Introdução
Bem-vindo ao mundo da moldagem por injeção de metal, comumente conhecida como Processo MIM. Neste artigo, exploraremos o processo MIM, sua história, aplicações, vantagens e desafios. A MIM é uma técnica de fabricação revolucionária que combina os benefícios da moldagem por injeção de plástico com a metalurgia do pó, oferecendo precisão e complexidade na produção de componentes metálicos.
O que é o processo MIM?
O processo MIM é um método de fabricação usado para criar peças metálicas complexas com alta precisão e repetibilidade. É uma solução ideal para a produção de componentes complexos em grandes quantidades sem a necessidade de usinagem extensiva. O processo MIM começa com pós metálicos finos misturados com um aglutinante para criar uma matéria-prima, que é então moldada no formato desejado.
A história do processo MIM
O processo MIM tem suas raízes no setor de moldagem por injeção de plástico, que remonta ao final do século XIX. No entanto, a aplicação do MIM em metais não ganhou atenção significativa até a década de 1970. Ao longo dos anos, os avanços em materiais, tecnologia e otimização de processos transformaram a MIM em uma técnica de fabricação comercialmente viável e amplamente utilizada.

Como funciona o processo de MIM?
Etapa 1: Preparação da matéria-prima
A primeira etapa do processo MIM envolve a preparação da matéria-prima. Os pós metálicos são combinados com um aglutinante termoplástico para criar uma mistura homogênea. Em seguida, essa mistura é peletizada, criando grânulos que estão prontos para a moldagem por injeção.
Etapa 2: Moldagem por injeção
Nesse estágio, os pellets de matéria-prima são aquecidos e injetados em uma cavidade do molde com o formato desejado. O processo de moldagem por injeção oferece a flexibilidade de criar geometrias complexas com tolerâncias rígidas.
Etapa 3: Desbobinamento
Após a moldagem por injeção, a peça verde contém o pó metálico e o aglutinante. A próxima etapa é remover o aglutinante por meio de um processo de debinding, deixando para trás uma estrutura porosa conhecida como peça marrom.
Etapa 4: Sinterização
A etapa final é a sinterização, em que a peça marrom é submetida a altas temperaturas em uma atmosfera controlada. Durante a sinterização, as partículas de metal se fundem, resultando em um componente metálico totalmente denso e de alta resistência.
Vantagens do processo MIM
O processo MIM oferece várias vantagens em relação aos métodos tradicionais de fabricação. Vamos explorar algumas delas:
Precisão e complexidade
O processo MIM permite a produção de formas e geometrias complexas com alta precisão, reduzindo a necessidade de operações secundárias e de usinagem.
Versatilidade de materiais
A MIM pode utilizar uma ampla variedade de metais e ligas, proporcionando aos projetistas a flexibilidade de escolher o material mais adequado para a aplicação.
Custo-efetividade
A MIM é uma solução econômica para a produção em massa de componentes metálicos complexos, especialmente quando comparada aos métodos tradicionais de usinagem.
Eficiência de tempo
A capacidade de criar vários componentes em um único ciclo de moldagem reduz significativamente o tempo de fabricação, tornando a MIM um processo eficiente.
Redução de resíduos
Com o mínimo de desperdício de material durante o processo MIM, ele contribui para uma abordagem de fabricação mais sustentável e ecologicamente correta.

Aplicações do processo MIM
A versatilidade e a precisão do processo MIM o tornam adequado para vários setores. Algumas das aplicações comuns incluem:
Indústria aeroespacial
O setor aeroespacial se beneficia da capacidade do MIM de criar componentes leves e de alta resistência que atendem aos rigorosos padrões do setor.
Dispositivos médicos
A MIM é amplamente utilizada na fabricação de dispositivos médicos intrincados com geometrias complexas, garantindo alta qualidade e precisão.
Componentes automotivos
O setor automotivo depende da MIM para produzir componentes como engrenagens, sensores e bicos de injeção de combustível.
Eletrônicos
A MIM encontra aplicações na fabricação de produtos eletrônicos, produzindo conectores, contatos e outros componentes miniaturizados.
Armas de fogo e defesa
No setor de armas de fogo e defesa, a MIM é usada para criar peças pequenas e complexas que contribuem para o desempenho geral do equipamento.
Comparação com os métodos tradicionais de fabricação
Moldagem por injeção vs. processo MIM
Tanto a moldagem por injeção quanto a MIM são capazes de produzir peças complexas, mas a última oferece a vantagem de trabalhar com materiais metálicos, proporcionando maior resistência e durabilidade.
Usinagem CNC vs. processo MIM
A usinagem CNC é uma manufatura subtrativa, enquanto a MIM é aditiva. O MIM pode produzir formas complexas sem o desperdício de material associado à usinagem CNC.
Metalurgia do pó vs. processo MIM
A metalurgia do pó e o MIM compartilham semelhanças, mas o processo MIM permite maior complexidade e precisão no produto final.
Desafios e limitações do processo MIM
Apesar de suas vantagens, o processo MIM tem alguns desafios e limitações que precisam ser considerados:
Restrições de material
Nem todos os metais podem ser usados no processo MIM, o que limita a variedade de materiais disponíveis para aplicações específicas.
Limitações do projeto
Determinados recursos de design podem ser difíceis de alcançar devido às limitações dos processos de moldagem e sinterização.
Acabamento de superfície e tolerância
A obtenção de tolerâncias rígidas e acabamentos de superfície específicos pode exigir etapas adicionais de pós-processamento.
Alto investimento inicial
O estabelecimento da produção MIM pode exigir muito capital, o que a torna menos adequada para produções de baixo volume.

Tendências futuras no processo MIM
Com o avanço da tecnologia, várias tendências estão moldando o futuro do processo MIM:
Materiais avançados
Há pesquisas em andamento para expandir a variedade de materiais disponíveis para o processo MIM, incluindo superligas e cerâmicas de alto desempenho.
Miniaturização
Com a demanda por componentes menores e mais complexos, é provável que a MIM seja cada vez mais utilizada em aplicações miniaturizadas.
Integração do setor 4.0
Espera-se que os conceitos do setor 4.0, como a produção orientada por dados e a automação, aumentem a eficiência e a produtividade do processo MIM.
Sustentabilidade e processo MIM
O MIM também oferece benefícios ambientais e contribui para a sustentabilidade na fabricação:
Redução da pegada de carbono
O processo MIM com eficiência energética resulta em menos emissões de gases de efeito estufa em comparação com os métodos tradicionais de fabricação.
Reciclagem e reutilização
O MIM permite a reciclagem de pós metálicos e a reutilização de materiais de sucata, reduzindo o desperdício geral.

Conclusão
O processo MIM revolucionou a maneira como os componentes metálicos complexos são fabricados. Ao combinar as vantagens da moldagem por injeção de plástico e da metalurgia do pó, o MIM oferece precisão, versatilidade de materiais, economia e redução de resíduos. Ele encontra aplicações em vários setores, incluindo aeroespacial, médico, automotivo, eletrônico, armas de fogo e defesa.
Apesar de suas vantagens, o processo MIM tem alguns desafios e limitações, como restrições de material e limitações de design. No entanto, as pesquisas e os avanços tecnológicos em andamento prometem superar essas limitações e abrir novas possibilidades para o futuro do MIM.
Na busca pela sustentabilidade, o processo MIM desempenha um papel crucial na redução da pegada de carbono da fabricação. Ao minimizar o desperdício de material e oferecer oportunidades de reciclagem, o MIM se alinha aos princípios de responsabilidade ambiental.
À medida que avançamos, o processo MIM continuará a evoluir, impulsionado por inovações em materiais, miniaturização e integração com o setor 4.0. O cenário da manufatura testemunhará a crescente proeminência do MIM como uma solução para a produção de componentes metálicos complexos.
perguntas frequentes
- Quais setores se beneficiam mais do processo MIM?
- Setores como o aeroespacial, de dispositivos médicos, automotivo, eletrônico, de armas de fogo e de defesa se beneficiam significativamente do processo MIM devido à sua capacidade de criar componentes metálicos complexos e precisos.
- Como a MIM se compara aos métodos tradicionais de fabricação, como usinagem CNC e moldagem por injeção?
- A MIM oferece vantagens distintas em relação aos métodos tradicionais, incluindo a relação custo-benefício, a redução do desperdício de material e a capacidade de produzir formas e geometrias complexas.
- O processo MIM é ecologicamente correto?
- Sim, o processo MIM contribui para a sustentabilidade ambiental ao reduzir o desperdício de material, minimizar o consumo de energia e oferecer oportunidades de reciclagem.
- Quais são as limitações do processo MIM?
- Algumas limitações incluem restrições de material, limitações de projeto, acabamento de superfície, desafios de tolerância e altos custos de investimento inicial.
- Quais são as tendências futuras no processo MIM?
- O futuro do MIM envolve avanços em materiais, miniaturização e integração com conceitos do Setor 4.0, como automação e produção orientada por dados.
conhecer mais processos de impressão 3D
Frequently Asked Questions (FAQ)
1) Which alloys are most common in the MIM process and why?
- 17-4PH, 316L, low-alloy steels (e.g., 4605), tool steels (M2, H13), soft magnetic Fe-based alloys, and CoCr. They combine fine powder availability, good sinterability, and established property data per MPIF/ASTM standards.
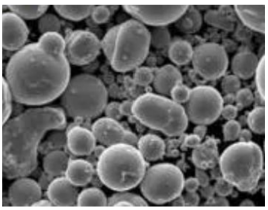
2) What particle size and shape are ideal for MIM feedstock?
- Typically D50 ≈ 5–20 μm with near-spherical morphology for high loading (58–64 vol%) and uniform debind/sinter. Very fine powders increase oxidation risk; proper passivation and low O/N are critical.
3) How do debinding routes differ (solvent vs catalytic vs thermal)?
- Solvent debinding removes soluble binder at 30–60°C; catalytic debinding (e.g., acetal in nitric acid atmosphere) is fast and uniform; thermal debinding pyrolyzes residual binder in controlled atmospheres. Choice depends on part size, geometry, and binder system.
4) What tolerances and densities are typical for MIM parts?
- As-sintered tolerances of ±0.3–0.5% of dimension are common, with 96–99.5% of theoretical density depending on alloy and cycle. Secondary sizing/CNC can tighten to ±0.1% where needed.
5) How does the MIM process compare to metal AM for small complex parts?
- For volumes above a few thousand pieces/year with small-to-medium part size and repeat geometry, MIM typically wins on cost per piece and throughput. AM excels for low-volume, highly customized designs or internal channels not feasible in MIM.
2025 Industry Trends: MIM Process
- High-load binder systems: New rheology modifiers enable 62–64 vol% powder loading for lower shrinkage variability and improved surface finish.
- Data-driven sintering: AI-assisted cycle control and in-situ O2 monitoring reduce distortion and lot-to-lot variability.
- Hybrid routes: Binder jetting “MIM-like” debind/sinter lines share furnaces and QA, enabling flexible capacity between MIM and BJ.
- Sustainability: Solvent recovery units and catalytic debinders cut VOC emissions; life-cycle data now included in RFQs.
- Medical/aerospace growth: More 316L, CoCr, and 17-4PH MIM parts qualified with biocompatibility and NADCAP-like furnace controls.
2025 KPI and Cost Snapshot (indicative ranges)
| Métrico | 2023 Typical | 2025 Typical | Notes/Sources |
|---|---|---|---|
| Powder loading (vol%) | 58–62 | 62–64 | Higher loading reduces shrink and cycle time |
| As-sintered density (316L) | 97–98.5% | 98–99.5% | Atmosphere and cycle optimization |
| Dimensional Cp/Cpk (critical dims) | 1.0–1.3 | 1.33–1.67 | Statistical process control + AI tuning |
| Scrap rate (new launches, first 3 mos) | 6–10% | 3–6% | Better simulation and DOE |
| Solvent recovery efficiency | 70–85% | 85–95% | Closed-loop systems |
| Cost/pc vs CNC (5k–50k units) | −25–50% | −30–60% | Geometry and alloy dependent |
References: MPIF standards (e.g., MPIF 35), ASTM F2885/F3056/F3184/F3301 (related AM/MIM data practices), industry OEM notes, peer-reviewed MIM process studies
Latest Research Cases
Case Study 1: AI-Optimized Sintering of 17-4PH Gears (2025)
Background: An automotive tier-1 struggled with distortion and variable hardness on compact MIM gears at scale-up.
Solution: Implemented AI-assisted furnace control using thermocouple arrays and O2 ppm feedback; switched to higher-solids binder and added pre-sinter sizing fixture.
Results: Roundness out-of-tolerance reduced 58%; density increased from 97.8% to 98.9%; HRC uniformity ±0.8 vs ±1.7; scrap −41%; throughput +12%.
Case Study 2: Medical-Grade 316L MIM Endoscopic Jaws (2024)
Background: A medical OEM required high corrosion resistance and fine serration fidelity on micro components.
Solution: Gas-atomized 316L (D50 ≈ 12 μm, O ≤ 0.05 wt%); catalytic debind to minimize crack initiation; vacuum sinter with N2 backfill; final passivation per ASTM A967 and electropolish.
Results: As-sintered density 99.2%; Ra after electropolish 0.35–0.6 μm; passed ISO 10993 biocompatibility and ASTM F1089 corrosion tests; yield +9% vs prior thermal-debind route.
Expert Opinions
- Randall M. German, Professor Emeritus and MIM pioneer
Key viewpoint: “Elevated powder loadings and controlled atmospheres are closing the gap between MIM and wrought properties while stabilizing shrinkage for tighter tolerances.” - Dr. John Slotwinski, Materials Research Engineer, NIST
Key viewpoint: “Standardized data reporting and digital traceability from powder PSD/O/N to furnace logs accelerate cross-site MIM qualifications.” https://www.nist.gov/ - Dr. Anushree Chatterjee, Director, ASTM International AM Center of Excellence
Key viewpoint: “Harmonized COAs and furnace validation protocols, akin to NADCAP practices, are enabling regulated adoption of the MIM process in medical and aero devices.” https://amcoe.astm.org/
Practical Tools/Resources
- MPIF Standards (e.g., MPIF 35): MIM material and property specifications
https://www.mpif.org/ - ASTM standards relevant to MIM and sintering data/reporting (F2885, F3056, F3301)
https://www.astm.org/ - NIST: Measurement science for powder metallurgy and MIM process control
https://www.nist.gov/ - Senvol Database: Materials/equipment data helpful for benchmarking MIM vs AM routes
https://senvol.com/database - CFD/FEA simulation tools for feedstock and sintering distortion (e.g., Autodesk Moldflow, Simufact Additive/Sinter)
- HSE ATEX/DSEAR: Safe handling of fine metal powders during feedstock prep and debinding
https://www.hse.gov.uk/fireandexplosion/atex.htm
Last updated: 2025-08-27
Changelog: Added five focused FAQs, a 2025 KPI/cost table, two recent MIM case studies (AI-optimized sintering; medical-grade 316L jaws), expert viewpoints, and curated standards/resources for the MIM process.
Next review date & triggers: 2026-03-31 or earlier if MPIF/ASTM standards update, major OEMs publish new MIM property datasets, or significant advances in high-solids binder systems are released.