Überblick über Titan-Pulver für den 3D-Druck
Der 3D-Druck hat die Fertigung revolutioniert und ermöglicht die Herstellung komplexer Strukturen und individueller Designs mit höchster Präzision. Titanpulver, ein Schlüsselmaterial in diesem Bereich, bietet unübertroffene Festigkeit, leichte Eigenschaften und Biokompatibilität. Dieser Artikel taucht tief in die Welt des Titanpulvers für den 3D-Druck ein und beleuchtet seine Arten, Anwendungen, Eigenschaften und vieles mehr. Sind Sie bereit, alles zu erfahren, was Sie wissen müssen? Tauchen wir ein!
Arten von Titan-Pulver für den 3D-Druck
Titanpulver gibt es in verschiedenen Ausführungen, jede mit einzigartigen Eigenschaften, die auf bestimmte Anwendungen zugeschnitten sind. Hier sind einige bekannte Modelle:
| Modell | Zusammensetzung | Eigenschaften | Merkmale |
|---|---|---|---|
| Ti-6Al-4V (Güteklasse 5) | 6% Aluminium, 4% Vanadium, 90% Titan | Hohe Festigkeit, ausgezeichnete Korrosionsbeständigkeit | Am häufigsten verwendete Legierung, vielseitig |
| Ti-6Al-2Sn-4Zr-2Mo (Klasse 6) | 6% Aluminium, 2% Zinn, 4% Zirkonium, 2% Molybdän | Gute Schweißbarkeit, hohe Kriechstromfestigkeit | Ideal für Hochtemperaturanwendungen |
| Ti-6Al-6V-2Sn (Klasse 12) | 6% Aluminium, 6% Vanadium, 2% Zinn | Erhöhte Festigkeit, gute Formbarkeit | Geeignet für Schwerlastanwendungen |
| Ti-3Al-2,5V (Grad 9) | 3% Aluminium, 2.5% Vanadium | Ausgezeichnete Duktilität, mäßige Festigkeit | Häufig in der Luft- und Raumfahrt und bei Sportgeräten |
| Ti-6Al-7Nb | 6% Aluminium, 7% Niob | Biokompatibel, korrosionsbeständig | Bevorzugt für medizinische Implantate |
| Ti-5Al-2,5Sn | 5% Aluminium, 2.5% Zinn | Gute Ermüdungsfestigkeit, Schweißbarkeit | Einsatz in der Luft- und Raumfahrt und in der Schiffsindustrie |
| Ti-8Al-1Mo-1V | 8% Aluminium, 1% Molybdän, 1% Vanadium | Hohe Festigkeit, geringes Gewicht | Ideal für strukturelle Anwendungen |
| Ti-0,2Pd (Grad 7) | 0.2% Palladium | Verbesserte Korrosionsbeständigkeit | Geeignet für chemische Verarbeitungsprozesse |
| Ti-15Mo-3Nb-3Al-0.2Si | 15% Molybdän, 3% Niob, 3% Aluminium, 0,2% Silizium | Hohe Festigkeit, ausgezeichnete Korrosionsbeständigkeit | Einsatz in biomedizinischen und maritimen Anwendungen |
| Ti-10V-2Fe-3Al | 10% Vanadium, 2% Eisen, 3% Aluminium | Hohe Festigkeit, gute Zähigkeit | Häufig in Luft- und Raumfahrtstrukturen |

Anwendungen von Titan-Pulver für den 3D-Druck
Titanpulver ist aufgrund seiner außergewöhnlichen Eigenschaften in verschiedenen Industriezweigen von großer Bedeutung. Hier sind einige seiner wichtigsten Anwendungen:
| Industrie | Anwendungen |
|---|---|
| Luft- und Raumfahrt | Triebwerkskomponenten, Flugwerke, Halterungen |
| Medizinische | Orthopädische Implantate, Zahnimplantate, chirurgische Instrumente |
| Automobilindustrie | Motorenteile, leichte Strukturbauteile |
| Marine | Propeller, Rumpfkomponenten, Unterwasserausrüstung |
| Verteidigung | Panzerungen, Raketenteile, Militärfahrzeuge |
| Industriell | Chemische Verarbeitungsanlagen, Wärmetauscher |
| Konsumgüter | Sportgeräte, Brillengestelle, Schmuck |
Eigenschaften und Merkmale von Titanpulver
Titanpulver verfügt über mehrere Eigenschaften, die es für den 3D-Druck ideal machen. Schauen wir uns seine wichtigsten Eigenschaften an:
Mechanische Eigenschaften
| Eigentum | Wert |
|---|---|
| Dichte | 4,5 g/cm³ |
| Schmelzpunkt | 1,668°C |
| Elastizitätsmodul | 110 GPa |
| Zugfestigkeit | 1.000 MPa |
| Streckgrenze | 930 MPa |
| Härte | 36 HRC |
Physikalische und chemische Eigenschaften
| Eigentum | Wert |
|---|---|
| Korrosionsbeständigkeit | Ausgezeichnet |
| Wärmeleitfähigkeit | 15 W/m-K |
| Elektrischer Widerstand | 420 nΩ-m |
| Biokompatibilität | Hoch |
Merkmale
- Leichtgewicht: Titan ist im Vergleich zu anderen Metallen wie Stahl wesentlich leichter.
- Hohe Festigkeit: Außergewöhnliches Verhältnis von Festigkeit zu Gewicht.
- Korrosionsbeständig: Hervorragende Rost- und Korrosionsbeständigkeit, daher ideal für raue Umgebungen.
- Biokompatibel: Perfekt für medizinische Implantate, da es nicht mit dem Körpergewebe reagiert.
Spezifikationen, Größen, Güteklassen, Normen
Titanpulver ist in verschiedenen Spezifikationen erhältlich, so dass es den unterschiedlichen Bedürfnissen der verschiedenen Branchen gerecht wird.
Spezifikationen
| Spezifikation | Einzelheiten |
|---|---|
| Partikelgröße | 15-45 µm, 45-90 µm |
| Reinheit | ≥ 99.5% |
| Dichte | 4,51 g/cm³ |
| Fließfähigkeit | Hoch |
| Sphärizität | ≥ 98% |
Größen und Qualitäten
| Klasse | Größenbereich |
|---|---|
| Klasse 1 | 5-20 µm |
| Klasse 2 | 20-45 µm |
| Klasse 3 | 45-90 µm |
| Klasse 4 | 90-150 µm |
Normen
| Standard | Einzelheiten |
|---|---|
| ASTM B348 | Stangen und Knüppel aus Titan und Titanlegierungen |
| ASTM F67 | Unlegiertes Titan für chirurgische Implantatanwendungen |
| ASTM F136 | Titanlegierung für chirurgische Implantate |






Lieferanten und Preisangaben
Die Suche nach zuverlässigen Lieferanten für Titanpulver ist entscheidend für die Qualität von 3D-Druckprojekten. Hier sind einige Top-Lieferanten und ihre Preisangaben:
Top-Lieferanten
| Anbieter | Standort | Kontakt |
|---|---|---|
| AP&C (Fortschrittliche Pulver und Beschichtungen) | Kanada | apc-powder.com |
| Tekna | Kanada | tekna.de |
| Zimmerer-Zusatzstoff | USA | carpenteradditive.com |
| Praxair Oberflächentechnologien | USA | praxairsurfacetechnologies.com |
| Sandvik | Schweden | home.sandvik |
Details zur Preisgestaltung
| Anbieter | Modell | Preis (USD/kg) |
|---|---|---|
| AP&C | ti-6al-4v | $300 |
| Tekna | Ti-6Al-7Nb | $350 |
| Zimmerer-Zusatzstoff | Ti-3Al-2,5V | $325 |
| Praxair Oberflächentechnologien | Ti-6Al-2Sn-4Zr-2Mo | $400 |
| Sandvik | Ti-10V-2Fe-3Al | $375 |
Vergleich der Vor- und Nachteile von Titan-Pulver für den 3D-Druck
Wie jedes Material hat auch Titanpulver seine Vorteile und Grenzen. Hier ist ein detaillierter Vergleich:
Vorteile
| Aspekt | Beschreibung |
|---|---|
| Verhältnis Stärke/Gewicht | Überlegene Stärke bei geringem Gewicht |
| Korrosionsbeständigkeit | Ausgezeichnete Beständigkeit gegen Rost und Korrosion |
| Biokompatibilität | Ideal für medizinische Implantate und Geräte |
| Dauerhaftigkeit | Langlebiges und widerstandsfähiges Material |
| Vielseitigkeit | Geeignet für eine breite Palette von Branchen |
Benachteiligungen
| Aspekt | Beschreibung |
|---|---|
| Kosten | Teuer im Vergleich zu anderen Metallen |
| Schwierigkeit der Verarbeitung | Erfordert spezielle Ausrüstung und Fachwissen |
| Handhabung des Pulvers | Erfordert sorgfältige Handhabung, um Oxidation zu vermeiden |
| Recycling | Recycling von Titanpulver kann schwierig sein |
Anwendungsspezifische Einblicke
Luft- und Raumfahrt: Titanpulver in Triebwerkskomponenten
In der Luft- und Raumfahrtindustrie wird Titanpulver aufgrund seiner hohen Festigkeit und seines geringen Gewichts in großem Umfang für die Herstellung von Triebwerkskomponenten verwendet. So weisen beispielsweise Triebwerksschaufeln aus Ti-6Al-4V eine hervorragende Leistung unter extremen Bedingungen auf. Im Vergleich zu herkömmlichen Materialien wie Stahl bietet Titan eine bessere Treibstoffeffizienz und eine längere Lebensdauer.
Medizinisch: Biokompatibilität von Titan-Implantaten
Der medizinische Sektor nutzt die Biokompatibilität von Titanpulver zur Herstellung von Implantaten wie Hüftgelenken, Zahnimplantaten und Knochenplatten. Ti-6Al-7Nb, das für seine Nichtreaktivität mit Körpergewebe bekannt ist, gewährleistet die Sicherheit der Patienten und die Langlebigkeit der Implantate. Im Vergleich zu Edelstahl verringern Titanimplantate das Risiko von allergischen Reaktionen und Korrosion im Körper.
Automobilindustrie: Leichte und starke Teile
Automobilhersteller verwenden Titanpulver, um leichte und dennoch stabile Komponenten wie Motorteile und Strukturelemente herzustellen. Dies erhöht nicht nur die Leistung des Fahrzeugs, sondern verbessert auch die Kraftstoffeffizienz. Zum Beispiel,
Ti-3Al-2,5V wird wegen seiner hervorragenden Duktilität und Festigkeit bevorzugt und eignet sich daher sowohl für Hochleistungssportwagen als auch für Alltagsfahrzeuge.
Vergleich der Titanpulverqualitäten
Klasse 5 vs. Klasse 9
Ti-6Al-4V (Güteklasse 5) ist aufgrund seiner ausgewogenen Eigenschaften hinsichtlich Festigkeit, Korrosionsbeständigkeit und Schweißbarkeit die am häufigsten verwendete Titanlegierung im 3D-Druck. Sie ist vielseitig und eignet sich für verschiedene Anwendungen, von der Luft- und Raumfahrt bis hin zu medizinischen Geräten.
Ti-3Al-2,5V (Grad 9)bietet dagegen eine etwas geringere Festigkeit, aber eine bessere Dehnbarkeit und Verformbarkeit. Es wird häufig für Anwendungen verwendet, bei denen Flexibilität und leichte Verarbeitbarkeit wichtiger sind, wie z. B. bei Rohren für die Luft- und Raumfahrt und bei Sportgeräten.
Klasse 7 vs. Klasse 23
Ti-0,2Pd (Grad 7) ist für seine überragende Korrosionsbeständigkeit bekannt und eignet sich daher ideal für die chemische Verarbeitung und für Anwendungen in der Schifffahrt. Der Zusatz von Palladium erhöht seine Fähigkeit, rauen Umgebungen zu widerstehen.
Ti-6Al-4V ELI (Güte 23) ist eine extra niedrige interstitielle Variante der Güteklasse 5 und bietet eine verbesserte Bruchzähigkeit und Biokompatibilität. Dies macht ihn zur ersten Wahl für kritische medizinische Implantate und Komponenten, die eine hohe Zuverlässigkeit erfordern.
Technische Überlegungen zum 3D-Druck mit Titanpulver
Bei der Arbeit mit Titanpulver für den 3D-DruckUm erfolgreiche Ergebnisse zu erzielen, müssen mehrere technische Aspekte berücksichtigt werden:
Qualität des Pulvers
Hochwertiges Titanpulver ist für optimale Druckergebnisse unerlässlich. Faktoren wie Partikelgrößenverteilung, Sphärizität und Reinheit wirken sich direkt auf die mechanischen Eigenschaften und die Oberflächengüte der gedruckten Teile aus.
Druckumgebung
Titanpulver ist sehr reaktiv, insbesondere wenn es Sauerstoff und Feuchtigkeit ausgesetzt ist. Daher sollte der 3D-Druck in einer kontrollierten Umgebung durchgeführt werden, in der Regel unter Verwendung von Inertgasen wie Argon oder Stickstoff, um Oxidation und Kontamination zu vermeiden.
Nachbearbeitung
Nachbearbeitungsschritte wie Wärmebehandlung, Bearbeitung und Oberflächenveredelung sind entscheidend für die Verbesserung der mechanischen Eigenschaften und des Aussehens der gedruckten Teile. Diese Verfahren tragen dazu bei, innere Spannungen abzubauen, die Maßhaltigkeit zu verbessern und die gewünschte Oberflächenqualität zu erzielen.

FAQs
F: Was ist der Hauptvorteil der Verwendung von Titanpulver für den 3D-Druck?
A: Der Hauptvorteil der Verwendung von Titanpulver für den 3D-Druck ist sein hervorragendes Verhältnis von Festigkeit zu Gewicht. Dies macht es ideal für Anwendungen, bei denen sowohl Haltbarkeit als auch geringes Gewicht wichtig sind, wie z. B. in der Luft- und Raumfahrt und in der medizinischen Industrie.
F: Wie hoch sind die Kosten für Titanpulver im Vergleich zu anderen Metallpulvern?
A: Titanpulver ist im Allgemeinen teurer als andere Metallpulver wie Aluminium oder Stahl. Seine überlegenen Eigenschaften, wie Korrosionsbeständigkeit und Biokompatibilität, rechtfertigen jedoch häufig die höheren Kosten, insbesondere bei kritischen Anwendungen.
F: Kann Titanpulver für den 3D-Druck recycelt werden?
A: Ja, Titanpulver kann recycelt werden, aber der Prozess kann schwierig sein. Es erfordert eine sorgfältige Handhabung, um Verunreinigungen zu vermeiden und sicherzustellen, dass das recycelte Pulver seine Qualität und Eigenschaften beibehält.
F: Welche Sicherheitsvorkehrungen sind beim Umgang mit Titanpulver zu treffen?
A: Beim Umgang mit Titanpulver ist das Tragen von geeigneter persönlicher Schutzausrüstung (PSA), einschließlich Handschuhen, Schutzbrillen und Atemschutzmasken, unerlässlich. Arbeiten Sie außerdem in einem gut belüfteten Bereich und verwenden Sie geeignete Lagerbehälter, um Oxidation und Feuchtigkeitsaufnahme zu vermeiden.
F: Welche Nachbearbeitungstechniken werden für 3D-gedruckte Teile aus Titan verwendet?
A: Zu den üblichen Nachbearbeitungstechniken für 3D-gedruckte Teile aus Titan gehören Wärmebehandlung, Bearbeitung, Polieren und Oberflächenbeschichtung. Diese Verfahren verbessern die mechanischen Eigenschaften, die Maßgenauigkeit und die Oberflächenbeschaffenheit der Teile.
F: Welche Branchen profitieren am meisten von Titanpulver für den 3D-Druck?
A: Branchen wie die Luft- und Raumfahrt, die Medizintechnik, die Automobilindustrie und die Verteidigungsindustrie profitieren am meisten von Titanpulver für den 3D-Druck aufgrund seiner außergewöhnlichen Eigenschaften, wie hohe Festigkeit, geringes Gewicht, Korrosionsbeständigkeit und Biokompatibilität.
Schlussfolgerung
Titanpulver für den 3D-Druck ist ein revolutionäres Material, das unvergleichliche Festigkeit, leichte Eigenschaften und Vielseitigkeit in verschiedenen Branchen bietet. Von Komponenten für die Luft- und Raumfahrt bis hin zu medizinischen Implantaten - die einzigartigen Eigenschaften von Titan machen es zu einer bevorzugten Wahl für Hochleistungsanwendungen. Wenn Sie die verschiedenen Arten, Anwendungen und technischen Überlegungen kennen, können Sie fundierte Entscheidungen treffen und das Potenzial von Titanpulver in Ihren 3D-Druckprojekten voll ausschöpfen.
Ganz gleich, ob Sie Ingenieur, Designer oder Hersteller sind, die in diesem umfassenden Leitfaden enthaltenen Informationen werden Ihnen helfen, die Komplexität der Verwendung von Titanpulver für den 3D-Druck zu bewältigen. Freuen Sie sich auf die Zukunft der Fertigung mit Titanpulver und erschließen Sie sich neue Möglichkeiten in Design und Produktion.
mehr über 3D-Druckverfahren erfahren
Weitere häufig gestellte Fragen zu Titanpulver für den 3D-Druck
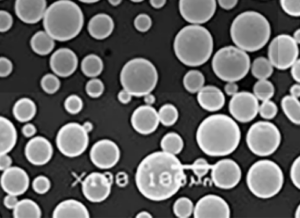
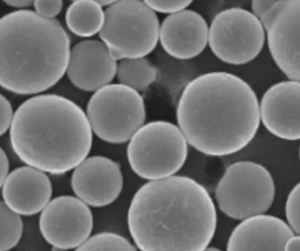
1) Welche Partikelgrößenverteilung und Morphologie eignen sich am besten für LPBF, EBM und DED mit Titanpulver für den 3D-Druck?
- LPBF: sphärisch, 15–45 µm, Sphärizität ≥0,93, Satelliten <5%. EBM: 45–106 µm, toleriert etwas gröbere Siebgrößen. DED: 53–150 µm mit enger Siebung und geringem Hohlanteil, verifiziert durch CT.
2) Wie wirken sich der Sauerstoff- und Stickstoffgehalt auf Ti-6Al-4V AM-Bauteile aus?
- Höhere Sauerstoffgehalte erhöhen die Festigkeit, verringern jedoch die Duktilität und die Dauerfestigkeit. Typische Grenzwerte für AM-Qualitäten: Sauerstoffgehalt ≤ 0,15 Gew.-% TP3T (ELI ≤ 0,131 TP3T), Stickstoffgehalt ≤ 0,05 Gew.-% TP3T, Wasserstoffgehalt ≤ 0,012 Gew.-% TP3T. Jede Charge ist mit LECO O/N/H zu prüfen.
3) Wie viele Wiederverwendungszyklen sind für Titanpulver akzeptabel?
- Durch Sieben, Mischen und Überwachung des O/N/H-Verhältnisses werden üblicherweise 5–8 Zyklen für Ti-6Al-4V validiert. Die Wiederverwendung sollte beendet werden, wenn der Sauerstoffgehalt ansteigt, die Partikelgrößenverteilung feiner wird oder sich Dichte/Porosität und Ermüdungskennzahlen verschlechtern.
4) Welche Nachbearbeitungsmethode erzielt die größten Leistungssteigerungen?
- HIP dient dem Schließen innerer Porositäten und der Spannungsentlastung. Für kritische Implantate der Güteklasse 23 werden zusätzlich HIP, maschinelle Bearbeitung, Polieren und eine Passivierung nach ASTM F86 durchgeführt. Oberflächenbehandlungen (Elektropolieren, Kugelstrahlen) verbessern die Dauerfestigkeit und Korrosionsbeständigkeit.
5) Welche Titansorten werden am häufigsten in regulierten Branchen eingesetzt?
- Medizin: Ti-6Al-4V ELI (Gütegrad 23) und Ti-6Al-7Nb; Luft- und Raumfahrt: Ti-6Al-4V (Gütegrad 5), Ti-5553 und Ti-6242 für höhere Temperaturen; Energie/Chemie: Gütegrad 2/7 für korrosionskritische Bauteile.
Branchentrends für Titanpulver für den 3D-Druck bis 2025
- Das LPBF-Verfahren mit beheizter Platte (200–350°C) ist bei Ti-Legierungen häufiger anzutreffen; es reduziert die Eigenspannungen und verbessert die Dichte.
- Reinigungspulver von EIGA/PREP mit offengelegtem CT-Hohlanteil und bildbasierten Satellitenzählungen auf CoAs.
- Stärkere Anwendung der Pulvergenealogie und der Wiederverwendungs-SPC zur Erfüllung der Qualitätsstandards in der Luft- und Raumfahrt/Medizinbranche.
- Preisstabilisierung durch die Inbetriebnahme zusätzlicher Zerstäubungskapazitäten; regionale Beschaffung verkürzt die Lieferzeiten.
- Nachhaltigkeit: höherer Rückgewinnungsanteil im Elektrodenrohstoff und geschlossener Argonkreislauf.
Markt- und Technologieüberblick 2025 (Titanpulver für den 3D-Druck)
| Metrisch (2025) | Typischer Wert/Bereich | Veränderung zum Vorjahr | Anmerkungen/Quelle |
|---|---|---|---|
| Preis für Ti-6Al-4V in AM-Qualität (EIGA/GA) | $180–$320/kg | -4–8% | Lieferantenangebote, Händlerverzeichnisse |
| PREP Ti-6Al-4V Preis | $200–$360/kg | -3–7% | Premium-Morphologie |
| Empfohlene PSD (LPBF / EBM / DED) | 15–45 µm / 45–106 µm / 53–150 µm | Stabil | OEM-Leitfaden |
| Sphärizität (Bildanalyse) | ≥0,93–0,98 | Leicht gestiegen | Lieferanten-CoAs |
| Hohlpartikelanteil (CT) | ≤0,5–1,5% | Runter | Prozessverbesserungen |
| Typischer O-Gehalt (AM-Qualität) | 0,08–0,15 wt% (ELI ≤0,13%) | Runter | EIGA-Kontrolle |
| Validierte Wiederverwendungszyklen (mit Qualitätskontrolle) | 5–8 | Stabil | O/N/H + Siebprogramme |
| LPBF-Dichte nach HIP (Ti-6Al-4V) | 99,8–99,95% | +0,1–0,2 Punkte | OEM-/akademische Datensätze |
Indikative Quellen:
- ISO/ASTM 52907 (Metallpulver), 52908 (Prozessqualifizierung), Normenreihe 52900: https://www.iso.org | https://www.astm.org
- ASTM F2924 (Additive Fertigung von Ti-6Al-4V), ASTM F3001 (ELI), ASTM F67/F136 (Implantate): https://www.astm.org
- NIST AM Labor- und Pulvermesstechnik: https://www.nist.gov
- ASM-Handbücher (Additive Fertigung; Titan und Titanlegierungen): https://www.asminternational.org
Aktuelle Forschungsfälle
Fallstudie 1: LPBF-Verfahren mit beheizter Platte für Ti-6Al-4V ELI für Implantatgitter (2025)
Hintergrund: Ein Medizintechnikunternehmen benötigte eine höhere Dauerfestigkeit und eine präzisere Porengrößenkontrolle für die Gitterstrukturen von Hüftgelenkpfannen.
Lösung: EIGA Ti-6Al-4V ELI Pulver (O 0,11 Gew.-%%, Sphärizität 0,96, 15–45 µm), 250°C Bauplatte, Kontur-zuerst-Strategie; HIP; Bearbeitung + Elektropolieren + ASTM F86 Passivierung.
Ergebnisse: Mittels CT detektierte oberflächenverbundene Defekte −52%; axiale Ermüdungslebensdauer +2,2× bei 10^7 Zyklen; Porengrößen-CV reduziert von 8,5% auf 5,9%; erfüllte die Anforderungen an die Biokompatibilität nach ASTM F3001 und ISO 10993.
Fallstudie 2: PREP Ti-6Al-4V ermöglicht stabile DED-Reparaturen an Flugzeugstrukturen (2024)
Hintergrund: Ein MRO-Unternehmen im Bereich der Luft- und Raumfahrt benötigte eine wiederholbare Schweißnahtgeometrie und geringe Porosität bei der Feldreparatur von Titanrahmen.
Lösung: PREP-Pulver 53–125 µm, Hohlanteil 0,8%, Satelliten <3%; kontrollierte Zwischenpass-Temperatur; Überwachung der Perlen in situ; HIP-Surrogat nach der Reparatur + Spannungsentlastung.
Ergebnisse: Porosität ≤0,3% durch Metallographie; Raupenhöhenvariabilität −28%; Zugfestigkeit und Härte entsprachen den AMS-Spezifikationen; Nachbearbeitungsrate −20%.
Expertenmeinungen
- Prof. Tresa Pollock, angesehene Professorin für Materialwissenschaften, UC Santa Barbara
Wichtigste Erkenntnis: “Geringe Satelliten- und Hohlraumanteile in Titanpulvern korrelieren stark mit weniger Defektinitiatoren und einer überlegenen Dauerfestigkeit bei PBF-Bauteilen.” - Dr. John Slotwinski, Experte für Messtechnik in der additiven Fertigung (ehemals NIST)
Wichtigster Standpunkt: “Die Chargenkonsistenz in PSD und O/N/H ist oft der entscheidende Faktor bei der Qualifizierung – überwachen Sie sie mit strengen CoA- und Wareneingangskontrollen.” - Prof. Jasmeet Singh, Biomedizintechnik, Forscher im Bereich Implantatmaterialien
Wichtigster Standpunkt: “Für Implantate sind die Kombination aus ELI-Chemie, HIP und kontrollierten Oberflächenzuständen unerlässlich, um sowohl Ermüdungs- als auch biologische Leistungsfähigkeit zu erreichen.”
Praktische Werkzeuge und Ressourcen
- Standards und Qualifikation
- ISO/ASTM 52907, 52908; ASTM F2924/F3001/F67/F136 für Titan-AM und Implantate: https://www.astm.org | https://www.iso.org
- Metrologie und Sicherheit
- NIST AM Bench; LECO O/N/H-Analysatoren; CT zur Quantifizierung von Hohl-/Satellitenpartikeln: https://www.nist.gov
- NFPA 484 (Sicherheit im Umgang mit brennbaren Metallpulvern): https://www.nfpa.org
- Technische Daten und Handbücher
- ASM Digitale Bibliothek (Titan und AM): https://www.asminternational.org
- Beispiele für QC-Workflows
- PSD/Form: Laserbeugung + Bildanalyse
- Durchfluss: Hall-/Carney-Trichter, FT4-Rheometer
- Prozessvalidierung: Dichte (Archimedes/CT), mechanische Prüfung nach ASTM E8/E466
Letzte Aktualisierung: 2025-08-26
Änderungsprotokoll: Fünf gezielte FAQs wurden hinzugefügt; eine Markt-/Technikübersichtstabelle für 2025 mit beispielhaften Quellen wurde beigefügt; zwei aktuelle Fallstudien wurden bereitgestellt; Expertenmeinungen wurden zusammengetragen; praktische Werkzeuge/Ressourcen für Titanpulver für den 3D-Druck wurden aufgelistet.
Nächster Überprüfungstermin & Auslöser: 2026-02-01 oder früher, falls ISO/ASTM die Normen für die additive Fertigung von Titan aktualisieren, große OEMs neue zulässige Werte für Ti-6Al-4V/ELI veröffentlichen oder NIST/ASM aktualisierte Datensätze zur Korrelation zwischen PSD, Defekten und Ermüdung veröffentlichen.