Pó de aço inoxidável AISI 316L O aço inoxidável 316L é um material altamente versátil usado em vários setores por sua excelente resistência à corrosão, propriedades mecânicas e soldabilidade. Este artigo fornece uma visão geral abrangente do pó de aço inoxidável 316L, cobrindo suas propriedades, métodos de produção, aplicações, fornecedores, custos, instalação, operação e manutenção.
Visão geral do pó de aço inoxidável aisi 316l
O pó de aço inoxidável 316L é uma variação do aço inoxidável 316 que contém baixo teor de carbono para minimizar a precipitação de carboneto durante a soldagem. O "L" indica o menor teor de carbono em comparação com o aço 316 padrão. A composição é fornecida abaixo:
Tabela 1: Composição química do pó de aço inoxidável 316L
| Elemento | Peso % |
|---|---|
| Ferro (Fe) | Equilíbrio |
| Cromo (Cr) | 16-18 |
| Níquel (Ni) | 10-14 |
| Molibdênio (Mo) | 2-3 |
| Manganês (Mn) | ≤ 2 |
| Silício (Si) | ≤ 1 |
| Carbono (C) | ≤ 0.03 |
| Fósforo (P) | ≤ 0.045 |
| Enxofre (S) | ≤ 0.03 |
| Nitrogênio (N) | ≤ 0.1 |
Os principais destaques do aço inoxidável 316L são:
- Excelente resistência à corrosão, comparável ao aço de grau 316
- Melhor capacidade de soldagem e redução dos efeitos de sensibilização
- Pode ser prontamente soldado sem pré-aquecimento
- Resiste à corrosão por pites e fendas em ambientes agressivos
- Alta resistência e retenção de dureza em temperaturas elevadas
- Facilmente fabricado em várias peças usando a metalurgia do pó
- Estrutura austenítica não magnética
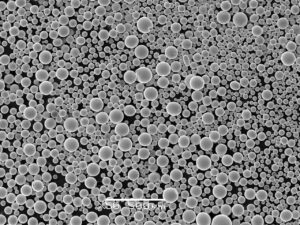
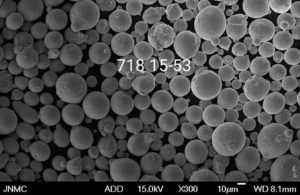
O pó 316L oferece as mesmas vantagens da liga 316L a granel na forma de pó adequado para a manufatura aditiva ou para a produção de peças de metalurgia do pó. A morfologia fina do pó permite a produção de componentes complexos em forma de rede sem usinagem extensiva.
Tabela 2: Propriedades físicas do pó de aço inoxidável 316L
| Propriedades | Unidade | AÇO INOXIDÁVEL 316L |
|---|---|---|
| Densidade | g/cm3 | 7.9 |
| Ponto de fusão | °C | 1375-1400 |
| Condutividade térmica | W/m-K | 16.3 |
| Resistividade elétrica | μΩ-cm | 72 |
| Módulo de elasticidade | GPa | 193 |
| Índice de Poisson | – | 0.30 |
| Capacidade térmica específica | J/g-°C | 0.50 |
Métodos de produção de pó de aço inoxidável aisi 316l
O pó de aço inoxidável 316L pode ser produzido usando os seguintes métodos:
Tabela 3: Métodos de produção de pó de aço inoxidável 316L
| Método | Descrição | Características |
|---|---|---|
| Atomização de gás | Fluxo de aço fundido quebrado em gotículas finas e rapidamente solidificado por gás inerte | Pó esférico, boa fluidez, alta pureza |
| Atomização da água | Fluxo de aço fundido quebrado em gotículas por jato de água de alta pressão | Pó irregular, alto teor de oxigênio |
| Atomização por plasma | Fluxo de aço fundido atomizado em gotículas mais finas por tocha de plasma | Pó esférico muito fino, composições de liga |
| Liga mecânica | Pós elementares/prealizados moídos para obter a composição da liga | Pó irregular, risco de contaminação |
| Eletrólise | Processo eletrolítico aquoso para depositar pó de liga | Pó dendrítico, alta pureza |
| Moldagem por injeção de metal | Pós finos misturados com aglutinantes e moldados por injeção | Controle sobre a forma e o tamanho |
A atomização a gás é preferida para aplicações de manufatura aditiva devido à morfologia esférica e à superfície lisa dos pós. Os métodos de liga mecânica e eletrólise permitem a produção de composições de liga personalizadas. O método de produção de pó controla características como o formato da partícula, a distribuição do tamanho, a fluidez, a pureza e a microestrutura.

Aplicações do pó de aço inoxidável aisi 316l
Algumas das principais aplicações do pó de aço inoxidável 316L incluem:
Tabela 4: Aplicações do pó de aço inoxidável 316L
| Setor | Formulários |
|---|---|
| Aeroespacial | Componentes do motor, conexões, fixadores, suportes |
| Automotivo | Válvulas, pistões, componentes de escapamento, grampos, molas |
| Química | Tubos, vasos, bombas, válvulas, flanges, acessórios |
| Petróleo e gás | Ferramentas de fundo de poço, colares de perfuração, peças de cabeça de poço, árvores de Natal |
| Médico e odontológico | Implantes, instrumentos cirúrgicos, próteses |
| Processamento de alimentos | Vasos, tubos, válvulas, conexões, fixadores |
| Marinha | Eixos de hélice, peças de motores a diesel, equipamentos de convés |
| Manufatura aditiva | Produção de peças aeroespaciais, automotivas e médicas |
Os principais motivadores do uso do pó 316L são a resistência à corrosão, a capacidade de suportar a exposição prolongada a ácidos, solventes, sais ou cloretos, a estabilidade em altas temperaturas e a biocompatibilidade para implantes e dispositivos médicos. Os componentes fabricados com a metalurgia do pó 316L também têm propriedades isotrópicas, diferentemente das ligas forjadas ou fundidas.
Especificações para pó de aço inoxidável aisi 316l
O pó 316L usado em várias aplicações deve estar em conformidade com as especificações de material e processo abaixo:
Tabela 5: Especificações do pó de aço inoxidável 316L
| Parâmetro | Especificação |
|---|---|
| Grau da liga | 316L conforme ASTM A240 |
| Forma da partícula | Predominantemente esférico |
| Tamanho da partícula | 15-45 mícrons |
| Densidade aparente | > 90% de densidade teórica |
| Densidade da torneira | ≥ 4 g/cm3 |
| Taxa de fluxo | ≤ 25 s/50 g |
| Conteúdo de carbono | ≤ 0,03 wt% |
| Teor de oxigênio | ≤ 0,1 wt% |
| Teor de nitrogênio | ≤ 0,1 wt% |
| Teor de hidrogênio | ≤ 0,015 wt% |
| Óxido de superfície | Camada passivadora fina |
| Microestrutura | Austenítico, grãos equiaxiais |
A distribuição do tamanho das partículas depende do método de aplicação pretendido, como fusão de leito de pó a laser, jato de aglutinante ou moldagem por injeção de metal. Tamanhos de partículas mais finos permitem maior resolução, mas menor fluidez.
Considerações de projeto para pó de aço inoxidável aisi 316l
Vários fatores de projeto devem ser considerados ao projetar componentes com pó 316L:
Tabela 6: Considerações sobre o projeto do componente de pó 316L
| Parâmetro | Recomendações |
|---|---|
| Espessura da parede | ≥ 1 mm para AM baseada em laser |
| Acabamento da superfície | Dependendo do processo de AM, pode ser necessária a pós-usinagem |
| Tolerâncias | ± 0,1-0,3% com AM, maior para a metalurgia do pó |
| Orientação | A direção da construção pode afetar as propriedades |
| Suportes | Necessário em AM, minimize as saliências |
| Características do furo | ≥ 1 mm de diâmetro, evite furos cegos |
| Canais internos | ≥ 1 mm de largura, evite vãos longos sem suporte |
| Texto em relevo/gravado | ≥ 1 mm de altura, evite detalhes finos |
| Cantos afiados | Redondo com raio de 1 mm |
O projeto do componente deve levar em conta as limitações do processo específico de manufatura aditiva a ser usado e facilitar o pós-processamento, como prensagem isostática a quente, tratamento térmico, acabamento de superfície, etc. Também devem ser avaliadas as otimizações de projeto, como treliças, redução de peso e consolidações.
Fornecedores e custos do pó de aço inoxidável aisi 316l
Alguns dos principais fornecedores globais de pó de aço inoxidável 316L incluem:
Tabela 7: Fornecedores de pó de aço inoxidável 316L
| Empresa | Localização | Métodos de produção |
|---|---|---|
| Sandvik | Suécia | Atomização de gás |
| Tecnologia Carpenter | EUA | Atomização de gás |
| Praxair | EUA | Atomização de gás |
| Höganäs | Suécia | Atomização da água |
| Pó CNPC | China | Atomização de gás |
Tabela 8: Faixa de preço do pó de aço inoxidável 316L
| Grau de pó | Tamanho da partícula | Faixa de preço |
|---|---|---|
| 316L | 15-45 mícrons | $50-$120/kg |
| Plasma atomizado 316L | 15-45 mícrons | $80-$250/kg |
| Gás atomizado 316L | 5-15 mícrons | $100-$500/kg |
Os preços variam de acordo com a distribuição do tamanho das partículas, o método de produção, os níveis de pureza, o fornecedor e o volume de compra. Os pós atomizados a plasma e os pós atomizados a gás mais finos têm preços mais altos devido ao controle preciso das características do pó.
Instalação de componentes à base de pó 316L
O processo de instalação de componentes à base de pó 316L depende do processo de fabricação:
Tabela 9: Métodos de instalação do componente em pó 316L
| Método | Procedimento de instalação |
|---|---|
| Manufatura aditiva | Pós-processamento, como remoção de suportes, alívio de tensão, usinagem antes da instalação |
| Moldagem por injeção de pó | Rebarbação, sinterização e acabamento antes da instalação |
| Metalurgia do pó | Compactação, sinterização, acabamento e inspeção antes da instalação |
Os componentes podem precisar ser unidos a outras peças ou de solda adicional no local. A resistência à corrosão, os níveis de força e a conformidade com o projeto devem ser verificados antes da instalação. O projeto adequado da junta, os selantes, os fixadores, as juntas e as almofadas de isolamento devem ser utilizados conforme necessário. O pessoal deve seguir os procedimentos de segurança aplicáveis ao manuseio, elevação e instalação de peças metálicas.
Operação e manutenção de peças 316L
Os componentes em pó 316L devem ser operados de acordo com as especificações do projeto para garantir a confiabilidade do desempenho:
Tabela 10: Diretrizes de operação do componente de pó 316L
| Parâmetro | Recomendações |
|---|---|
| Temperatura operacional | Até 700°F para serviço prolongado |
| Classificação de pressão | ~20.000 psi |
| Cargas | Dentro dos limites de carga do projeto |
| Ciclos térmicos | Evitar condições de fadiga térmica excessiva |
| Exposição corrosiva | Evite a exposição prolongada a cloretos >150°F |
Aconselha-se a manutenção de rotina:
- Inspecionar quanto a danos, rachaduras, desgaste
- Verifique se há vazamentos, corrosão do OD, depósitos
- Teste de integridade mecânica
- Limpar superfícies, remover depósitos
- Lubrificar as peças móveis
A substituição pode ser necessária em caso de degradação do pó, fragilização, fadiga ou outros modos de falha. O pessoal deve ter cuidado ao manusear componentes metálicos em pó com falha devido a fraturas, detritos ou outros riscos.

Como selecionar um fornecedor confiável de pó 316L
Os compradores devem avaliar os fornecedores de pó 316L com base nos seguintes aspectos:
Tabela 11: Diretrizes para a seleção do fornecedor de pó 316L
| Parâmetro | Recomendações |
|---|---|
| Recursos de fabricação de pós | Capacidade avançada de atomização de gás ou plasma |
| Certificação de pó | Sistema de qualidade ISO 9001, AS9100 |
| Recursos de teste | Tamanho da partícula, morfologia, análise química |
| Estoque e prazos de entrega | Disponibilidade de estoque para entrega rápida |
| Conhecimento técnico | Conhecimento de metalurgia e produção de pós |
| Atendimento ao cliente | Suporte técnico e de vendas responsivo |
| Preços | Preços competitivos para a classe e o tamanho de partícula necessários |
| Logística | Capacidade de entrega nacional/internacional em tempo hábil |
Deve-se dar preferência a fornecedores respeitáveis, como Sandvik, Carpenter e Praxair, com décadas de experiência em pó. O comprador deve avaliar se o fornecedor pode fornecer consistentemente pó 316L que atenda às suas especificações a um custo razoável.
Prós e contras do pó de aço inoxidável 316L
Tabela 12: Vantagens e limitações do pó de aço inoxidável 316L
| Vantagens | Limitações |
|---|---|
| Excelente resistência à corrosão | Caro em comparação com o pó de aço carbono |
| Supera o desempenho do pó de grau 304 | Menor resistência do que as ligas de endurecimento por precipitação |
| Soldabilidade aprimorada em relação ao pó 316 | Sujeito a corrosão por pites e fendas |
| Resistência à oxidação em altas temperaturas | Requer pós-processamento após a construção do AM |
| Pode ser prontamente soldado e fabricado | Disponibilidade limitada de fornecedores e ligas |
| Biocompatível para implantes médicos | Baixa resistência à ruptura por fluência |
| A metalurgia do pó permite formas complexas | Difícil de cortar e usinar no estado endurecido |
| Peças de forma quase líquida da AM | Menor resistência à fadiga do que o produto forjado |
Para aplicações críticas, os compradores devem avaliar se a resistência superior à corrosão, a soldabilidade e a biocompatibilidade justificam o custo mais alto em relação a outros tipos de pós à base de aço inoxidável, aço para ferramentas, cobalto ou níquel. Recomenda-se testar os componentes para verificar se as peças em pó 316L atendem aos requisitos do projeto.

Pó de aço inoxidável 316L - Perguntas frequentes (FAQ)
P: Qual é a diferença entre o pó de aço inoxidável 316 e 316L?
R: O pó 316L tem menor teor de carbono (0,03%, no máximo) do que o pó 316 (0,08%, no máximo) para proporcionar melhor soldabilidade e resistência à corrosão.
P: Quais são as alternativas ao pó 316L?
R: As alternativas incluem 304L, 317L para soldabilidade; 904L, 254SMO, AL-6XN para resistência à corrosão; e 17-4PH, 15-5PH para alta resistência.
P: Qual é o melhor tamanho de pó para a fusão a laser do pó 316L?
R: O pó de 15 a 45 mícrons é recomendado para a maioria das aplicações de fusão em leito de pó a laser para equilibrar a fluidez e a resolução.
P: Quais são as impurezas típicas do pó de aço inoxidável 316L?
R: As impurezas podem incluir oxigênio, nitrogênio, hidrogênio, enxofre, carbono, silício, manganês, cromo, níquel, molibdênio, cobre e cobalto.
P: Que pós-processamento é necessário para peças 316L fabricadas aditivamente?
R: O pós-processamento inclui remoção de suportes, alívio de tensão, HIP, usinagem, retificação, polimento, passivação e testes.
P: Quais são as aplicações comuns do pó 316L?
R: Hardware marítimo, equipamentos de processamento químico, ferramentas de petróleo e gás, implantes médicos, peças de motores aeroespaciais, equipamentos de processamento de alimentos.
P: O pó 316L requer prensagem isostática a quente?
R: O HIP ajuda a melhorar a densificação, reduzir a porosidade e aprimorar as propriedades mecânicas das peças de AM 316L, mas nem sempre é obrigatório.
P: O pó de aço inoxidável 316L é suscetível à corrosão?
R: O 316L tem excelente resistência à corrosão, mas ainda é suscetível à corrosão por pite e em frestas devido à exposição prolongada ao cloreto acima de 60°C.
P: Qual é o acabamento típico da superfície das peças AM 316L como construídas?
R: Valores de rugosidade da superfície (Ra) de 10 a 25 mícrons são comuns para peças AM 316L. O pós-processamento pode melhorar esse valor para menos de 1 mícron, se necessário.
conhecer mais processos de impressão 3D
Additional FAQs: Stainless Steel AISI 316L Powder
1) What particle size and morphology are best for common processes?
- LPBF: 15–45 µm spherical (gas-atomized) for flowability and stable melt pools
- Binder jetting: 10–30 µm spherical with tight PSD for packing density
- MIM/PIM: 5–20 µm for high solids loading and smooth surfaces
- Press-and-sinter: ≤150 µm irregular (water-atomized) for green strength
2) How do oxygen and nitrogen contents affect 316L powder performance?
- Higher O/N increases oxides/nitrides, raising strength but reducing ductility and fatigue life. AM-grade 316L commonly targets O ≤ 0.10 wt% and N ≤ 0.10 wt% with controlled moisture to minimize spatter, porosity, and lack-of-fusion defects.
3) Do 316L AM parts require HIP by default?
- Not always. HIP is recommended for fatigue-critical or pressure-bearing parts to close internal porosity and improve isotropy. For noncritical brackets or housings with high relative density (>99.5%) and acceptable NDT, HIP can be optional.
4) What post-build finishing improves corrosion resistance of 316L?
- Stress relief, HIP (if required), machining, abrasive or shot peen finishing, electropolishing or chemical polishing, then nitric/citric passivation per ASTM A967 to restore a robust Cr2O3 passive film.
5) Is 316L powder suitable for chloride-rich or marine service?
- Yes, but design and operation matter. 316L resists general corrosion; however, pitting risk rises in hot chlorides (>60°C). Specify low sulfur, ensure smooth finishes/electropolish, avoid crevices, and consider molybdenum-rich variants or duplex/Super-austenitic for extreme chloride exposure.
2025 Industry Trends: Stainless Steel AISI 316L Powder
- AM qualification expands: More 316L LPBF/binder-jet parts qualified for food, medical tooling, and chemical equipment under validated QMS and NDT routes.
- Cost and throughput: Multi-laser LPBF and binder-jet sinter profiles cut cycle times 10–20%; powder reuse programs with in-line O/N/H monitoring reduce material cost.
- Sustainability: OEMs request Environmental Product Declarations (EPDs), recycled content, and closed-loop powder recovery with genealogy tracking.
- Surface integrity: Electropolish + passivation play larger roles to meet hygiene and crevice-corrosion targets in food/pharma skids.
2025 Snapshot for 316L Powder (Indicative)
| Métrico | 2023 | 2024 | 2025 até o momento (agosto) | Notas |
|---|---|---|---|---|
| Global 316L AM powder demand (kt) | ~22.5 | ~24.1 | ~25.8 | Food/pharma + tooling growth |
| AM-grade spherical 316L price (USD/kg) | 45–110 | 42–100 | 40–95 | Scale, reuse, and competition |
| Typical O spec (wt%) | ≤0.12 | ≤0.11 | ≤0.10 | Better atomization/handling |
| Avg. LPBF build-rate improvement | — | +8–12% | +10–20% | Multi-laser/scan tuning |
| Binder-jet adoption in 316L (share of 316L AM) | ~14% | ~18% | ~22% | Larger sinter platforms |
| HIP usage for pressure/medical (%) | ~65 | ~69 | ~73 | More fatigue-critical parts |
Fontes:
- ASTM/ISO AM and passivation standards: https://www.astm.org, https://www.iso.org
- MPIF and industry trackers (Context/Wohlers-type reports)
- FDA/EMA guidance for AM devices and food-contact equipment (where applicable)
- Supplier notes (Sandvik/Osprey, Carpenter Additive, Höganäs)
Casos de pesquisa mais recentes
Case Study 1: Binder-Jetted 316L Manifolds for Aseptic Processing (2025)
Background: A biopharma OEM sought lightweight, cleanable manifolds with tortuous internal channels.
Solution: Used 10–25 µm spherical 316L powder; binder jetting, optimized debind/sinter to control distortion; electropolishing + citric passivation per ASTM A967.
Results: 99.2% relative density, Ra reduced from ~8 µm as-sintered to 0.6–0.8 µm after EP; clean-in-place (CIP) time cut 30%; no rougeing after 1,000 h hot WFI exposure.
Case Study 2: LPBF 316L Heat Exchanger with Reduced Porosity via Adaptive Scan (2024)
Background: A chemical equipment supplier needed thin-walled cores with high leak tightness.
Solution: Gas-atomized 15–45 µm 316L; adaptive contour/hatch parameters, 200°C plate preheat; selective HIP for core region only.
Results: Helium leak rate ≤1×10^-9 mbar·L/s, density ≥99.7% in HIPed zones, pressure drop improved 12%, build time -11% vs. legacy settings.
Opiniões de especialistas
- Prof. Randall M. German, Powder Metallurgy Expert, San Diego State University
- “For 316L, powder flowability and PSD uniformity are primary levers for sinter shrinkage control—especially in binder jetting where dimensional scatter can dominate cost.”
- Dr. Martina Zimmermann, Head of AM Materials, Sandvik Additive Manufacturing
- “Low oxygen and stable powder genealogy directly translate to fewer lack-of-fusion defects and more consistent corrosion resistance after passivation.”
- Dr. John E. S. Stansbury, Materials Engineer, FDA (views personal)
- “Validated cleaning and passivation protocols are as critical as density for 316L components in hygiene-sensitive use; electropolished, passivated surfaces show superior pitting resistance.”
Ferramentas e recursos práticos
- ASTM F3184 (LPBF process control), ASTM F3055 (AM 316L), ASTM A967/A967M (chemical passivation), ASTM B214/B212 (flow/sieve): https://www.astm.org
- ISO/ASTM 52907 (feedstock requirements), ISO 5832-1 (surgical implant metals—stainless steels), ISO 13485 (QMS for medical devices): https://www.iso.org
- MPIF standards and design guides for PM and binder jetting: https://www.mpif.org
- NIST AM-Bench datasets for stainless steels: https://www.nist.gov/ambench
- Senvol Database for machine–material mapping: https://senvol.com
- OSHA/NIOSH combustible dust safety and metal powder handling: https://www.osha.gov, https://www.cdc.gov/niosh
- Supplier data portals: Sandvik Osprey, Carpenter Additive, Höganäs technical libraries
Última atualização: 2025-08-25
Registro de alterações: Added 5 FAQs tailored to 316L AM/PIM use; included a 2025 trends snapshot with data table and sources; provided two recent case studies; compiled expert viewpoints; listed practical standards and resources
Data e critérios da próxima revisão: 2026-02-01 or earlier if ASTM/ISO/MPIF standards update, binder-jet adoption >25% of 316L AM, or major price/demand shifts (>10%) are reported by industry trackers