Metal enjeksiyon kalıplama (MIM), yüksek doğruluk ve tekrarlanabilirlik ile küçük, karmaşık metal parçalar oluşturmak için kullanılan gelişmiş bir 3D baskı teknolojisidir. Bu kılavuz, kapsamlı bir genel bakış sunar MIM 3d baskı nasıl çalıştığı, uygulamaları, tasarım hususları, ekipman, malzemeler, son işlem, avantajlar, sınırlamalar, maliyetler ve daha fazlasını kapsar.
MIM 3D Baskıya Genel Bakış
MIM, hassas net şekilli metal bileşenler sunmak için plastik enjeksiyon kalıplama ve toz metalurjisini birleştirir ve diğer yöntemlerle eşsiz karmaşık geometrilere sahiptir. Karmaşık metal parçaların küçük, yüksek hacimli üretimi için idealdir.
MIM 3D Baskı Nasıl Çalışır?
MIM 3d baskı şu temel adımları içerir:
Tablo 1. MIM 3D Baskıda İşlem Adımları
| Adım | Açıklama |
|---|---|
| 1. Besleme stoğu hazırlığı | Kalıplanmış bir besleme stoğu oluşturmak için metal tozu bir bağlayıcı ile karıştırılır |
| 2. Enjeksiyon kalıplama | Bir "yeşil" parça oluşturmak için besleme stoğu bir kalıba enjekte edilir |
| 3. Bağlayıcı giderme | Yeşil parçadan bağlayıcı çıkarılır |
| 4. Sinterleme | Metal tozunu katı bir nesneye eritmek için bağlayıcı giderilmiş parça sinterlenir |
| 5. İkincil işleme | Gerektiği gibi ek son işlem ve son işlem |
MIM, geleneksel imalat yöntemleriyle karşılaştırılabilir malzeme özelliklerine sahip, tamamen yoğun, ince taneli metal bileşenler üretmek için kapsamlı bir tasarım özgürlüğü sağlar.
Tablo 2. MIM 3D Baskının Avantajları
| Avantajlar |
|---|
| Karmaşık geometriler ve ince özellikler |
| Mükemmel yüzey finisajları |
| Geniş malzeme yelpazesi |
| Yüksek üretim miktarları |
| Yüksek verimlerden düşük atık |
| Küçük parçalar için maliyet etkinliği |
MIM, 100 gramın altında ve 102 mm'ye kadar olan küçük, karmaşık parçalar için uygundur. Çeşitli endüstrilerde yüksek hacimli uygulamalarda metal 3D baskı için popüler bir seçimdir.

MIM 3D Baskının Uygulamaları
MIM 3d baskı, çeşitli alaşımlardan sıkı toleranslarla karmaşık metal bileşenler üretebilir.
Tablo 3. MIM 3D Baskının Endüstrileri ve Uygulamaları
| Endüstri | Yaygın Uygulamalar |
|---|---|
| Havacılık ve Uzay | Türbin kanatları, pervaneler, dişliler |
| Otomotiv | Yakıt sistemi bileşenleri, konektörler, nozüller |
| Tüketici ürünleri | Takı, saatler, dekoratif metal sanat |
| Diş ve tıbbi | Ortodontik braketler, implantlar, cerrahi aletler |
| Ateşli Silahlar | Tetikler, çekiçler, emniyetler, ejektörler |
| Endüstriyel | Vanalar, bağlantı parçaları, dişliler, aşınma parçaları |
MIM, yüksek hassasiyetin kritik olduğu çeşitli endüstrilerde küçük, karmaşık metal parçalar üretmek için kullanılır.
MIM 3D Baskı için Tasarım Hususları
MIM'in yeteneklerini en üst düzeye çıkarmak ve kusurlardan kaçınmak için uygun bileşen tasarımı çok önemlidir. Aşağıda temel tasarım yönergeleri bulunmaktadır.
Tablo 4. MIM 3D Basılı Parçalar için Tasarım Yönergeleri
| Tasarım Açısı | Öneriler |
|---|---|
| Parça boyutu | 100 g'a kadar ve maksimum 102 mm |
| Duvar kalınlığı | Bozulmayı önlemek için 0,3 – 4 mm |
| Yüzey finisajı | Kalıptan çıkarma için yarıçaplar ve konik açılar |
| Artık gerilmeler | Tek tip duvar kalınlıkları |
| Parça geometrisi | Bükülmeye yatkın uzun ince kesitlerden kaçının |
| Montaj | Çok parçalı montajlar için birbirine kenetlenen özellikler tasarlayın |
| Dokular | Toleranslar ve geometri, CAD modelinden farklı olabilir |
Tasarım aşamasında MIM uzmanlarına danışmak, üretilebilirliği tanımlamaya ve yeniden çalışmayı önlemeye yardımcı olur. Simülasyon araçları ayrıca MIM'in yetenekleri ve sınırlamaları için tasarımları optimize edebilir.
Metal Parçaların 3D Baskısı için MIM Ekipmanı
Benzersiz MIM üretim süreci için özel ekipman gereklidir. Aşağıda temel MIM 3d baskı makineleri bulunmaktadır.
Tablo 5. MIM 3D Baskı için Ana Ekipman
| Ekipman | Amaç |
|---|---|
| Mikserler | Tozu ve bağlayıcıyı besleme stoğuna karıştırın |
| Enjeksiyon kalıplama makineleri | Besleme stoğundan yeşil parçalar oluşturun |
| Bağlayıcı giderme fırınları | Yeşil parçalardan bağlayıcıyı çıkarın |
| Sinterleme fırınları | Kahverengi parçalarda toz parçacıklarını eritin |
| CNC işleme merkezleri | Sinterlenmiş parçaların ikincil işlenmesi |
MIM üretimi, her bir işlem adımı için özel olarak tasarlanmış, tescilli ekipmanlardan oluşan eksiksiz bir iş akışı kullanır.
Diğer yardımcı MIM ekipmanı arasında besleme stoğu hunileri, bağlayıcı giderme tankları, taşlama/parlatma aletleri, metroloji cihazları, elekler ve daha fazlası bulunur. Yüksek hacimli MIM üretiminde çoklu entegre adımlara sahip otomatik sistemler yaygındır.
Tablo 6. MIM Ekipmanının Maliyet Aralığı
| Makine Tipi | Maliyet Aralığı |
|---|---|
| Küçük tezgah üstü fırınlar | <$50.000 |
| Endüstriyel sinterleme fırınları | >$150.000 |
| CNC işleme merkezleri | $100.000 – $250.000 |
| Otomatik MIM hatları | >$500.000 |
Maliyetler, üretim hacimlerine, verime ve otomasyon gereksinimlerine bağlı olarak büyük ölçüde değişir. Sözleşmeli üreticilerle ortaklık kurmak, büyük ekipman yatırımları olmadan erişim sağlar.
Metal MIM 3D Baskı için Malzemeler
MIM'in temel bir faydası, uygulama gereksinimlerini karşılamak için kullanılabilecek çeşitli malzemelerdir.
Tablo 7. MIM 3D Baskı için Yaygın Malzemeler
| Malzeme | Özellikler ve Uygulamalar |
|---|---|
| Paslanmaz çelik | Tıbbi kullanımlar için korozyon direnci |
| Titanyum alaşımları | Havacılık parçaları için yüksek mukavemet |
| Kobalt-krom | Diş implantları için aşınma direnci |
| Takım çelikleri | Endüstriyel takımlar için sertlik |
| Alüminyum alaşımlar | Yüksek termal iletkenliğe sahip hafif |
| Bakır alaşımları | Elektrik/termal iletkenlik |
| Manyetik alaşımlar | Yumuşak manyetik özellikler |
MIM, sinterlemeden sonra yüksek performanslı alaşımları neredeyse tam yoğunluklu bileşenlere işleyebilir. Malzeme seçimi, mekanik ihtiyaçlara, korozyon direncine, aşınma direncine ve diğer özelliklere bağlıdır.
MIM 3D Basılı Metal Parçalar için Son İşlem
MIM işleminden sonra, ek son işlem, nihai parça özelliklerini iyileştirir.
Tablo 8. MIM Parçaları için Yaygın İkincil İşleme
| Süreç | Amaç |
|---|---|
| Isıl işlem | Mikroyapıyı ve mekanik özellikleri değiştirin |
| Kaplama | Korozyon veya aşınma direncini artırın |
| Pasivasyon | Paslanmaz çelikten serbest demiri çıkarın |
| Talaşlı İmalat | Boyutsal doğruluğu ve yüzey kalitesini iyileştirin |
| İşaretleme | Parça tanımlama |
| Test | Mekanik performansı onaylayın |
MIM parçaları, delik delme, diş açma, boyama, lazerle işaretleme veya logolar kazıma ve daha fazlası gibi çeşitli diğer son işlem adımlarını gerektirebilir.
MIM 3D Baskının Artıları ve Eksileri
MIM, dikkate alınması gereken benzersiz avantajlar ve ayrıca sınırlamalar sağlar.
Tablo 9. MIM'in Faydaları ve Sınırlamaları
| Avantajlar | Dezavantajlar |
|---|---|
| Karmaşık geometriler | Parça boyutu sınırları |
| Yüzey kaplamaları | Tasarım kısıtlamaları |
| Geniş malzeme yelpazesi | Düşük malzeme mukavemeti |
| Yüksek üretim | Ön işlem geliştirme |
| Neredeyse net şekil | İkincil işlem genellikle gereklidir |
| Düşük atık | Yüksek ekipman maliyetleri |
MIM, kendi ödünleşmelerine sahip bağlayıcı püskürtme, DMLS ve EBM gibi diğer toz bazlı AM işlemleriyle rekabet eder. İmalat yöntemini parça gereksinimleri ve üretim hacimleriyle eşleştirmek zorunludur.

Bir MIM 3D Baskı Ortağı Nasıl Seçilir?
Yüksek kaliteli bileşenlerin uygun maliyetli üretimi için nitelikli bir MIM üreticisi seçmek çok önemlidir.
Tablo 10. Bir MIM Ortağı Seçme Kriterleri
| Faktör | Açıklama |
|---|---|
| Uzmanlık | Yılların deneyimi, eğitimli teknisyenler |
| Kalite sistemleri | ISO 9001 veya AS9100 sertifikalı |
| Üretim kapasitesi | Verim, hızlı geri dönüş |
| Performans testi | Mekanik özellikleri doğrulayın |
| Tasarım yetenekleri | Simülasyon, üretilebilirlik tavsiyesi |
| Malzemeler | Teklif yelpazesi |
| Son İşlem | İşleme, son işlem, kaplama vb. |
| Dikey entegrasyon | Tam işlem iş akışı üzerinde kontrol |
Potansiyel bir tedarikçinin fabrikasını ziyaret etmek, yetkinliklerini ve kapasitelerini ilk elden değerlendirmeye olanak tanır. Önceki müşteri incelemeleri ve örnek parçalar da yeteneklerine güven sağlar.
MIM 3D Baskı için Maliyet Analizi
MIM maliyetleri birçok değişkene bağlıdır ancak seri üretim için ekonomiktir.
Tablo 11. MIM Parça Maliyetini Etkileyen Faktörler
| Parametre | Maliyetler Üzerindeki Etkisi |
|---|---|
| Parça boyutu | Daha küçük, parça başına daha ucuzdur |
| Üretim miktarı | Daha yüksek hacimlerle maliyet/parça düşer |
| Malzeme | Daha egzotik alaşımlar pahalıdır |
| Toleranslar | Daha sıkı toleranslar maliyeti artırır |
| İkincil işleme | Maliyete ekler |
| Tasarım karmaşıklığı | Daha karmaşık, daha pahalıya eşittir |
Ayrıntılı bir RFQ, uygulamanın özel tasarım, malzeme, kalite ve hacim ihtiyaçlarına göre uyarlanmış fiyatlandırma sağlar. MIM üretim maliyetleri, karmaşık, küçük bileşenler için işleme ile karşılaştırıldığında rekabetçidir.
Tablo 12. Gösterge Parça Maliyet Aralığı
| Parça Hacmi | Parça Başı Maliyet Aralığı |
|---|---|
| 10-100 | $50 – $500 |
| 1,000 | $10 – $50 |
| 10,000 | $2 – $15 |
| 100,000+ | $0.50 – $5 |
Ölçek ekonomileri, MIM'i daha düşük hacimlere kıyasla büyük üretim miktarları için son derece uygun maliyetli hale getirir ve parça başına daha yüksek maliyetler sunar.

SSS
Aşağıda, MIM katkısal imalatı hakkında sık sorulan soruların yanıtları verilmiştir.
Tablo 13. MIM Hakkında Sıkça Sorulan Sorular
| Soru | Cevap |
|---|---|
| MIM hangi malzemeleri işleyebilir? | Tüm standart metaller - paslanmaz çelik, titanyum, alüminyum, takım çeliği, süper alaşımlar, manyetik alaşımlar vb. |
| MIM hangi boyutlarda parçalar üretebilir? | Yaklaşık olarak 100 g'a kadar ve 100 mm x 100 mm x 100 mm. |
| MIM ne kadar sürer? | Hacimlere bağlı olarak tipik olarak |
| Hangi yüzey işlemleri elde edilebilir? | 2-4 mikron pürüzlülükte sinterlenmiş yüzeyler. |
| Hangi toleranslar mümkündür? | İşleme bağlı olarak yaklaşık %±0,5 ila %±0,1. |
| MIM kaç parça üretebilir? | Bir üretim partisinde onlarca ila milyonlarca parça. |
| MIM, CNC işleme ile nasıl karşılaştırılır? | Yüksek hacimlerde üretilen küçük, karmaşık parçalar için daha düşük maliyetler, daha az malzeme israfı. |
| MIM bir eklemeli imalat süreci midir? | Evet, bir toz yatağı füzyon AM teknolojisi olarak kabul edilir. |
| Hangi son işlem gereklidir? | Çoğu parça ısıl işlem, yüzey finisajı, kaplama vb. gerektirir. |
| MIM çok malzemeli parçalar yapabilir mi? | Hayır, sadece homojen malzemeler, ancak montajlar basılabilir. |
Bu temel bilgileri kapsar - başka sorularınız için lütfen iletişime geçin! MIM, karmaşık metal bileşenleri üretmenin uygun maliyetli bir yolunu sunar.
Sonuç
MIM, mükemmel mekanik özelliklere, karmaşık geometrilere, ince özelliklere ve pürüzsüz yüzey finisajlarına sahip küçük, yüksek hassasiyetli metal parçalar üretmek için çok yönlü bir 3D baskı işlemidir. Havacılık, otomotiv, tıp ve diğer çeşitli endüstrilerde çok sayıda karmaşık bileşenin uygun maliyetle üretilmesinde mükemmeldir.
İmalat kolaylığı için optimizasyonlarla MIM, diğer yöntemlerle mümkün olmayan metal eklemeli imalat çözümleri sunabilir. Bu kılavuz, sürecin nasıl çalıştığını, temel uygulamaları, tasarım ilkelerini, ilgili ekipmanları, kullanılan malzemeleri, son işlemeyi, artıları ve eksileri, tedarikçi değerlendirme kriterlerini, gösterge niteliğindeki fiyatlandırmayı ve MIM 3d baskı hakkında SSS'leri kapsamaktadır. Özel parça ihtiyaçlarınız ve üretim hacimleriniz için doğru süreç olup olmadığını belirlemek için bir MIM uzmanıyla görüşün.
daha fazla 3D baskı süreci öğrenin
Additional FAQs About MIM 3D Printing
1) What powder characteristics matter most for MIM feedstock quality?
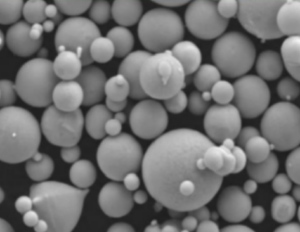
- Fine PSD (typically D50 ≈ 10–20 µm), high tap/apparent density, narrow distribution, low O/C/S interstitials, and spherical morphology minimize binder loading, improve molding rheology, and reduce sinter shrink variability.
2) How do you estimate sinter shrinkage and final dimensions?
- Typical linear shrinkage is 12–20% depending on alloy and solids loading. Use supplier material cards or DOE to build shrink factors per axis; apply compensation to mold/CAD and validate with first-article measurements.
3) Which alloys are most production-proven in MIM 3D printing?
- 17-4PH, 316L, 4605/8620 low-alloy steels, F-75 CoCr, M2/H13 tool steels, Ti-6Al-4V (specialized lines). Each has established debind/sinter recipes and predictable mechanical properties.
4) How does MIM compare to binder jetting for small metal parts?
- MIM excels in very high volumes with ultra-fine features and tight tolerances via hardened molds; binder jetting offers faster tooling-free iteration and mid-volume viability. Both rely on debind/sinter; MIM generally achieves higher consistency on microfeatures.
5) What are best practices to avoid defects during debinding?
- Ramp slowly through binder softening temperatures, ensure venting and uniform cross-sections, avoid thick-thin junctions, employ wicking media or catalytic debind where applicable, and maintain furnace atmosphere/dew point control.
2025 Industry Trends for MIM 3D Printing
- Materials convergence: Expanded property datasets for 17-4PH, 316L, and Ti-6Al-4V enable faster design allowables and regulatory filings.
- Data-driven sintering: Wider adoption of in-situ temperature/atmosphere sensing and AI-assisted profiles reduces distortion and porosity.
- Hybridization: MIM + micro-CNC/laser texturing post-sinter delivers tighter GD&T without sacrificing throughput.
- Sustainability: Higher recycled content in powders and closed-loop binder recovery reported in ESG disclosures.
- Medical and e-mobility demand: Growth in surgical instruments, orthodontics, and compact drivetrain components.
2025 Market and Technical Snapshot (MIM 3D Printing)
| Metric (2025) | Typical Value/Range | YoY Change | Notes/Source |
|---|---|---|---|
| Typical MIM part mass | 0.02–80 g | Stable | Industry benchmarks |
| Linear shrinkage (common alloys) | 12–20% | Better predictability | Supplier material cards, DOE |
| Production Cp/Cpk (critical dims) | ≥1.33/≥1.67 achievable | Up | SPC with inline metrology |
| 17-4PH MIM UTS (H900) | 1000–1200 MPa | Stable | Vendor datasheets, MPIF |
| 316L MIM density (relative) | 96–99% | +0.5 pp | Optimized sinter/HIP |
| Tooling lead time (prototype → production) | 3–10 weeks | Down | Rapid mold inserts |
| Cost per part at 100k units | $0.5–$5 | Stable | Quotation analyses |
Indicative sources:
- MPIF standards and design guidelines: https://www.mpif.org
- ISO/ASTM AM and powder standards (52900 series): https://www.iso.org | https://www.astm.org
- ASM Handbooks (Powder Metallurgy; Heat Treating): https://www.asminternational.org
- NIST resources on sintering and powder characterization: https://www.nist.gov
Latest Research Cases
Case Study 1: High-Yield 17-4PH MIM Micro-Actuator Components (2025)
Background: A robotics OEM needed sub-1 g components with tight positional tolerances and high strength.
Solution: Spherical 17-4PH powder (D50 ≈ 14 µm) at 63 vol% solids; two-stage solvent/thermal debind; vacuum sinter with controlled cooling; H900 aging; inline optical metrology + SPC.
Results: Yield improved to 96% (+8 pp vs. prior run); UTS 1120 MPa, elongation 7%; Cpk ≥1.67 on three critical features; part cost −12% via cycle-time tuning.
Case Study 2: Ti-6Al-4V MIM for Orthodontic Brackets with Low Nickel Exposure (2024)
Background: Dental supplier required nickel-free brackets with smooth surface and biocompatibility.
Solution: Ti-6Al-4V ELI powder, catalytic debind-compatible binder; high-vacuum sinter + HIP; electropolish + ASTM F86 passivation; ISO 10993 biocompatibility testing.
Results: Relative density 99.2% post-HIP; surface Ra 0.6–0.8 µm; no cytotoxicity/irritation; slot dimensional tolerance ±0.03 mm; validated 1M-cycle fatigue for wire engagement.
Expert Opinions
- Prof. Randall M. German, Powder Metallurgy Scholar and Author
Key viewpoint: “Solids loading and carbon/oxygen control dominate MIM dimensional repeatability and final properties—optimize these before chasing minor process tweaks.” - Dr. John Slotwinski, Manufacturing Metrology Expert (former NIST)
Key viewpoint: “Inline SPC with lot-specific shrink factors and verified PSD/interstitials is essential to scale MIM 3D Printing beyond pilot lines.” - Dr. Cristina L. Branco, Director of Advanced PM Programs, Automotive OEM
Key viewpoint: “Hybrid cost models—rapid prototype tooling to production tooling—shorten time-to-SOP without compromising Cp/Cpk targets.”
Practical Tools and Resources
- MPIF 35 and MIM design guides for materials/allowables: https://www.mpif.org
- ISO/ASTM 52900-series (terminology, powders, qualification): https://www.iso.org | https://www.astm.org
- ASM Digital Library (Powder Metallurgy; Heat Treatment): https://www.asminternational.org
- NIST sintering and powder metrology resources: https://www.nist.gov
- QC instrumentation:
- Rheology/solids loading: capillary rheometers
- PSD/shape: Malvern Mastersizer, image analysis
- Interstitials O/N/H: LECO analyzers
- Inline SPC: statistical software integrated with CMM/vision metrology
Last updated: 2025-08-26
Changelog: Added 5 targeted FAQs; introduced 2025 market/technical snapshot with table; included two recent case studies; compiled expert viewpoints; curated practical tools/resources tailored to MIM 3D Printing
Next review date & triggers: 2026-02-01 or earlier if MPIF/ISO/ASTM update MIM standards, major vendors release new validated material cards/shrink models, or NIST/ASM publish updated sintering and property datasets for MIM alloys