Titanyum Katkılı İmalata Genel Bakış
Titanyum katkılı imalat, aynı zamanda titanyumun 3D baskısı olarak da bilinir, titanyum bileşenlerini 3D model verilerinden doğrudan katman katman üretmek için kullanılan çeşitli katkılı imalat tekniklerini ifade eder. Geleneksel yöntemlerle üretilmesi imkansız veya çok maliyetli olan yüksek geometrik özgürlüğe sahip karmaşık titanyum parçaların oluşturulmasını sağlar.
Titanyum, yüksek mukavemet/ağırlık oranı, korozyon direnci, biyouyumluluğu ve yüksek sıcaklık performansı nedeniyle katkılı imalat için ideal bir malzemedir. Ancak, katkılı teknikler kullanılarak titanyumun işlenmesi, kimyasal reaktivitesi ve anizotropik malzeme özellikleri nedeniyle bazı benzersiz zorluklar da oluşturmaktadır.
Titanyum katkılı imalat hakkında bazı önemli detaylar:
- Titanyum için yaygın olarak kullanılan 3D baskı yöntemleri, seçici lazer eritme (SLM), elektron ışınlı eritme (EBM) ve doğrudan metal lazer sinterlemedir (DMLS).
- Ti-6Al-4V gibi titanyum alaşımları en yaygın olarak kullanılmaktadır, ancak ticari olarak saf titanyum ve diğer alaşımlar da basılabilir.
- Kafes yapıları ve ince cidarlı geometriler gibi hafif, karmaşık parçaların üretilmesini sağlar.
- Katkısal yöntemlere kıyasla atıkları ve maliyeti azaltarak net şekle yakın parçalar üretir.
- Tasarımda esneklik ve montajların tek bir basılı parçada birleştirilmesini sağlar.
- İstenen yüzeyi ve malzeme özelliklerini elde etmek için sıcak izostatik presleme (HIP) ve işleme gibi son işlemler genellikle gereklidir.
- Dövme, döküm ve dövme titanyuma benzer veya daha üstün özellikler ancak anizotropi bir endişe kaynağıdır.
- Uygulama alanları arasında havacılık, tıbbi implantlar, otomotiv ve kimyasal tesisler bulunmaktadır.
- Geleneksel imalattan daha yüksek maliyet ancak küçük parti boyutları ve karmaşık parçalar için ekonomiktir.
Titanyum Katkılı İmalat Süreçlerinin Türleri
| Süreç | Açıklama | Özellikler |
|---|---|---|
| Seçici Lazer Eritme (SLM) | Metalik toz parçacıklarını katman katman seçici olarak eritmek ve birleştirmek için bir lazer kullanır | En yaygın ve olgun teknoloji <br> İyi hassasiyet ve yüzey kalitesi <br> Basılı parçalarda düşük gözeneklilik |
| Elektron Işınıyla Eritme (EBM) | Malzemeyi eritmek için ısı kaynağı olarak bir elektron ışını kullanır | Nispeten hızlı yapı hızları <br> Parçalar, SLM'ye kıyasla daha yüksek gözenekliliğe sahiptir <br> Yalnızca iletken malzemeler işlenebilir |
| Doğrudan Metal Lazerle Sinterleme (DMLS) | Toz parçacıklarını sinterlemek ve bitmiş parçalar oluşturmak için bir lazer kullanır | Yüksek doğruluk ve detay çözünürlüğü <br> İnfiltrasyon gerektiren hafif gözenekli parçalar |
| Yönlendirilmiş Enerji Biriktirme (DED) | Malzemeler biriktirilirken eriterek malzemeleri birleştirmek için termal enerjiyi odaklanır | Bir bütün olarak parçalardan ziyade öncelikle özellik eklemek ve onarım yapmak için kullanılır <br> Daha yüksek yapı hızları ancak daha düşük doğruluk |

Titanyum Katkılı İmalatın Uygulamaları
| Endüstri | Kullanım Alanları ve Örnekler |
|---|---|
| Havacılık ve Uzay | Hidrolik manifoldlar, vanalar, muhafazalar, braketler gibi uçak ve motor bileşenleri |
| Tıbbi | Diş ve ortopedik implantlar, cerrahi aletler |
| Otomotiv | Manifoldlar, turboşarj tekerlekleri gibi hafif parçalar |
| Kimyasal | Korozyona dayanıklı borular, vanalar, pompalar gibi sıvı işleme parçaları |
| Savunma | Araçlar ve silahlar için hafif yük taşıyan bileşenler |
| Genel mühendislik | Sektörler genelinde düşük hacimli özel parçalar |
Titanyum Katkılı İmalat için Özellikler
| Parametre | Tipik Değerler |
|---|---|
| Katman kalınlığı | 20 – 100 μm |
| Minimum özellik boyutu | ~100 μm |
| Yüzey pürüzlülüğü, Ra | 10 – 25 μm, çıkıntılarda daha yüksek |
| Yapı hacmi | 50 x 50 x 50 mm ila 500 x 500 x 500 mm |
| Hassasiyet | Boyutlarda ± %0,1 ila ± %0,2 |
| Gözeneklilik | SLM için %0,5 – %1, EBM için %5'e kadar |
| Mikroyapı | İnce, sütunlu önceki beta taneleri ile alfa lameller |
Titanyum AM Parçaları için Tasarım Hususları
- Destekleri azaltmak ve çıkıntıları önlemek için parça yönünü optimize edin
- Desteklerden kaçınmak için 45°'den büyük kendi kendini destekleyen açılar kullanın
- İnce duvarlar (≤ 1 mm) daha yüksek lazer yoğunluklarına ve tarama hızlarına ihtiyaç duyar
- Minimum delik çapı ≥ 1 mm olmalıdır
- Toz giderme için iç kanallar ≥ 2 mm olmalıdır
- Parçada içi boş kapalı hacimlerden kaçının
- Yük taşıyan parçalar için yeterli duvar kalınlığı (2-4 mm) sağlayın
- İşleme, delme, parlatma vb. gibi son işlemlere izin verin.
Titanyum Katkılı İmalat Standartları
| Standart | Açıklama |
|---|---|
| ASTM F3001 | Toz yataklı füzyon ile katkılı imalat titanyum-6 alüminyum-4 vanadyum ELI (Ekstra Düşük Ara) için standart şartname |
| ASTM F2924 | Toz yataklı füzyon ile katkılı imalat titanyum-6 alüminyum-4 vanadyum için standart şartname |
| ASTM F3184 | Toz yataklı füzyon yoluyla katkılı imalat paslanmaz çelik için standart şartname |
| ISO/ASTM 52921 | Katkılı imalat için standart terminoloji - Koordinat sistemleri ve test yöntemleri |
| ASME BPVC Bölüm IX | Katkılı imalat yeterlilikleri için kazan ve basınçlı kap kodu |
Titanyum Katkılı İmalat Sistemleri Tedarikçileri
| Tedarikçi | Yazıcı Modelleri | Başlangıç Fiyat Aralığı |
|---|---|---|
| EOS | EOS M 100, EOS M 290, EOS M 400 | $200,000 – $1,500,000 |
| SLM Çözümleri | SLM® 125, SLM® 280, SLM® 500, SLM® 800 | $250,000 – $1,400,000 |
| 3D Sistemler | ProX® DMP 200, ProX® DMP 300, ProX® DMP 320 | $350,000 – $1,250,000 |
| GE Additive | Concept Laser M2, M2 Multilaser, M2 Dual Laser | $400,000 – $1,200,000 |
| Velo3D | Sapphire, Sapphire XC | $150,000 – $600,000 |
Fiyatlar, yapı hacmine, lazer gücüne ve ek özelliklere göre değişir. Ek maliyetler arasında kurulum, eğitim, malzemeler ve son işlem yer alır.
Titanyum Yazıcıların Çalıştırılması ve Bakımı
- Üreticinin kullanım kılavuzunu ve güvenlik önlemlerini edinin ve bunlara uyun
- Lazer gücünü ve ışın kalitesini korumak için optik sistemi ve aynaları temizleyin
- Lazer ve tarama sistemi için periyodik olarak kalibrasyonlar yapın
- Üretim yapımlarına başlamadan önce parça kalitesini doğrulamak için test baskıları yapın
- Baskı parametreleri için standart çalışma prosedürleri (SOP'ler) geliştirin
- Titanyum tozunu uygun şekilde inert bir ortamda saklayın ve kullanın
- Yoğuşmuş malzemeyi temizlemek ve kontaminasyonu önlemek için yapı odasını düzenli olarak temizleyin
- Doğrusal kılavuzları yağlama, bağlantı elemanlarını sıkma, filtreleri değiştirme gibi önleyici bakım yapın
Bir Titanyum Katkılı İmalat Tedarikçisi/Hizmet Bürosu Seçme
| Hususlar | Detaylar |
|---|---|
| Deneyim ve uzmanlık | Yılların deneyimi, eğitimli operatörler, metal AM uzmanlığı |
| Yazıcı modelleri ve özellikleri | Yapı hacmini, doğruluğu, malzemeleri vb. değerlendirin. |
| Kalite sertifikaları | ISO 9001, ISO 13485, Nadcap akreditasyonu |
| Malzeme kullanılabilirliği | Çeşitli titanyum alaşımları, parçacık boyutları, özelleştirilmiş alaşımlar |
| Son işlem yetenekleri | Bağlayıcı giderme, HIP, işleme, parlatma, kaplama |
| Parça testi ve doğrulama | Mekanik test, tahribatsız muayene, metalografi |
| Tasarım desteği | Topoloji optimizasyonu, AM için tasarım yönergeleri |
| Üretim kapasitesi | Parti boyutları, teslim süreleri, ölçeklenebilirlik, yedek kapasite |
| Maliyet | Makine saatlik ücretleri, malzeme fiyatları, ek ücretler |
| Müşteri referansları ve incelemeleri | Mevcut müşterilerden hizmet kalitesi hakkında geri bildirim |

Titanyum Katkılı İmalatın Artıları ve Eksileri
| Avantajlar | Sınırlamalar |
|---|---|
| Mümkün olan karmaşık, hafif geometriler | Büyük hacimler için geleneksel imalata göre daha yüksek maliyet |
| Birleştirilmiş montajlar ve azaltılmış parça sayısı | İşlemeye göre daha düşük boyutsal doğruluk ve yüzey kalitesi |
| Düşük hacimli partiler için daha kısa teslim süreleri | İstenen özellikleri elde etmek için genellikle son işlem gerekir |
| Azaltılmış malzeme atığı | Anizotropik malzeme özellikleri ve artık gerilmeler |
| Tasarım yinelemelerinde esneklik | Yazıcının yapı hacmine bağlı boyut sınırlamaları |
| Tam zamanında üretim | Karmaşık iç kanallar için toz giderme zorlukları |
| Parça özelleştirme ve kişiselleştirme | Malzemede gözeneklilik, sıcak izostatik presleme gerektirir |
Titanyum Parçalar İçin Metal Enjeksiyon Kalıplama ve Katmanlı İmalat Arasındaki Farklar
| Parametre | Metal Enjeksiyon Kalıplama | Katmanlı Üretim |
|---|---|---|
| Süreç | İnce metal tozunun bağlayıcılarla karıştırılması, enjeksiyon kalıplama, ardından bağlayıcı giderme ve sinterleme | Lazerler veya elektron ışını kullanarak doğrudan parça üretmek için titanyum tozunun katman katman füzyonu |
| Parça karmaşıklığı | Yalnızca basit 2,5 D geometriler mümkündür | Kafesler gibi son derece karmaşık şekiller basılabilir |
| Parça boyutu | Birkaç inçe kadar | Yapı hacmi ile sınırlıdır, tipik olarak 20 inçten az |
| Doğruluk | Çok yüksek, kolay toleranslarla ±%0,5'e kadar | Orta düzeyde, boyutlarda yaklaşık ±%0,2 |
| Yüzey finisajı | Kalıplama işlemi sayesinde mükemmel | Ek son işlem gerektiren daha zayıf yüzey |
| Mekanik özellikler | İzotropik, daha az artık gerilme | Anizotropik özellikler, daha yüksek artık gerilmeler |
| Malzeme seçenekleri | Sınırlı alaşımlar ve karışımlar | Çok çeşitli titanyum kaliteleri ve özelleştirilmiş alaşımlar |
| Kurulum maliyetleri | Yüksek ilk takım yatırımı | Daha düşük başlangıç maliyetleri |
| Üretim miktarları | Milyonlarca adede kadar yüksek hacimler | 10-10.000 birimlik küçük partiler için optimize edilmiştir |
| Teslim süresi | Takım imalatı için daha uzun teslim süresi | İşlevsel parçaya daha kısa süre, hızlı tasarım yinelemeleri |
Titanyum Katmanlı İmalat İçin Seçici Lazer Eritme (SLM) ve Elektron Işınlı Eritme (EBM) Arasındaki Karşılaştırma
| Parametre | Seçici Lazer Eritme (SLM) | Elektron Işınıyla Eritme (EBM) |
|---|---|---|
| Isı kaynağı | Odaklanmış lazer ışını | Yüksek güçlü elektron ışını |
| Atmosfer | İnert argon gazı | Vakum |
| Termal girdi | Lazerden son derece yerelleştirilmiş girdi | Büyük elektron ışınından daha geniş girdi |
| Doğruluk | Daha ince lazer nokta boyutu nedeniyle daha yüksek | 10-100 μm kadar daha düşük |
| Yüzey finisajı | Daha pürüzsüz yüzey, cilalaması daha kolay | Daha taneli, gözenekli yüzey kalitesi |
| Yapım hızı | Daha yavaş, yaklaşık 5-20 cm3/sa | Daha hızlı, 45 cm3/sa'e kadar |
| Kullanılan alaşımlar | Ti-6Al-4V, ticari olarak saf Ti, diğerleri | Esas olarak Ti-6Al-4V |
| Maliyet | Daha yüksek ekipman ve işletme maliyetleri | Daha düşük sahip olma maliyeti |
| Gözeneklilik | Daha düşük gözeneklilik, yaklaşık %0,5 | Yaklaşık %5 civarında daha yüksek gözeneklilik |
| Mikroyapı | Alfa lamelleri ile ince ön beta taneleri | Daha kaba beta taneleri ve iğnemsi alfa’ martensit |
| Son İşlem | Daha düşük ısıl işlem ihtiyacı | Gözenekliliği azaltmak için genellikle HIP gerekir |
| Mekanik özellikler | Daha yüksek mukavemet ve süneklik | Daha yüksek anizotropi ile daha düşük mukavemet |
| Uygulamalar | Havacılık, tıbbi implantlar, otomotiv | Havacılık, biyomedikal |
Özetle, SLM daha iyi doğruluk ve yüzey kalitesi sunarken, EBM daha hızlı yapı hızları avantajına sahiptir. Katman katman erime süreci, her iki yöntemde de kalıntı gerilmeler ve anizotropik malzeme özellikleri indükler.

SSS
S. Katkısal imalatta hangi titanyum alaşımları yaygın olarak kullanılmaktadır?
C. Ti-6Al-4V, titanyum katkısal imalatının 'sinden fazlasını oluşturan, en yaygın kullanılan titanyum alaşımıdır. Diğer alaşımlar arasında Ti-6Al-4V ELI, ticari olarak saf 2 ve 4 titanyum kaliteleri, Ti-6Al-7Nb ve Ti-5Al-5Mo-5V-3Cr bulunur.
S. Katkısal olarak üretilen titanyum parçalar için tipik olarak ne tür bir son işlemeye ihtiyaç duyulur?
C. İstenen boyutsal doğruluk, yüzey kalitesi ve malzeme özelliklerini elde etmek için genellikle sıcak izostatik presleme (HIP), ısıl işlem, yüzey işleme, delme, parlatma ve kaplama uygulaması gibi son işleme adımları gereklidir.
S. Katkısal olarak üretilen titanyumun mekanik özellikleri, dövme ve döküm titanyum ile nasıl karşılaştırılır?
C. Katkısal imalat titanyum parçaları, dövme ve döküm titanyumun çekme mukavemeti ve yorulma mukavemetine eşit veya daha üstün olabilir. Ancak, katkısal imalat titanyum, geleneksel yöntemlerden farklı olarak, katmanlı imalat nedeniyle özelliklerde anizotropi sergiler.
S. Katkısal olarak üretilen titanyumun yorulma performansını iyileştirmek için kullanılan bazı yöntemler nelerdir?
C. Yorulma performansı, sıkıştırma gerilmeleri uygulamak, yüzey kusurlarını gidermek ve mikroyapıyı iyileştirmek için sıcak izostatik presleme (HIP), bilyalı dövme, kimyasal aşındırma, işleme ve diğer son işleme adımları uygulanarak iyileştirilebilir.
S. Katkısal imalat, geleneksel yöntemlere kıyasla titanyum parçaların maliyetini düşürür mü?
C. Küçük parti boyutları için, katkısal imalat, kütükten işlemeye kıyasla önemli maliyet düşüşü sunar. Seri üretim için, toz malzemenin yüksek maliyeti, katkısal imalatın hala döküm veya dövmeden daha pahalı olduğu anlamına gelir.
S. Katkısal imalat titanyumunun yüzey pürüzlülüğü, CNC işleme ile nasıl karşılaştırılır?
C. Basılı titanyum bileşenleri, 1 μm Ra'nın altında bir yüzey elde edebilen işlenmiş yüzeylere kıyasla 10-25 μm Ra'lık daha yüksek bir yüzey pürüzlülüğüne sahiptir. Daha pürüzsüz bir yüzey kalitesi gerekiyorsa ek son işleme gereklidir.
S. Titanyum tozu kullanırken hangi güvenlik önlemleri gereklidir?
C. Titanyum tozu, oksidasyonu önlemek için inert bir ortamda saklanmalıdır. İşlem prosedürleri toz oluşumunu ve solunmasını önlemelidir. Makinelerdeki toz bölmeleri inert gaz temizleme ve O2 izleme gerektirir.
S. Çelik yerine titanyum bileşenler üretmek için katkısal imalat kullanmanın bazı avantajları nelerdir?
C. Katkısal imalat titanyum, çeliğe kıyasla üstün bir mukavemet-ağırlık oranı sağlar. Ayrıca daha iyi korozyon direnci, biyo-uyumluluk ve yüksek sıcaklık performansı sunarak havacılık, tıp ve otomotiv kullanımları için uygun hale getirir.
S. Yapı yönü, katkısal imalat titanyum parçaların özelliklerini ve kalitesini nasıl etkiler?
C. Yapı yönü, kalıntı gerilmeleri, yüzey kalitesi, geometrik doğruluk ve mukavemet ve süneklik gibi mekanik özellikleri önemli ölçüde etkileyebilir. Parçalar genellikle destek yapılarını en aza indirmek için yönlendirilir.
S. Titanyumdan katkısal imalat için parça tasarlarken bazı önemli hususlar nelerdir?
C. Temel tasarım hususları arasında çıkıntıları en aza indirmek, yapı desteklerini dahil etmek, duvar kalınlıklarını 0,8-4 mm arasında tutmak, birleşmemiş tozun çıkarılması için erişim delikleri sağlamak ve son işleme gereksinimlerini hesaba katmak yer alır.
Sonuç
Katkısal imalat, geleneksel yöntemlere kıyasla karmaşık titanyum bileşenlerin üretimini uygulanabilir ve ekonomik hale getirir. İlerleyen teknoloji ve daha fazla benimsenmeyle, titanyum katkısal imalat, önemli endüstrilerde daha hafif, daha güçlü ve daha yetenekli tasarımlar sağlar. Ancak, kalıntı gerilmeler, anizotropi, yüzey kalitesi ve standartlar gibi süreç zorluklarına araştırma ve geliştirme yoluyla çözüm bulunmaya devam edilmektedir. Daha fazla olgunlaşma ile, katkısal imalat, titanyum metalin tüm yeteneklerini gerçekleştirebilme ve dünya çapında imalatı dönüştürme potansiyeline sahiptir.
daha fazla 3D baskı süreci öğrenin
Additional FAQs: Titanium Additive Manufacturing
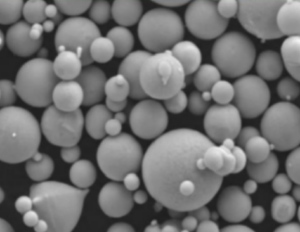
1) What powder specifications matter most for high‑reliability Ti‑6Al‑4V builds?
- Particle size distribution (typically 15–45 µm for LPBF), high sphericity (>0.90), low satellites, and tight interstitials: O ≤ 0.13 wt% (ELI ≤ 0.12%), N ≤ 0.03 wt%, H ≤ 0.012 wt%. Conform to ISO/ASTM 52907 and ASTM F2924/F3001 where applicable.
2) How do SLM and EBM differ for medical implants in titanium?
- SLM: finer features, smoother surfaces, lower porosity; often preferred for intricate lattices. EBM: faster on large parts with lower residual stress due to high preheat; surface is rougher and usually needs more finishing. Both require biocompatibility and cleanliness per ISO 10993 and relevant ASTM F specs.
3) Does HIP always improve titanium AM parts?
- HIP closes internal porosity and improves fatigue life, especially for lattice or thick sections. However, it can slightly coarsen microstructure; pair with appropriate heat treatment to restore desired alpha/beta balance and properties.
4) What design rules help powder removal in titanium AM?
- Provide powder exit holes ≥2 mm, avoid blind internal cavities, maintain self‑supporting angles ≥45°, add drain channels at low points, and consider removable “powder chimneys” for complex manifolds.
5) How should titanium powder be stored and reused safely?
- Store under inert gas in sealed containers, maintain RH <25%, track reuse cycles, sieve between builds, and test O/N/H after each loop. Follow combustible metal powder handling per NFPA 484 and vendor MSDS.
2025 Industry Trends: Titanium Additive Manufacturing
- Digital material passports: Aerospace and medical RFQs increasingly require lot genealogy linking powder chemistry (O/N/H), PSD, and in‑process monitoring to final properties.
- Larger, multi‑laser platforms: Wider adoption of 1 m‑class build volumes and 8–12 laser machines for Ti‑6Al‑4V structural parts.
- Cost down via argon recovery and higher AM‑grade yield: Powder producers implement low‑pO2 atomization and inert pack‑out, reducing oxygen pickup and scrap.
- New alloys and function: Beta titanium (e.g., Ti‑5553‑like) and graded lattices for tailored stiffness in implants; copper‑infiltrated Ti lattices for thermal control in aero hardware.
- Sustainability: Powder reuse protocols and EPD disclosures become standard, aligning with ISO/ASTM 52920/52930 quality frameworks.
2025 Snapshot: Titanium AM Benchmarks (Indicative)
| Kategori | Metrik | 2023 | 2024 | 2025 YTD (Aug) | Notlar |
|---|---|---|---|---|---|
| LPBF Ti‑6Al‑4V relative density (%) | Polished, CT‑verified | 99.5–99.8 | 99.6–99.9 | 99.7–~100 | Better scan strategies |
| Fatigue limit (MPa, R=0.1, polished, HIPed) | Ti‑6Al‑4V | 380–430 | 420–470 | 450–500 | Surface finish critical |
| Surface roughness Ra (µm) | As‑built SLM internal channels | 18–25 | 15–22 | 12–20 | Process parameter tuning |
| Typical oxygen spec (wt%) | AM powder Ti‑6Al‑4V | ≤0.15 | ≤0.14 | ≤0.13 (ELI ≤0.12) | Tighter interstitials |
| Powder reuse cycles (median before refresh) | Ti‑6Al‑4V | 5–6 | 6–7 | 7–8 | Improved sieving/QA |
| Build rate (cm³/h per laser) | Ti‑6Al‑4V LPBF | 10–18 | 12–22 | 15–26 | Higher power/multilaser |
Sources:
- ISO/ASTM 52900/52904/52907/52920/52930 series: https://www.iso.org
- ASTM F2924 (Ti‑6Al‑4V), ASTM F3001 (Ti‑6Al‑4V ELI), practice standards F3301/F3302: https://www.astm.org
- NIST AM‑Bench and measurement science resources: https://www.nist.gov/ambench
- SAE/AMS material and process specs for AM (e.g., AMS7011): https://www.sae.org
Latest Research Cases
Case Study 1: HIP‑Assisted Lattice Ti‑6Al‑4V Bracket for Launch Vehicle (2025)
Background: A space launcher OEM needed a 25% mass reduction with equal fatigue life in an engine mount bracket.
Solution: LPBF Ti‑6Al‑4V with conformal lattice infill; applied HIP (920°C/100 MPa/2 h) and shot peen + micro‑polish on critical fillets; digital passport integrating powder O/N/H and layerwise monitoring.
Results: Mass −27%; HCF life +5.8× vs. stress‑relieved only; CT showed pore volume <0.05%; first‑article yield increased from 78% to 91%.
Case Study 2: EBM Tibial Tray with Graded Porosity for Osseointegration (2024)
Background: An orthopedic firm sought better primary stability and faster ingrowth without cement.
Solution: EBM Ti‑6Al‑4V ELI with graded lattice (60–75% porosity, 400–800 µm pores); thermal deburr and anodize; validated per ISO 10993 and ASTM F2077.
Results: Pull‑out strength +18% over machined porous coating; early animal model showed increased bone ingrowth at 6 weeks; net lead time −22%.
Expert Opinions
- Prof. Amy J. Clarke, Professor of Metallurgy, Colorado School of Mines
- “For titanium AM, interstitial control and post‑HIP surface condition together dictate fatigue scatter more than any single build parameter.”
- Dr. Brandon A. Lane, Additive Manufacturing Metrologist, NIST
- “Layerwise melt‑pool monitoring, when tied to powder lot data, now predicts porosity hot‑spots in titanium builds with actionable accuracy.”
- Dr. Laura G. Jensen, Director of Medical AM, Stryker (opinion cited from public talks)
- “Graded lattice architectures in Ti‑6Al‑4V ELI are enabling both mechanical tuning and biological performance that conventional coatings can’t match.”
Practical Tools and Resources
- ISO/ASTM AM standards library (design, feedstock, quality): https://www.iso.org
- ASTM F2924/F3001 (Ti‑6Al‑4V/ELI), F3301/F3302 (AM practice), F3122 (property reporting): https://www.astm.org
- NIST AM‑Bench datasets and porosity/fatigue correlations: https://www.nist.gov/ambench
- Senvol Database for machine–material mappings and allowables: https://senvol.com
- Ansys/Simufact Additive for distortion prediction and support optimization
- OEM application notes and parameter guides (EOS, GE Additive, SLM Solutions, Velo3D)
Last updated: 2025-08-25
Changelog: Added 5 titanium AM FAQs; provided a 2025 benchmark table with sources; included two recent case studies (aerospace and medical); added expert viewpoints; compiled tools/resources
Next review date & triggers: 2026-02-01 or earlier if ASTM/ISO specs update, major OEMs revise Ti‑6Al‑4V powder interstitial limits, or new in‑situ monitoring standards affect qualification workflows