العامة في 7050 معتدلة. وتستخدم الكسوة بالألومنيوم عالي النقاء أو الأنودة لتحسين أداء التآكل عند الحاجة.
قابلية اللحام
تُعتبر قابلية لحام الألومنيوم 7050 عادلة باستخدام اللحام بالقوس المعدني الغازي (GMAW) أو اللحام بالقوس التنغستن الغازي (GTAW). تصل قوة اللحام عادةً إلى 60-80% من المعدن الأساسي.
يجب توخي الحذر من التشوه المحتمل وتكوين شقوق في المنطقة المتأثرة بالحرارة أثناء اللحام. يوصى بالتسخين المسبق لإبطاء معدل التبريد.
يمكن أن ينتج اللحام بتقليب الاحتكاك أيضًا لحامات 7050 عالية الجودة عند تحسينها بشكل مناسب. يمكن استخدام المعالجة الحرارية بعد اللحام لاستعادة خصائص المزاج.
التوصيل الحراري
إن الموصلية الحرارية للألومنيوم 7050 عالية إلى حد ما حوالي 121 واط/م.كلفن تقريباً، ولكنها أقل من السبائك النقية من السبائك 1xxx. وهذا يدعم تبديد الحرارة في تطبيقات الإلكترونيات وإدارة الحرارة.
قابلية التصنيع
يتميز الألومنيوم 7050 بقابلية تصنيع جيدة بالنسبة لسبائك عالية القوة، على الرغم من أنه لا يزال أقل من السبائك 5xxx و6xxx. يتم استخدام معاملات اختيار الأداة المناسبة ومعلمات التشغيل الآلي المناسبة لمراعاة القوة الأعلى.
تتطلب أدوات القطع صلابة كافية لتحمل الضغوط العالية المتولدة أثناء التصنيع الآلي. كما أن إعدادات الماكينات الصلبة مهمة أيضًا لتجنب مشاكل الرفرفة المحتملة.

درجات حرارة 7050 ألومنيوم 7050
ولتحقيق الأداء الأمثل، تتم معالجة الألومنيوم 7050 بالحرارة إلى درجات حرارة مختلفة حسب الاستخدام:
- T7351 - يوفر هذا المزاج قوة متوسطة إلى عالية مع بعض الليونة والمتانة. تبلغ مستويات قوة الشد النموذجية حوالي 490 ميجا باسكال.
- T7451 - يوفّر المزاج T7451 أعلى قوة مع الاحتفاظ بليونة معقولة وصلابة كسر معقولة. تصل قوة الشد إلى حوالي 520 ميجا باسكال.
- T7651 - يتم تحقيق أقصى قوة للتطبيقات الحرجة التي تتحمل التلف باستخدام المزاج T7651. ترتفع قوة الشد إلى حوالي 570 ميجا باسكال.
- T736 - يتم الإفراط في استخدام هذا المزاج لتحسين صلابة الكسر ومقاومة التآكل مع تقليل القوة قليلاً. تصل مستويات قوة الشد إلى 400 ميجا باسكال تقريبًا مع T736.
تشير الأرقام إلى تسلسل المعالجات الحرارية الأساسية:
- 7xxxx = المعالجة الحرارية بالمحلول + التسقية
- 3xx = التمدد بعد التبريد
- 5 أضعاف أو 6 أضعاف = شيخوخة اصطناعية
ويساعد التمدد على تحسين صلابة الكسر في درجات الحرارة T7451 وT7651. تتحكم مدة ودرجة حرارة التعتيق في توازن القوة مقابل المتانة.
معالجة سبائك الألومنيوم 7050
لتحقيق التوازن الأمثل للخصائص، يجب معالجة سبائك الألومنيوم 7050 بعناية من خلال الخطوات الرئيسية التالية:
الذوبان
لا يوصى بالصهر الهوائي لسبائك 7050 بسبب ارتفاع مخاطر الأكسدة والتقاط الهيدروجين. يُستخدم الصهر بالحث الفراغي في الغالب. يتم تحقيق سيولة عالية أثناء الصب مع درجات حرارة ذوبان تبلغ حوالي 750 درجة مئوية.
يعد إزالة الغاز بالأرجون أو النيتروجين أمرًا بالغ الأهمية لتقليل المسامية. كما يقلل الذوبان تحت غاز خامل من امتصاص الهيدروجين.
تُضاف مصافي الحبوب مثل التيتانيوم والبورون لتحسين بنية الحبيبات المصبوبة. ويمكن أيضًا إضافة الزركونيوم إلى المصهور لزيادة تعزيز خصائص الشد.
التشكيل
إن القوة الأعلى للألومنيوم 7050 تعني أن هناك حاجة إلى طاقة أكبر لعمليات الشغل والتشكيل على الساخن. تُستخدم عادةً درجات حرارة في نطاق 370-440 درجة مئوية.
يجب أن يكون التبريد سريعًا بما يكفي للحصول على حبيبات أدق وخصائص مثالية. ولكن ليس بسرعة كبيرة لتجنب التشقق الناتج عن التبريد. ولإنتاج الألواح، يوصى بأن تكون درجة حرارة التشطيب بالدرفلة الدافئة أعلى من 260 درجة مئوية.
تتطلب عمليات البثق أيضًا حرارة كافية أثناء التشكيل لتجنب نقاط الضعف الموضعية المرتبطة بدرجات حرارة البثق المنخفضة.
المعالجة الحرارية بالمحلول
تعمل المعالجة الحرارية بالمحلول على إذابة الجسيمات القابلة للذوبان مثل CuAl2 وMgZn2 في محلول صلب. يتم إجراؤها عن طريق تسخين الألومنيوم 7050 إلى 465-485 درجة مئوية لمدة ساعة تقريبًا قبل التبريد بالماء.
يتم استخدام معدلات تسخين وتبريد بطيئة لتقليل التشويه والإجهادات الحرارية أثناء المعالجة. كما يمكن تطبيق تعديل التسقية مع تقليل كثافة التبريد لتقليل التشقق الناتج عن التسقية.
العمل البارد
غالبًا ما يخضع الألومنيوم 7050 للألومنيوم 7050 إلى الشغل على البارد 5-10% بين التبريد والتعتيق. ويساعد ذلك على تحسين الخواص الميكانيكية من خلال التصلب على البارد وتعزيز تكوين الرواسب أثناء التقادم.
التمدد هو طريقة شائعة للتشغيل على البارد لمنتجات 7050 مثل الألواح والصفائح والبثق. ويمكن أيضًا استخدام الدرفلة على البارد لمنتجات الألواح والرقائق المعدنية.
تصلب العمر
يتم إجراء التقسية العمرية عن طريق تسخين 7050 إلى 121 درجة مئوية لمدة 24 ساعة لتحقيق حالة المزاج T7. يمكن أن تتراوح درجات حرارة التقادم من 100-150 درجة مئوية حسب القوة المطلوبة.
تنتج درجات حرارة أعلى للعمر قوة أقل مع تحسين الثبات ومقاومة التآكل. يمكن أن يؤدي التعتيق متعدد الخطوات إلى زيادة تعزيز القوة من خلال تحسين الترسبات.
الاستقامة
غالبًا ما ينتج عن مرحلتي التبريد والتعتيق اعوجاج وتشويه في أجزاء الألومنيوم 7050. تضمن عملية الاستقامة أن تفي المكونات بتفاوتات الأبعاد النهائية ومتطلبات تشطيب السطح.
تُستخدم عملية الاستقامة بالتمديد بشكل شائع في عمليات البثق ومنتجات الألواح المدرفلة. قد تستخدم مقاطع الألواح عمليات التسوية بالكبس أو الأسطوانة لتصحيح التشوهات.
البنية المجهرية لسبائك الألومنيوم 7050
تتكون البنية المجهرية للألومنيوم 7050 من مصفوفة من الألومنيوم المخلوط بجسيمات دقيقة من الرواسب الثانوية:
صورة مجهرية لذروة عمر سبيكة الألومنيوم 7050 تظهر ترسبات دقيقة (بقع داكنة) داخل مصفوفة الألومنيوم. مصدر الصورة: ASTM International
تشمل الرواسب الرئيسية ما يلي:
- MgZn2 - ويسهم هذا الطور ′المرسب β في تقوية الألومنيوم 7050 بشكل كبير. وتتشكل على شكل جسيمات مشتتة بدقة داخل الحبيبات وعلى طول حدود الحبيبات.
- Al2CuMg - توفر رواسب الطور T هذه تصلبًا إضافيًا للترسيب. تتشكل على الخلع وحدود الحبيبات الفرعية.
- Al7Cu2Fe - تعمل جسيمات Al7Cu2Fe المحتوية على الحديد كمواقع تنوي لإعادة التبلور أثناء المعالجة الحرارية. وستتواجد أيضًا بعض مراحل Al7Cu2Fe الخشنة.
- Al3Zr - تُستخدم مشتتات Al3Zr للتحكم في بنية الحبيبات. فهي تقيد نمو الحبيبات وإعادة التبلور مما يساعد في الحفاظ على القوة.
تدعم بنية الحبيبات الدقيقة والموحدة تحقيق التوازن المطلوب بين القوة والمتانة والخصائص الميكانيكية الأخرى. أحجام الحبيبات التي تبلغ حوالي 25 ميكرومتر هي الأحجام النموذجية.
مساحيق سبائك الألومنيوم 7050
يمكن أن تنتج تقنيات الانحلال مساحيق سبائك الألومنيوم الدقيقة 7050 المناسبة للتصنيع الإضافي أو ضغط المسحوق:
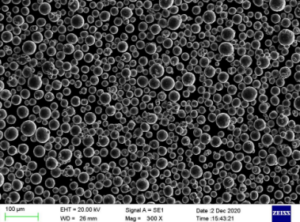
ترذيذ الغاز
الانحلال بالغاز الخامل هو الطريقة الأكثر شيوعًا لإنتاج مسحوق الألومنيوم 7050. يتم استخدام غاز النيتروجين أو غاز الأرجون عالي الضغط لتفتيت تيار المعدن المنصهر إلى قطرات دقيقة.
تتصلب القطرات بسرعة إلى جسيمات مسحوق كروي مع توزيع حجم الجسيمات المتحكم فيه. يتراوح حجم جسيمات المسحوق 7050 المرذاذ بالغاز بين 20 و150 ميكرون.
التذرية بالبلازما
تستخدم عملية الانحلال بالبلازما غاز البلازما لصهر السبيكة وتذرية السبيكة. وتنتج مساحيق أكثر كروية مع نطاق حجم جسيمات أدق يصل إلى حوالي 5-45 ميكرون.
وهذا يحسن تدفق المسحوق وتكثيفه. ولكن المسحوق بشكل عام أكثر تكلفة من البدائل المرذرة بالغاز.
السبائك الميكانيكية
يتم خلط مساحيق عناصر الألومنيوم وعناصر السبائك ميكانيكيًا لتصنيع مسحوق سبيكة 7050 مع حجم جسيمات أدق.
تُستخدم تقنيات الطحن عالية الطاقة لإنشاء توزيع متجانس لإضافات السبائك في مصفوفة الألومنيوم. ويتيح ذلك تخليق مسحوق 7050 نانوي وغير متبلور 7050.
وبغض النظر عن طريقة الإنتاج، فإن النقاء العالي أمر بالغ الأهمية لمسحوق 7050 المخصص للتصنيع الإضافي أو قولبة حقن المعادن أو عمليات تعدين المسحوق الأخرى. تساعد الضوابط الصارمة على مستويات الأكسجين والرطوبة على وجه الخصوص على تجنب العيوب.
كما أن المناولة السليمة للمسحوق والتخزين والتحكم في الغلاف الجوي أمر مهم بنفس القدر لمنع تلوث المسحوق قبل الاستخدام.

تصنيع المواد المضافة مع 7050 ألومنيوم 7050
يتم استخدام مسحوق سبائك الألومنيوم 7050 بشكل متزايد لطباعة مكونات الطيران والدفاع خفيفة الوزن وعالية القوة ثلاثية الأبعاد عبر تقنيات دمج قاع المسحوق.
يمكن لكل من الصهر الانتقائي بالليزر (SLM) والصهر بالحزمة الإلكترونية (EBM) معالجة مسحوق الألومنيوم 7050. والاعتبارات الرئيسية هي:
تحسين البارامتر
تحتاج معلمات الماكينة إلى التحسين لتحقيق أجزاء 7050 كثيفة بالكامل مع الخصائص الميكانيكية المطلوبة. ويشمل ذلك جوانب مثل سُمك الطبقة وسرعة المسح الضوئي وقوة الشعاع وتباعد الفتحات.
يتطلب تقليل المسامية إلى الحد الأدنى مع تجنب التشقق والتشويه الساخن موازنة تأثيرات التسخين والتبريد أثناء الطباعة.
انعكاسية عالية
يمكن للسطح المصقول والعاكس لمسحوق الألومنيوم 7050 أن يعكس إشعاع الليزر أثناء عملية SLM بدلاً من امتصاصه بفعالية. وتساعد كثافات الطاقة العالية والتخشين المسبق لكل طبقة على تعويض هذه المشكلة.
الأكسدة
يجب تكسير أغشية الأكسيد على سطح جسيمات المسحوق أثناء الصهر لتجنب انحباسها في الجزء النهائي. وإلا ستتسبب هذه الأكاسيد في انخفاض القوة.
تقلل المعالجة تحت جو خامل باستخدام الأرجون أو النيتروجين من الأكسدة.
الضغوط المتبقية
تظل الضغوطات المتبقية من دورات التسخين والتبريد الموضعي مشكلة أثناء عمليات بناء الألومنيوم 7050 AM. يلزم إجراء تحسين دقيق لهياكل الدعم.
يمكن أن تساعد المعالجات الحرارية بعد الإنتاج أيضًا في تخفيف الضغوط المتبقية في الجزء المطبوع. قد يؤدي الضغط المتساوي الضغط الساخن المتساوي الضغط (HIP) أيضًا إلى تحسين خصائص الشد عن طريق التخلص من الفراغات الداخلية.
استخدامات مسحوق الألومنيوم 7050
بالإضافة إلى تصنيع المواد المضافة، يلبي مسحوق الألومنيوم 7050 أيضًا:
قولبة حقن المعادن (MIM)
مسحوق السبيكة 7050 مناسب لقولبة حقن المعادن لصنع مكونات فضائية ودفاعية ذات شكل صافي ذات قوة ودقة عالية.
يُفضل استخدام المسحوق حتى 5 ميكرون أو أقل في تصنيع القوالب المدمجة لتحقيق تدفق جيد للقالب وقوة الجزء الأخضر. وتتبع ذلك خطوات خلط المادة الرابطة والقولبة بالحقن وإزالة التجليد والتلبيد.
تشكيل المسحوق
يمكن أن يخضع مسحوق الألومنيوم 7050 للتشكيل المباشر في أجزاء شبه صافية الشكل. بعد الضغط في شكل التشكيل، ينتج عن التشكيل بالقالب المغلق مكونات معقدة ثلاثية الأبعاد من خلال تشوه متحكم فيه.
تساعد مساحيق Al-Zn-Mg-Cu على التدفق والتماسك أثناء الضغط. تُظهر البنية المجهرية النهائية المطروقة حبيبات ورواسب دقيقة وموحدة.
الرش الحراري
يتم استخدام مسحوق الألومنيوم 7050 كمادة طلاء باستخدام تقنيات الرش الحراري مثل الرش بوقود الأكسجين عالي السرعة (HVOF). يضفي ذلك طبقة مقاومة للتآكل والتآكل.
يوفر الطلاء حماية خفيفة الوزن لمكونات الألومنيوم أو المغنيسيوم دون تغيير خصائصها الأساسية.
لحام المسحوق
يُستخدم مسحوق الألومنيوم 7050 المتخصص في عمليات اللحام بالمسحوق التي تهدف إلى إصلاح أو إضافة مواد إلى أجزاء الألومنيوم. وتنتج هذه التقنية رواسب مترابطة معدنيًا ذات قوة مماثلة للسبائك الأساسية.
يتجنب الإدخال بدرجة حرارة منخفضة التلف عند لحام مكونات الألومنيوم الحساسة للحرارة. يملأ المسحوق الناعم الشقوق والمناطق المتضررة.
مساحيق الألعاب النارية
يُستخدم مسحوق الألومنيوم الكروي 7050 ذو التوزيع الكروي لحجم الجسيمات المتحكم فيه كمصدر وقود في تركيبات الألعاب النارية للمشاعل وأجهزة الإشعال وغيرها من الأجهزة.
يحترق المسحوق بسهولة في درجات حرارة عالية عندما يقترن بمؤكسدات مناسبة. يعد الحد الأدنى من التلوث بالجسيمات الغريبة أمرًا حيويًا بالنسبة لمساحيق الألعاب النارية.
الأسئلة الشائعة حول مسحوق سبائك الألومنيوم 7050
س: ما هي أنواع المسحوق 7050 المتوفرة؟
ج: تعد مساحيق الألومنيوم 7050 المرذذبة بالغاز والبلازما المرذبة بالبلازما الأكثر شيوعًا. ويتراوح حجم المسحوق من حوالي 5 ميكرون إلى 150 ميكرون. ويعتبر التشكل الكروي والمحتوى المنخفض من الأكسجين نموذجيًا. يمكن إنتاج توزيعات مخصصة لحجم الجسيمات.
س: ما الاحتياطات اللازمة عند التعامل مع مسحوق 7050؟
ج: يجب تقليل التعرض للهواء والرطوبة إلى الحد الأدنى لمنع الأكسدة وامتصاص الهيدروجين. يوصى بالتخزين في حاويات محكمة الغلق مع مادة مجففة. قد تكون هناك حاجة إلى التأريض المناسب والبيئات المقاومة للانفجار للمساحيق القابلة للاشتعال.
س: ما هي بعض الأمثلة على استخدامات المسحوق 7050؟
ج: تشمل التطبيقات الرئيسية لمسحوق الألومنيوم 7050 ما يلي:
- التصنيع الإضافي عبر تقنية SLM أو EBM - لصنع قطع غيار الطيران والدفاع ذات الأشكال الهندسية المعقدة.
- قولبة حقن المعادن - للمكونات الصغيرة عالية الدقة مثل شفرات التوربينات.
- تشكيل المسحوق - إنتاج أجزاء هيكلية خفيفة الوزن ذات ميزات متكاملة.
- الرش الحراري - كطلاء واقي لمكونات الألومنيوم.
- اللحام بالمسحوق - لإصلاح الشقوق أو التلف في أجزاء الألومنيوم الفضائية.
س: ما هو التركيب الكيميائي النموذجي لسبائك الألومنيوم 7050؟
ج: التركيبة النموذجية هي:
- الزنك: 6.0 - 6.7%
- المغنيسيوم: 2.0-2.6%
- النحاس: 2.0-2.51 تيرابايت 3 تيرابايت 2.0-2.51 تيرابايت 3 تيرابايت
- الزركونيوم: 0.08-0.15%
- الحديد: 0.10% كحد أقصى
- سيليكون 0.121 تيرابايت 3 تيرابايت كحد أقصى
- المنجنيز: 0.101 تيرابايت 3 تيرابايت كحد أقصى
- التيتانيوم: 0.06% كحد أقصى
- الكروم: 0.041 تيرابايت 3 تيرابايت كحد أقصى
قد توجد عناصر نزرة أخرى أيضًا في حدود معينة.
س: ما الفرق بين سبائك الألومنيوم 7050 و7075؟
ج: الاختلافات الرئيسية هي:
- يتميّز 7050 بقوة أعلى، تصل إلى 570 ميجا باسكال مقابل 510 ميجا باسكال ل 7075.
- يوفر 7050 مقاومة أفضل للتشقق الإجهادي والتآكل الإجهادي.
- يحتوي 7050 على الزركونيوم للتحكم في بنية الحبيبات.
- تتميز سبيكة 7075 بصلابة كسر أفضل بشكل هامشي.
- يستخدم 7075 على نطاق أوسع في تطبيقات الضغط المنخفض قليلاً.
معرفة المزيد من عمليات الطباعة ثلاثية الأبعاد
Additional FAQs: Aluminium Alloy 7050 Powder
1) What particle size distribution works best for AM with Aluminium Alloy 7050 Powder?
- LPBF/SLM: typically 15–45 µm spherical (gas/plasma atomized) for stable flow and packing.
- EBM: 45–106 µm to match larger melt pools and high preheat. Maintain low satellites and high sphericity (>90%).
2) How critical is oxygen content in 7050 powder?
- Very. Elevated oxygen thickens surface oxides, increasing lack‑of‑fusion risk and reducing ductility. AM-grade 7050 often targets O ≤ 0.20 wt% (tighter is better) with dry room handling, sealed containers, and inert gas backfill.
3) Can 7050 be reliably printed without hot cracking?
- Yes, with tuned scan strategies, preheat, and hatch spacing. However, 7xxx Al-Zn-Mg-Cu systems are crack-prone; platform preheats, contour remelts, and tailored scan rotation reduce thermal gradients. Post-build HIP can further close pores.
4) What post-processing is recommended for printed 7050 parts?
- Stress relief, HIP (for density and fatigue), solution heat treatment + quench, controlled cold work/stretch (if applicable), and T7x aging to balance strength and SCC resistance. Surface finishing and anodizing/passivation may be used for corrosion control.
5) How does 7050 compare to 7075 for powder-bed AM?
- 7050 generally offers better stress corrosion cracking resistance and higher peak strengths in T7x than 7075. For AM, 7050 can provide improved damage tolerance; both require careful cracking mitigation and heat-treatment optimization.
2025 Industry Trends: Aluminium Alloy 7050 Powder
- AM qualification growth: More aerospace brackets, ribs, and fittings in 7050 qualified on LPBF with standardized parameter sets and HIP routes.
- Throughput and yield: Multi-laser systems and adaptive scan strategies cut build times by 10–18% and improve first-pass yield via reduced hot cracking.
- Powder genealogy: Wider adoption of digital material passports tracking oxygen pickup, PSD shifts, and reuse cycles.
- Sustainability: Increased closed-loop powder recovery and Environmental Product Declarations (EPDs) requested by primes.
- Heat treatment convergence: Standardized AM-specific T7x schedules tuned for SCC resistance without overaging strength loss.
2025 Snapshot for Aluminium Alloy 7050 Powder (Indicative)
| متري | 2023 | 2024 | من بداية العام حتى الآن لعام 2025 (أغسطس) | الملاحظات |
|---|---|---|---|---|
| Global 7050 AM powder demand (t) | ~850 | ~940 | ~1,050 | Aerospace + defense tooling |
| AM-grade spherical 7050 price (USD/kg) | 70–140 | 65–130 | 60–125 | Competition + reuse programs |
| Typical O spec (wt%) | ≤0.22 | ≤0.20 | ≤0.18 | Better atomization/handling |
| LPBF build-rate improvement vs. 2023 | — | +8–12% | +10–18% | Multi-laser/process tuning |
| HIP usage for flight-critical 7050 AM (%) | ~68 | ~72 | ~76 | Density + fatigue needs |
| Reused powder share in AM builds (%) | 20–30 | 25–35 | 30–40 | With sieving + O/N monitoring |
المصادر:
- ASTM/ISO AM standards: https://www.astm.org, https://www.iso.org
- MPIF design and powder characterization guides: https://www.mpif.org
- Industry market trackers (Context/Wohlers-type reports) and OEM notes (EOS, SLM Solutions, Renishaw, Carpenter Additive)
أحدث دراسات الحالة البحثية
Case Study 1: Crack-Resistant LPBF 7050 Brackets Using Adaptive Scan (2025)
Background: An aerospace tier-1 needed to reduce hot cracking and rework on thin-wall 7050 brackets.
Solution: Gas-atomized 7050 powder (D50 ~30 µm, O=0.17 wt%); applied 120–160°C platform preheat, contour remelts, and adaptive hatch rotation; post-build HIP and T7x aging.
Results: Lack-of-fusion defects reduced 40%; crack incidence down 60%; tensile strength after aging met targets (UTS ~540–560 MPa), first-pass yield +12%.
Case Study 2: EBM 7050 Lattice Stiffeners with Tailored Heat Treatment (2024)
Background: A defense OEM sought lightweight lattice stiffeners with SCC resistance comparable to wrought T7451.
Solution: EBM with 45–106 µm powder; high preheat minimized residual stress; selective HIP on dense regions; AM‑specific T7451-like schedule validated by SCC testing.
Results: Density ≥99.6% in dense zones; SCC performance matched wrought baseline in chloride exposure tests; mass reduced 15% vs. machined plate design.
آراء الخبراء
- Prof. Kevin J. Hemker, Professor of Mechanical Engineering, Johns Hopkins University
- “For 7xxx Al powders like 7050, controlling thermal gradients and oxygen is as decisive as chemistry—both drive cracking susceptibility and final fatigue behavior.”
- Dr. Martina Zimmermann, Head of AM Materials, Sandvik Additive Manufacturing
- “Digital powder genealogy—tracking O/N and PSD across reuse—has become a qualification requirement for 7050 in flight hardware.”
- Dr. Brandon A. Lane, Additive Manufacturing Researcher, NIST
- “Process maps integrating scan strategy, preheat, and layer energy density are enabling repeatable 7050 builds with fewer hot cracks and tighter property scatter.”
أدوات وموارد عملية
- ASTM F3302 (standard for AM material specs), F3122 (property data reporting), and relevant fatigue/SCC test methods: https://www.astm.org
- ISO/ASTM 52907 (feedstock requirements) and 52904 (LPBF of metals): https://www.iso.org
- MPIF standards for powder characterization and flow testing: https://www.mpif.org
- NIST AM-Bench datasets and process-mapping tools: https://www.nist.gov/ambench
- Senvol Database for machine–material qualifications: https://senvol.com
- OEM application/parameter notes (EOS, SLM Solutions, Renishaw; Carpenter Additive powder datasheets)
آخر تحديث: 2025-08-25
سجل التغييرات: Added 5 targeted FAQs; inserted a 2025 snapshot table with indicative metrics and sources; provided two recent case studies; included expert viewpoints; compiled practical standards and resources
تاريخ المراجعة القادمة والمحفزات: 2026-02-01 or earlier if ASTM/ISO/MPIF standards update, major aerospace OEMs publish new 7050 AM qualifications, or market demand/price shifts >10%