La aleación de aluminio 7050 es una aleación de alta resistencia utilizada habitualmente en aplicaciones aeroespaciales. En forma de polvo, la aleación de aluminio 7050 ofrece ventajas únicas para la fabricación aditiva y la pulvimetalurgia. Este artículo ofrece una visión en profundidad de aleación de aluminio 7050 en polvoincluyendo sus propiedades, aplicaciones y métodos de procesamiento.
Introducción a la aleación de aluminio 7050
La aleación de aluminio 7050, también conocida como AA7050, pertenece a la serie 7xxx de aleaciones de aluminio. Contiene zinc, magnesio, cobre, circonio y otros elementos de aleación que le confieren una resistencia superior en comparación con aleaciones más convencionales como la 6061.
Los principales elementos de aleación del aluminio 7050 son:
- Zinc: Hasta 6,2%
- Magnesio: 2,0-2,6%
- Cobre: 1,7-2,4%
- Circonio: 0,08-0,15%
También pueden estar presentes pequeñas cantidades de hierro, silicio, manganeso y titanio.
La combinación de estos elementos de aleación permite al aluminio 7050 alcanzar una resistencia última a la tracción de 530-570 MPa en el temple T6. También presenta una excelente resistencia al agrietamiento por corrosión bajo tensión en comparación con otras aleaciones 7xxx.
Algunas propiedades clave del aluminio 7050 son
- Elevada relación resistencia/peso
- Buena resistencia a la fractura
- Excelente resistencia a la fatiga
- Buena resistencia a la corrosión
- Alta conductividad térmica
- Buena maquinabilidad
La resistencia del aluminio 7050 se acerca a la de muchos aceros, pero conserva la ligereza del aluminio. Esto lo convierte en la opción ideal para aplicaciones aeroespaciales estructurales que buscan ahorrar peso.

Aplicaciones de la aleación de aluminio 7050
Las excepcionales características de resistencia y tolerancia a los daños del aluminio 7050 lo hacen idóneo para las siguientes aplicaciones:
Estructuras aeroespaciales
Los tipos de aluminio 7050 de mayor resistencia, como el T7451 y el T7651, se utilizan ampliamente en piezas estructurales de aeronaves, como revestimientos de alas, costillas, largueros y armazones. Su combinación de ligereza y resistencia ayuda a reducir el peso total del avión.
Componentes como los mamparos, los revestimientos del fuselaje y las piezas del tren de aterrizaje también utilizan aluminio 7050. Puede soportar las cargas repetidas que se experimentan durante el funcionamiento del avión.
Accesorios aeroespaciales
El aluminio 7050-T7451 se utiliza para fabricar racores de alta resistencia para sistemas aeroespaciales. Esto incluye racores para hidráulica, combustible, neumática y otros componentes.
La aleación ofrece una alternativa al titanio sin dejar de ofrecer las prestaciones mecánicas requeridas. Permite a los ingenieros reducir los costes de las piezas y la complejidad de fabricación.
Cuadros de moto y bicicleta
La ligereza y la buena resistencia a la fatiga del aluminio 7050 han hecho que se utilice en cuadros de motocicletas y bicicletas de alta gama. Marcas como Cannondale utilizan tubos de aleación 7050 para construir cuadros de ciclismo de competición.
La aleación proporciona un cuadro ligero y capaz de soportar las tensiones repetidas del pedaleo y las vibraciones de la carretera. La avanzada aleación permite mejorar la aceleración, la capacidad de ascenso y la maniobrabilidad.
Piezas de chasis y suspensión
El aluminio 7050 se emplea a veces en aplicaciones de automoción de alto rendimiento en las que es prioritario reducir el peso no suspendido. Esto incluye brazos de suspensión, cubos, nudillos y otros componentes del chasis.
La resistencia de la aleación permite utilizar secciones más finas y ligeras. También soporta las cargas y vibraciones que experimentan las piezas de suspensión durante millones de ciclos.
Aplicaciones marinas y nucleares
La excelente resistencia al agrietamiento por corrosión bajo tensión del aluminio 7050 lo hace útil para equipos marinos y de centrales nucleares. Puede funcionar con fiabilidad en los entornos corrosivos de agua salada y radiactivos habituales en estos sectores.
Fabricación aditiva
Como polvo, el aluminio 7050 es ideal para técnicas de fabricación aditiva como la fusión selectiva por láser (SLM) y la fusión por haz de electrones (EBM). Permite imprimir en 3D piezas complejas y ligeras de 7050 para aplicaciones aeroespaciales y de otro tipo.
Las partículas de polvo finas y uniformes favorecen una buena fluidez, esparcibilidad y calidad metalúrgica en los componentes impresos finales.
Propiedades de la aleación de aluminio 7050
Comprender las propiedades del AA7050 es importante a la hora de considerarlo para aplicaciones estructurales:
Fuerza
En temperaturas máximas de envejecimiento como T7651, el aluminio 7050 tiene una resistencia a la tracción de unos 570 MPa y un límite elástico de 505 MPa. Esta cifra es significativamente superior a la del 6061-T6, que tiene una resistencia a la rotura y al límite elástico de 310 MPa y 275 MPa respectivamente.
La resistencia de la chapa de aleación 7050 puede reducirse ligeramente durante la soldadura debido al reblandecimiento localizado en la zona afectada por el calor. Para minimizar este efecto se utilizan procedimientos de soldadura adecuados.
Dureza
El aluminio 7050 mantiene una tenacidad razonablemente buena para una aleación de aluminio, pero no alcanza los niveles de otras aleaciones comunes como 5083 y 5454. Las secciones más gruesas serán más sensibles a las muescas.
Los mayores niveles de resistencia también se correlacionan con una menor tenacidad. Así, el 7050-T7651 tendrá menor tenacidad que el 7050-T7451.
Resistencia a la fatiga
Una ventaja clave del aluminio 7050 es su excelente resistencia a la fatiga. Su resistencia a las cargas cíclicas es superior a la de otras aleaciones 7xxx. Esto le confiere una mayor tolerancia a los daños y una larga vida útil.
Las microestructuras de grano fino y el shot peening se emplean para mejorar aún más el comportamiento a la fatiga de las piezas acabadas en 7050. La aleación es capaz de soportar más de 500.000 ciclos de fatiga en aplicaciones aeroespaciales.
Resistencia a la fractura
El aluminio 7050 posee una tenacidad a la fractura razonablemente buena gracias a los mecanismos de embotamiento de la punta de la grieta. Los valores de 35-40 MPa√m son típicos para las secciones de chapa más gruesas.
De nuevo, este nivel de tenacidad a la fractura sigue siendo inferior al de las aleaciones de la serie 5xxx, que pueden alcanzar niveles de tenacidad a la fractura superiores a 60 MPa√m.
Resistencia a la corrosión
En los revenidos T7 de máximo envejecimiento, el aluminio 7050 ofrece una buena resistencia a la exfoliación y al agrietamiento por corrosión bajo tensión (SCC). En este sentido, supera a otras aleaciones 7xxx.
Se basa en el cobre y el circonio en solución sólida para mejorar la resistencia a la SCC. Es importante un buen procesamiento para redistribuir adecuadamente estos elementos.
La resistencia general a la corrosión del 7050 es moderada. El revestimiento con aluminio de alta pureza o el anodizado se utilizan para mejorar la resistencia a la corrosión cuando es necesario.
Soldabilidad
La soldabilidad del aluminio 7050 se considera buena mediante soldadura por arco metálico con gas (GMAW) o soldadura por arco de tungsteno con gas (GTAW). La resistencia de la soldadura suele alcanzar 60-80% del metal base.
Hay que tener cuidado con la posible distorsión y la formación de grietas en la zona afectada por el calor durante la soldadura. Se recomienda el precalentamiento para reducir la velocidad de enfriamiento.
La soldadura por fricción también puede producir soldaduras 7050 de alta calidad cuando se optimiza adecuadamente. El tratamiento térmico posterior a la soldadura puede utilizarse para recuperar las propiedades del temple.
Conductividad térmica
La conductividad térmica del aluminio 7050 es moderadamente alta, en torno a 121 W/m.K, pero inferior a la de aleaciones 1xxx más puras. Esto favorece la disipación del calor en aplicaciones electrónicas y de gestión térmica.
Maquinabilidad
El aluminio 7050 tiene una buena mecanizabilidad para una aleación de alta resistencia, aunque sigue siendo inferior a las aleaciones 5xxx y 6xxx. La selección de la herramienta y los parámetros de mecanizado adecuados se utilizan para tener en cuenta la mayor resistencia.
Las herramientas de corte requieren una tenacidad adecuada para soportar las altas tensiones generadas durante el mecanizado. La rigidez de la máquina también es importante para evitar posibles problemas de vibraciones.

Temperaturas para aluminio 7050
Para lograr un rendimiento óptimo, el aluminio 7050 se somete a diferentes tratamientos térmicos en función de la aplicación:
- T7351 - Este temple proporciona una resistencia de media a alta con cierta ductilidad y tenacidad. Los niveles típicos de resistencia a la tracción rondan los 490 MPa.
- T7451 - El temple T7451 proporciona la mayor resistencia, al tiempo que conserva una ductilidad y una tenacidad a la fractura razonables. La resistencia a la tracción alcanza aproximadamente 520 MPa.
- T7651 - Con el temple T7651 se consigue la máxima resistencia para aplicaciones críticas con tolerancia a daños. La resistencia a la tracción se eleva a unos 570 MPa.
- T736 - Este temple se somete a un sobreenvejecimiento para mejorar la tenacidad a la fractura y la resistencia a la corrosión, al tiempo que se reduce ligeramente la resistencia. Con el T736 se alcanzan niveles de resistencia a la tracción de aproximadamente 400 MPa.
LosNums indican la secuencia de los tratamientos térmicos básicos:
- 7xxx = Tratamiento térmico en solución + temple
- 3xx = Estiramiento tras enfriamiento
- 5x o 6x = Envejecimiento artificial
El estiramiento ayuda a mejorar la tenacidad a la fractura en los revenidos T7451 y T7651. La duración y la temperatura del envejecimiento controlan el equilibrio entre resistencia y tenacidad.
Procesado de la aleación de aluminio 7050
Para conseguir el equilibrio óptimo de propiedades, la aleación de aluminio 7050 debe procesarse cuidadosamente mediante los siguientes pasos clave:
Fundición
La fusión por aire no se recomienda para la aleación 7050 debido al alto riesgo de oxidación y captación de hidrógeno. Se utiliza sobre todo la fusión por inducción en vacío. Se consigue una gran fluidez durante la colada con temperaturas de fusión de unos 750 °C.
La desgasificación con argón o nitrógeno es fundamental para minimizar la porosidad. La fusión bajo un gas de cobertura inerte reduce aún más la absorción de hidrógeno.
Se añaden refinadores de grano como el titanio y el boro para mejorar la estructura del grano en la colada. También puede añadirse circonio a la masa fundida para mejorar aún más las propiedades de tracción.
Formando
La mayor resistencia del aluminio 7050 significa que se necesita más potencia para el trabajo en caliente y los procesos de conformado. Normalmente se utilizan temperaturas de entre 370 y 440 °C.
El enfriamiento debe ser lo suficientemente rápido para obtener granos más finos y propiedades óptimas. Pero no demasiado rápido para evitar el agrietamiento por enfriamiento rápido. Para la producción de chapas, se recomienda una temperatura de laminación en caliente superior a 260°C.
Las extrusiones también requieren suficiente calor durante el conformado para evitar puntos débiles locales asociados a temperaturas de extrusión más bajas.
Tratamiento térmico de soluciones
El tratamiento térmico en solución disuelve las partículas solubles como CuAl2 y MgZn2 en una solución sólida. Se realiza calentando el aluminio 7050 a 465-485°C durante aproximadamente 1 hora antes de enfriarlo con agua.
Se utilizan velocidades de calentamiento y enfriamiento lentas para minimizar la distorsión y las tensiones térmicas durante el tratamiento. También puede aplicarse una modificación del enfriamiento rápido con una intensidad de enfriamiento reducida para minimizar el agrietamiento rápido.
Trabajo en frío
El aluminio 7050 se somete a menudo a un trabajo en frío 5-10% entre el temple y el envejecimiento. Esto ayuda a mejorar las propiedades mecánicas mediante el endurecimiento por trabajo en frío y una mayor formación de precipitados durante el endurecimiento por envejecimiento.
El estirado es un método habitual para trabajar en frío productos 7050 como chapas y extrusiones. El laminado en frío también puede utilizarse para productos de chapa y lámina.
Endurecimiento por envejecimiento
El endurecimiento por envejecimiento se realiza calentando el 7050 a 121°C durante 24 horas para conseguir un estado de revenido T7. Las temperaturas de envejecimiento pueden oscilar entre 100 y 150 °C en función de la resistencia deseada.
Las temperaturas de envejecimiento más elevadas producen una menor resistencia con una mayor estabilidad y resistencia a la corrosión. El envejecimiento en múltiples etapas puede mejorar aún más la resistencia mediante la optimización de los precipitados.
Enderezar
Las fases de enfriamiento y envejecimiento suelen producir alabeos y distorsiones en las piezas de aluminio 7050. El enderezado garantiza que los componentes cumplan las tolerancias dimensionales finales y los requisitos de acabado superficial.
El enderezado por estirado se utiliza habitualmente para extrusiones y productos de chapa laminada. Las secciones de chapa pueden utilizar procesos de enderezado con prensa o rodillo para corregir distorsiones.
Microestructura de la aleación de aluminio 7050
La microestructura del aluminio 7050 consiste en una matriz de aluminio aleado con finas partículas de precipitados secundarios:
Micrografía de un pico de envejecimiento de la aleación de aluminio 7050 que muestra precipitados finos (manchas oscuras) dentro de la matriz de aluminio. Crédito de la imagen: ASTM International
Los principales precipitados incluyen:
- MgZn2 - Esta fase β′ precipitada es la que más contribuye al refuerzo del aluminio 7050. Se forma como partículas finamente dispersas en el interior de los granos y a lo largo de los límites de grano.
- Al2CuMg - Estos precipitados de fase T proporcionan un endurecimiento adicional por precipitación. Se forman en dislocaciones y límites de subgranos.
- Al7Cu2Fe - Las partículas de Al7Cu2Fe que contienen hierro actúan como núcleos de recristalización durante el tratamiento térmico. También estarán presentes algunas fases gruesas de Al7Cu2Fe.
- Al3Zr - Los dispersoides de Al3Zr se utilizan para controlar la estructura del grano. Restringen el crecimiento del grano y la recristalización, lo que ayuda a mantener la resistencia.
Una estructura granulométrica fina y uniforme permite alcanzar el equilibrio necesario entre resistencia, tenacidad y otras propiedades mecánicas. Los tamaños de grano típicos son de unos 25 μm.
Aleación de aluminio 7050 pulvimetalúrgico
Las técnicas de atomización pueden producir polvos finos de aleación de aluminio 7050 adecuados para la fabricación aditiva o la compactación de polvos:
Atomización de gases
La atomización con gas inerte es el método más común para producir polvo de aluminio 7050. Se utiliza gas nitrógeno o argón a alta presión para romper una corriente de metal fundido en finas gotitas.
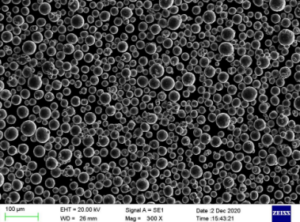
Las gotas se solidifican rápidamente en partículas de polvo esféricas con una distribución controlada del tamaño de las partículas. El polvo 7050 atomizado con gas tiene un tamaño de partícula típico de 20-150 micras.
Atomización por plasma
La atomización por plasma utiliza gas plasma para fundir y atomizar la aleación. Produce polvos más esféricos con un rango de tamaño de partícula más fino, de entre 5 y 45 micras.
Esto mejora el flujo y la densificación del polvo. Pero el polvo suele ser más caro que las alternativas atomizadas con gas.
Aleación mecánica
Los polvos de aluminio elemental y elementos de aleación se alean mecánicamente para sintetizar polvo de aleación 7050 con un tamaño de partícula aún más fino.
Se utilizan técnicas de fresado de alta energía para crear una distribución homogénea de las adiciones de aleación en la matriz de aluminio. Permite la síntesis de polvo 7050 nanoestructurado y amorfo.
Independientemente del método de producción, la alta pureza es fundamental para el polvo 7050 destinado a la fabricación aditiva, el moldeo por inyección de metal u otros procesos pulvimetalúrgicos. Los estrictos controles de los niveles de oxígeno y humedad, en particular, ayudan a evitar defectos.
La correcta manipulación del polvo, su almacenamiento y el control de la atmósfera son igualmente importantes para evitar la contaminación del polvo antes de su uso.

Fabricación aditiva con aluminio 7050
La aleación de aluminio 7050 en polvo se utiliza cada vez más para imprimir en 3D componentes aeroespaciales y de defensa ligeros y de alta resistencia mediante técnicas de fusión en lecho de polvo.
Tanto la fusión selectiva por láser (SLM) como la fusión por haz de electrones (EBM) pueden procesar polvo de aluminio 7050. Las principales consideraciones son:
Optimización de parámetros
Es necesario optimizar los parámetros de la máquina para conseguir piezas 7050 totalmente densas con las propiedades mecánicas deseadas. Esto incluye aspectos como el grosor de la capa, la velocidad de escaneado, la potencia del haz y la separación entre escotillas.
Para minimizar la porosidad y evitar al mismo tiempo el agrietamiento en caliente y la distorsión es necesario equilibrar los efectos de calentamiento y enfriamiento durante la impresión.
Alta Reflectividad
La superficie pulida y reflectante del polvo de aluminio 7050 puede reflejar la radiación láser durante la SLM en lugar de absorberla eficazmente. Las mayores densidades de potencia y el predesbaste de cada capa ayudan a compensar este problema.
Oxidación
Las películas de óxido en la superficie de las partículas de polvo deben romperse durante la fusión para evitar que queden atrapadas en la pieza final. De lo contrario, estos óxidos provocarán reducciones de resistencia.
El procesado en atmósfera inerte con argón o nitrógeno minimiza la oxidación.
Tensiones residuales
Las tensiones residuales derivadas de los ciclos localizados de calentamiento y enfriamiento siguen siendo un problema durante los procesos de fabricación de aluminio 7050 AM. Es necesario optimizar cuidadosamente las estructuras de soporte.
Los tratamientos térmicos posteriores a la producción también pueden ayudar a aliviar las tensiones residuales de la pieza impresa. Además, el prensado isostático en caliente (HIP) puede mejorar las propiedades de tracción al eliminar los huecos internos.
Aplicaciones del polvo de aluminio 7050
Además de la fabricación aditiva, el polvo de aluminio 7050 también sirve para:
Moldeo por inyección de metales (MIM)
El polvo de aleación 7050 es apto para el moldeo por inyección de metal para crear componentes aeroespaciales y de defensa de forma neta con gran resistencia y precisión.
Para el MIM se prefiere el polvo de 5 micras o menos para conseguir una buena fluidez del molde y resistencia de la pieza en verde. A continuación se realiza la mezcla del aglutinante, el moldeo por inyección, el desbobinado y la sinterización.
Forja en polvo
El polvo de aluminio 7050 puede forjarse directamente en piezas de forma casi neta. Tras la compactación en una preforma, la forja en molde cerrado crea componentes 3D complejos mediante una deformación controlada.
Los polvos de Al-Zn-Mg-Cu favorecen el flujo y la cohesión durante la compactación. La microestructura forjada final presenta granos y precipitados finos y uniformes.
Pulverización térmica
El polvo de aluminio 7050 se aplica como material de revestimiento mediante técnicas de pulverización térmica como la pulverización de combustible de oxígeno a alta velocidad (HVOF). Esto imparte una capa resistente al desgaste y la corrosión.
El revestimiento ofrece una protección ligera para componentes de aluminio o magnesio sin alterar sus propiedades básicas.
Soldadura en polvo
El polvo especializado de aluminio 7050 se utiliza para procesos de soldadura en polvo destinados a reparar o añadir material a piezas de aluminio. La técnica produce depósitos unidos metalúrgicamente con una resistencia similar a la de la aleación base.
La entrada de baja temperatura evita daños al soldar componentes de aluminio sensibles al calor. El polvo fino rellena grietas y zonas dañadas.
Polvos pirotécnicos
El polvo esférico de aluminio 7050 con distribución granulométrica controlada sirve como fuente de combustible en composiciones pirotécnicas para bengalas, encendedores y otros dispositivos.
La pólvora arde fácilmente a altas temperaturas cuando se combina con oxidantes adecuados. La contaminación mínima por partículas extrañas es vital para las pólvoras pirotécnicas.
Preguntas frecuentes sobre la aleación de aluminio 7050 en polvo
P: ¿Qué tipos de polvo 7050 hay disponibles?
R: Los polvos de aluminio 7050 atomizados por gas y plasma son los más comunes. El tamaño del polvo oscila entre unas 5 micras y 150 micras. La morfología esferoidal y el bajo contenido de oxígeno son típicos. Pueden producirse distribuciones granulométricas personalizadas.
P: ¿Qué precauciones hay que tomar al manipular polvo 7050?
R: La exposición al aire y a la humedad debe reducirse al mínimo para evitar la oxidación y la absorción de hidrógeno. Se recomienda el almacenamiento en contenedores sellados con desecante. En el caso de polvos inflamables, puede ser necesaria una conexión a tierra adecuada y un entorno a prueba de explosiones.
P: ¿Cuáles son algunos ejemplos de aplicaciones del polvo 7050?
R: Entre las principales aplicaciones del polvo de aluminio 7050 se incluyen:
- Fabricación aditiva mediante SLM o EBM - Para fabricar piezas aeroespaciales y de defensa con geometrías complejas.
- Moldeo por inyección de metales - Para componentes pequeños de alta precisión, como los álabes de turbina.
- Forja en polvo - Producción de piezas estructurales ligeras con características integradas.
- Proyección térmica - Como revestimiento protector de componentes de aluminio.
- Soldadura en polvo - Para reparar grietas o daños en piezas aeroespaciales de aluminio.
P: ¿Cuál es la composición química típica de la aleación de aluminio 7050?
R: Una composición típica es:
- Zinc: 6,0-6,7%
- Magnesio: 2,0-2,6%
- Cobre: 2,0-2,5%
- Circonio: 0,08-0,15%
- Hierro: 0,10% máx.
- Silicio: 0,12% máx.
- Manganeso: 0,10% máx.
- Titanio: 0,06% máx.
- Cromo: 0,04% máx.
También pueden estar presentes otros oligoelementos hasta límites especificados.
P: ¿Cuál es la diferencia entre las aleaciones de aluminio 7050 y 7075?
R: Las principales diferencias son:
- El 7050 tiene mayor resistencia, hasta 570 MPa frente a los 510 MPa del 7075.
- El 7050 ofrece una mayor resistencia al agrietamiento por corrosión bajo tensión.
- El 7050 contiene circonio para controlar la estructura del grano.
- La aleación 7075 tiene una tenacidad a la fractura marginalmente mejor.
- El 7075 se utiliza más en aplicaciones con tensiones ligeramente inferiores.
conocer más procesos de impresión 3D
Additional FAQs: Aluminium Alloy 7050 Powder
1) What particle size distribution works best for AM with Aluminium Alloy 7050 Powder?
- LPBF/SLM: typically 15–45 µm spherical (gas/plasma atomized) for stable flow and packing.
- EBM: 45–106 µm to match larger melt pools and high preheat. Maintain low satellites and high sphericity (>90%).
2) How critical is oxygen content in 7050 powder?
- Very. Elevated oxygen thickens surface oxides, increasing lack‑of‑fusion risk and reducing ductility. AM-grade 7050 often targets O ≤ 0.20 wt% (tighter is better) with dry room handling, sealed containers, and inert gas backfill.
3) Can 7050 be reliably printed without hot cracking?
- Yes, with tuned scan strategies, preheat, and hatch spacing. However, 7xxx Al-Zn-Mg-Cu systems are crack-prone; platform preheats, contour remelts, and tailored scan rotation reduce thermal gradients. Post-build HIP can further close pores.
4) What post-processing is recommended for printed 7050 parts?
- Stress relief, HIP (for density and fatigue), solution heat treatment + quench, controlled cold work/stretch (if applicable), and T7x aging to balance strength and SCC resistance. Surface finishing and anodizing/passivation may be used for corrosion control.
5) How does 7050 compare to 7075 for powder-bed AM?
- 7050 generally offers better stress corrosion cracking resistance and higher peak strengths in T7x than 7075. For AM, 7050 can provide improved damage tolerance; both require careful cracking mitigation and heat-treatment optimization.
2025 Industry Trends: Aluminium Alloy 7050 Powder
- AM qualification growth: More aerospace brackets, ribs, and fittings in 7050 qualified on LPBF with standardized parameter sets and HIP routes.
- Throughput and yield: Multi-laser systems and adaptive scan strategies cut build times by 10–18% and improve first-pass yield via reduced hot cracking.
- Powder genealogy: Wider adoption of digital material passports tracking oxygen pickup, PSD shifts, and reuse cycles.
- Sustainability: Increased closed-loop powder recovery and Environmental Product Declarations (EPDs) requested by primes.
- Heat treatment convergence: Standardized AM-specific T7x schedules tuned for SCC resistance without overaging strength loss.
2025 Snapshot for Aluminium Alloy 7050 Powder (Indicative)
| Métrica | 2023 | 2024 | 2025 YTD (Aug) | Notas |
|---|---|---|---|---|
| Global 7050 AM powder demand (t) | ~850 | ~940 | ~1,050 | Aerospace + defense tooling |
| AM-grade spherical 7050 price (USD/kg) | 70–140 | 65–130 | 60–125 | Competition + reuse programs |
| Typical O spec (wt%) | ≤0.22 | ≤0.20 | ≤0.18 | Better atomization/handling |
| LPBF build-rate improvement vs. 2023 | - | +8–12% | +10–18% | Multi-laser/process tuning |
| HIP usage for flight-critical 7050 AM (%) | ~68 | ~72 | ~76 | Density + fatigue needs |
| Reused powder share in AM builds (%) | 20–30 | 25-35 | 30–40 | With sieving + O/N monitoring |
Fuentes:
- ASTM/ISO AM standards: https://www.astm.org, https://www.iso.org
- MPIF design and powder characterization guides: https://www.mpif.org
- Industry market trackers (Context/Wohlers-type reports) and OEM notes (EOS, SLM Solutions, Renishaw, Carpenter Additive)
Casos de investigación más recientes
Case Study 1: Crack-Resistant LPBF 7050 Brackets Using Adaptive Scan (2025)
Background: An aerospace tier-1 needed to reduce hot cracking and rework on thin-wall 7050 brackets.
Solution: Gas-atomized 7050 powder (D50 ~30 µm, O=0.17 wt%); applied 120–160°C platform preheat, contour remelts, and adaptive hatch rotation; post-build HIP and T7x aging.
Results: Lack-of-fusion defects reduced 40%; crack incidence down 60%; tensile strength after aging met targets (UTS ~540–560 MPa), first-pass yield +12%.
Case Study 2: EBM 7050 Lattice Stiffeners with Tailored Heat Treatment (2024)
Background: A defense OEM sought lightweight lattice stiffeners with SCC resistance comparable to wrought T7451.
Solution: EBM with 45–106 µm powder; high preheat minimized residual stress; selective HIP on dense regions; AM‑specific T7451-like schedule validated by SCC testing.
Results: Density ≥99.6% in dense zones; SCC performance matched wrought baseline in chloride exposure tests; mass reduced 15% vs. machined plate design.
Opiniones de expertos
- Prof. Kevin J. Hemker, Professor of Mechanical Engineering, Johns Hopkins University
- “For 7xxx Al powders like 7050, controlling thermal gradients and oxygen is as decisive as chemistry—both drive cracking susceptibility and final fatigue behavior.”
- Dra. Martina Zimmermann, directora de Materiales para Fabricación Aditiva, Sandvik Additive Manufacturing
- “Digital powder genealogy—tracking O/N and PSD across reuse—has become a qualification requirement for 7050 in flight hardware.”
- Dr. Brandon A. Lane, Additive Manufacturing Researcher, NIST
- “Process maps integrating scan strategy, preheat, and layer energy density are enabling repeatable 7050 builds with fewer hot cracks and tighter property scatter.”
Herramientas y recursos prácticos
- ASTM F3302 (standard for AM material specs), F3122 (property data reporting), and relevant fatigue/SCC test methods: https://www.astm.org
- ISO/ASTM 52907 (feedstock requirements) and 52904 (LPBF of metals): https://www.iso.org
- MPIF standards for powder characterization and flow testing: https://www.mpif.org
- NIST AM-Bench datasets and process-mapping tools: https://www.nist.gov/ambench
- Senvol Database for machine–material qualifications: https://senvol.com
- OEM application/parameter notes (EOS, SLM Solutions, Renishaw; Carpenter Additive powder datasheets)
Última actualización: 2025-08-25
Registro de cambios: Added 5 targeted FAQs; inserted a 2025 snapshot table with indicative metrics and sources; provided two recent case studies; included expert viewpoints; compiled practical standards and resources
Próxima fecha de revisión y factores desencadenantes: 2026-02-01 or earlier if ASTM/ISO/MPIF standards update, major aerospace OEMs publish new 7050 AM qualifications, or market demand/price shifts >10%