Atualmente, os tipos de materiais em pó metálico para impressão 3D incluem pó de aço inoxidável, pó de aço do molde, pó de liga de níquel, pó de liga de titânio, pó de liga de cobalto-cromo, pó de liga de alumínio e pó de liga de bronze.
Pó de metal os métodos de preparação podem ser divididos de acordo com o processo de preparação: redução, eletrólise, moagem, atomização, etc. Os dois processos de preparação de pó mais avançados comumente usados são os métodos de atomização com argônio e eletrodo rotativo de plasma.

Existem vários indicadores de desempenho para pós metálicos para impressão 3D.
Pureza. As inclusões cerâmicas podem reduzir significativamente o desempenho da peça final e essas inclusões geralmente possuem um alto ponto de fusão, dificultando a sinterização e, portanto, requerem um pó livre de inclusões cerâmicas. Além disso
Além disso, o conteúdo de oxigênio e nitrogênio também precisa ser estritamente controlado. As técnicas atuais de preparação de pó para impressão 3D de metal baseiam-se principalmente na atomização (incluindo aerossolização e atomização por eletrodo rotativo), onde o pó tem uma grande área de superfície específica e é facilmente oxidado.
Em aplicações especiais, como aeroespacial, o cliente Em aplicações especiais, como aeroespacial, os requisitos do cliente para este índice são mais rigorosos, como teor de oxigênio em pó de liga de alta temperatura 0,006% a 0,018%, teor de oxigênio em pó de liga de titânio de 0,007% a 0,0131 TP1T, teor de oxigênio em pó de aço inoxidável de 0,007% a 0,013%. 0,013%, teor de oxigênio em pó de aço inoxidável de 0,010% ~ 0,025% (todos para fração de massa). Para pós de liga de titânio, nitrogênio, hidrogênio e titânio em alta temperatura formarão TiN e TiH2, reduzindo a plasticidade e a tenacidade da liga de titânio. Isso reduz a plasticidade e a tenacidade da liga de titânio. Portanto, a atmosfera deve ser estritamente controlada durante a preparação do pó.
Distribuição do tamanho das partículas de pó. Diferentes máquinas de impressão 3D e processos de formação requerem diferentes distribuições de tamanho de partícula de pó. A faixa de tamanho de partícula de pós comumente usados na impressão 3D de metal é 15-53 μm (pó fino), 53-105 μm (pó grosso), que pode ser relaxado para 105-150 μm (pó grosso) em alguns casos. O tamanho do pó de 15 a 53 μm é usado como consumível e o pó é reabastecido camada por camada; feixe de elétrons é usado como fonte de energia.
O feixe de elétrons é usado como fonte de energia para a impressora do tipo de pó, o ponto de foco é ligeiramente mais grosso, mais adequado para derreter pó grosso, adequado para o uso de pó grosso de 53 a 105 μm como o principal; para a impressora do tipo de alimentação de pó coaxial, pode-se usar o tamanho de pó de 105 a 150 μm como consumíveis.
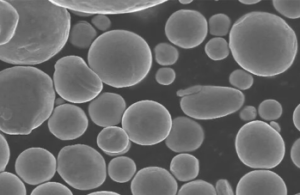
Morfologia do pó. A forma do pó e o método de preparação do pó estão intimamente relacionados, geralmente do gás metálico ou líquido fundido em pó, a forma de partícula de pó tende a ser esférica; do estado sólido ao pó, as partículas de pó têm, em sua maioria, forma irregular; e pelo método de eletrólise de solução aquosa de preparação de pó é principalmente dendrítico. Em geral, quanto maior for a esfericidade, melhor será a fluidez das partículas de pó. Os pós metálicos impressos em 3D requerem uma esfericidade de 98% ou mais, o que torna mais fácil espalhar e alimentar o pó durante a impressão.
os pós preparados por todos os métodos, exceto o método de aerossolização e o método do eletrodo rotativo, são não esféricos. A forma do pó não é esférica. Portanto, o método de aerossolização e o método de eletrodo rotativo são os principais métodos para a preparação de pós de metal impressos em 3D de alta qualidade.
Fluxo de pó e densidade de embalagem solta. O fluxo do pó afeta diretamente a uniformidade do pó espalhado durante a impressão e a estabilidade do processo de alimentação do pó. A fluidez do pó está relacionada à forma do pó, à distribuição do tamanho das partículas e à densidade aparente. A fluidez está relacionada à morfologia do pó, distribuição de tamanho de partícula e densidade aparente.
Quanto maiores forem as partículas de pó, maior será a distribuição do tamanho de partícula e a densidade do pó. Quanto maiores as partículas de pó, mais regular é a forma da partícula e menor a proporção de pó muito fino na composição de tamanho de partícula. Quanto maiores as partículas de pó, mais regular é a forma da partícula e menor a proporção de pó muito fino na partícula composição do tamanho, melhor será a mobilidade. Partícula A densidade permanece a mesma, a densidade relativa aumenta e a mobilidade do pó aumenta. Partículas A adsorção de água, gases, etc. na superfície reduzirá a fluidez do pó. A densidade de embalagem solta é um volume unitário de pó quando a amostra de pó enche naturalmente o recipiente especificado. A massa do pó. Em geral, quanto mais grosso for o tamanho do pó, maior será a densidade aparente. Quanto mais grosso for o pó, maior será a densidade aparente. Solto
O efeito da densidade aparente na densidade do produto final de impressão em metal não é conclusivo. Não há evidências conclusivas sobre o efeito da densidade aparente na densidade do produto final de impressão em metal, mas um aumento na densidade aparente pode melhorar o fluxo do pó.
Additional FAQs About Metal Powders for 3D Printing
1) What sphericity and PSD targets are recommended for LPBF vs. EBM?
- LPBF: sphericity ≥0.92–0.97, PSD 15–45 µm. EBM: sphericity ≥0.90–0.95, PSD 45–106 µm to suit larger melt pools and higher preheat temperatures.
2) How do oxygen and nitrogen contents impact part performance?
- Elevated O/N increase strength but reduce ductility and fatigue life; excessive N can form nitrides (e.g., TiN) harming toughness. Follow alloy-specific limits and verify with LECO O/N/H results on each lot.
3) What practical tests indicate good flowability for Metal Powders for 3D Printing?
- Hall flow (e.g., 12–25 s/50 g), Carney flow for coarser powders, angle of repose, and rheometry for spreadability. Pair with apparent/tap density and image-based satellite/hollow quantification.
4) How many powder reuse cycles are acceptable?
- With sieving, blending, and O/N/H monitoring, 6–10 reuse cycles are typical for steels/Ni/Ti. Stop reuse when oxygen trends upward, PSD shifts finer, or density/porosity metrics degrade.
5) What storage and handling practices preserve powder quality?
- Keep sealed under inert gas, minimize humidity and thermal cycling, ground equipment per NFPA 484, and log lot genealogy/reuse count. Sample regularly for PSD and interstitials.
2025 Industry Trends for Metal Powders for 3D Printing
- Heated build plates (200–450°C) widely adopted to broaden print windows and reduce lack-of-fusion in crack-prone alloys.
- Inline quality data on Certificates of Analysis now include CT-based hollow/satellite fraction and real-time O/N/H trends.
- Price stabilization from expanded EIGA/PA capacity; more regional atomizers shorten lead times.
- Sustainability focus: higher revert content and documented powder reuse programs without compromising mechanical properties.
- Qualification momentum: more public allowables for Ti-6Al-4V, IN718, and 316L after HIP and defined surface states.
2025 Market and Technical Snapshot
| Métrico (2025) | Valor típico/Intervalo | Variação em relação ao ano anterior | Notas/Fonte |
|---|---|---|---|
| AM-grade 316L/CoCr powder price | $30–$80/kg | -3–8% | Cotações de fornecedores, índices de distribuidores |
| Preço do pó de Ti-6Al-4V de grau AM | $120–$220/kg | -5–10% | Capacity gains (EIGA/PA) |
| AM-grade IN718 powder price | $70–$160/kg | -2–7% | Alloy/operator dependent |
| Recommended PSD (LPBF / EBM / DED) | 15–45 µm / 45–106 µm / 45–150 µm | Estável | Orientações para fabricantes de equipamentos originais (OEM) |
| Typical LPBF density after HIP | 99.7–99.95% | +0,1–0,2 pp | Conjuntos de dados de fabricantes de equipamentos originais (OEM) e do meio acadêmico |
| Ciclos de reutilização validados (com controle de qualidade) | 6–10 | +1–2 | O/N/H + programas de peneiramento |
| Sphericity (SEM/image analysis) | ≥0,92–0,97 | Ligeira alta | Certificados de Análise (CoA) dos fornecedores |
Fontes indicativas:
- ISO/ASTM AM standards (52900 series; 52907 powders; 52908 machine qualification): https://www.iso.org | https://www.astm.org
- Bancada AM do NIST e metrologia de pós: https://www.nist.gov
- ASM International Handbooks (Powder Metallurgy; Additive Manufacturing): https://www.asminternational.org
- NFPA 484 (Combustible metals safety): https://www.nfpa.org
Casos de pesquisa mais recentes
Case Study 1: Low-Oxygen IN718 Powder Improves LPBF Fatigue (2025)
Background: An aerospace tier-1 needed higher HCF life on thin LPBF brackets.
Solution: Switched to argon gas-atomized IN718 (O ≤0.025 wt%, sphericity ≥0.95), implemented 300°C plate heating, island scan with contour-first, HIP + standard age.
Results: Relative density 99.9%; surface-connected defect rate −55% on CT; HCF life (R=0.1) improved 2.1×; first-pass yield +8%.
Case Study 2: Ti-6Al-4V Powder Reuse Program with Inline O/N/H (2024)
Background: Medical OEM sought to reduce powder cost while maintaining ductility.
Solution: Established 8-cycle reuse with 53 µm sieve cutback, lot blending rules, and batchwise LECO O/N/H; parts HIP’d and machined to identical surface spec.
Results: Oxygen rose from 0.10→0.14 wt% over 8 cycles yet elongation remained within spec; no density drift (≥99.8% after HIP); powder spend −18% YoY.
Opiniões de especialistas
- Prof.ª Tresa Pollock, Professora Distinta de Ciência dos Materiais da UC Santa Barbara
Key viewpoint: “Cleanliness and morphology—especially low satellite and hollow fractions—directly map to defect populations and fatigue behavior in powder-bed parts.” - Dr. John Slotwinski, especialista em metrologia de manufatura aditiva (ex-NIST)
Key viewpoint: “Lot-to-lot PSD and interstitial control often determine qualification timelines more than marginal laser parameter changes.” - Dr. Christina Salvo, Materials Engineer, Aerospace AM Programs
Key viewpoint: “Heated-plate LPBF plus disciplined powder reuse plans deliver both quality and cost control for mission-critical alloys.”
Ferramentas e recursos práticos
- Normas e orientações
- ISO/ASTM 52907 (Metal powders), 52908 (Machine qualification), 52910 (Design for AM)
- https://www.iso.org | https://www.astm.org
- Metrologia e segurança
- NIST AM Bench; powder characterization and porosity methods: https://www.nist.gov
- NFPA 484 for combustible metal powders: https://www.nfpa.org
- Bancos de dados técnicos e manuais
- ASM Digital Library and Handbooks for AM materials: https://www.asminternational.org
- Instrumentação de controle de qualidade
- PSD/shape: Malvern Mastersizer, image analysis/SEM
- Anúncios intersticiais: Analisadores LECO de O/N/H
- Flow: Hall/Carney funnels, angle of repose, FT4 rheometer
- Defects: Industrial CT for hollow/satellite fraction
Última atualização: 2025-08-26
Registro de alterações: Added 5 targeted FAQs; included 2025 trends with data table; provided two recent case studies; compiled expert viewpoints; listed practical tools/resources focused on Metal Powders for 3D Printing KPIs
Data e critérios da próxima revisão: 2026-02-01 or earlier if ISO/ASTM update powder QA standards, OEMs publish new heated-plate LPBF datasets, or NIST/ASM release updated fatigue–defect correlation data