O pó metálico MIM é um processo de fabricação em que uma matéria-prima de pó metálico é injetada em um molde para produzir peças metálicas complexas e de alta densidade. O processo MIM combina a flexibilidade de design da moldagem por injeção de plástico com a resistência e a integridade das peças de metal usinadas.
O pó MIM refere-se aos pós metálicos usados como matéria-prima no processo MIM. A composição e as características do pó MIM têm uma influência significativa nas propriedades, na qualidade e na relação custo-benefício das peças MIM.
Tipos e composição do pó MIM
Os pós MIM estão disponíveis em uma ampla variedade de ligas, incluindo aço inoxidável, aço para ferramentas, ligas magnéticas, ligas de cobre, superligas e ligas de titânio. Ferro, níquel e cobalto constituem a base da maioria dos pós MIM.
As categorias mais comuns de Pós metálicos MIM Incluir:
| Tipo de pó MIM | Composição |
|---|---|
| Aço inoxidável | Fe-Cr-Ni + elementos residuais como Mo, Ti, Nb |
| Aço para ferramentas | Fe-Cr-Mo-V + formadores de carboneto como W, Cr |
| Ligas magnéticas macias | Fe-Si, Fe-Ni, Fe-Co + Cu, Nb etc. |
| Ligas de cobre | Cu-Zn, Cu-Al, Cu-Sn etc. |
| Superligas | Ni/Co-Cr + Al, Ti, Nb, Ta, W etc. |
| Ligas de titânio | Ti-Al-V, Ti-Mn, Ti-Mo etc. |
A composição exata pode ser variada para obter propriedades específicas exigidas pela aplicação. Os elementos residuais são cuidadosamente controlados.
A composição e a química da liga determinam o desempenho, a capacidade de processamento e o preço do pó MIM.
Propriedades e características do pó MIM
Além da composição, os pós MIM têm determinadas propriedades físicas e químicas que os tornam adequados para o processo MIM:
Tabela 1: Principais propriedades e características dos pós MIM
| Propriedade | Valores desejados | Importância |
|---|---|---|
| Tamanho da partícula | 10-20 μm | Afeta o fluxo de pó e a densidade de empacotamento |
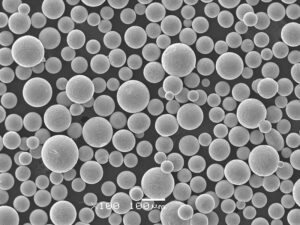
| Morfologia | Esférico, sem satélites | Determina a fluidez do pó |
| Teor de oxigênio | <0,5% | Impacta a desbobinagem e a sinterização |
| Densidade aparente | >80% da densidade real | Influencia a densidade final da peça |
| Densidade da torneira | >90% de densidade real | Determina o comportamento da mistura e do fluxo |
| Índice de Hausner | <1.25 | Indica a fluidez do pó |
| Densidade picnométrica | Conforme a liga | Define o limite superior da densidade final da peça |
| Taxa de fluxo | >28 s/50 g | Garante a moldagem por injeção sem problemas |
O controle preciso das características do pó, como tamanho, forma, densidade e fluxo das partículas, é necessário para produzir peças MIM de alta qualidade.

Aplicações e usos do pó MIM
O MIM é usado para fabricar peças pequenas e complexas com excelentes propriedades mecânicas em setores como:
Tabela 2: Principais aplicações dos pós MIM
| Setor | Aplicações típicas | Graus de liga usados |
|---|---|---|
| Aeroespacial | Lâminas de turbina, impulsores | Superligas de níquel, ligas de titânio |
| Automotivo | Engrenagens, bielas | Aços inoxidáveis, aços para ferramentas |
| Consumidor | Corpos de relógios, braquetes ortodônticos | Aços inoxidáveis, ligas de titânio |
| Eletrônicos | Sensores, pinos do conector | Ligas magnéticas, ligas de cobre |
| Médico | Lâminas de bisturi, fórceps | Aços inoxidáveis, aços para ferramentas |
| Armas de fogo | Gatilhos, martelos, corrediças | Aços inoxidáveis, aços para ferramentas |
O MIM permite a consolidação de várias peças em um único componente complexo. A flexibilidade dos pós MIM permite seu uso em diversos setores de alto valor.
Especificações e padrões de pó MIM
Os pós MIM estão disponíveis em vários graus padrão e personalizados, adaptados às necessidades do setor/aplicação:
Tabela 3: Especificações, tamanhos e padrões de pó MIM
| Padrão | Notas | Tamanho da partícula | Química |
|---|---|---|---|
| ASTM F2885 | Classes comuns como SS316L, SS17-4PH, SS410, Inconel 718 | 16-20 μm | Definido de acordo com o tipo de liga |
| ISO 22068 | Notas equivalentes | Semelhante à ASTM | Semelhante à ASTM |
| GUIAS Epma/MIMA | Possibilidade de notas personalizadas | 10-22 μm típico | Cliente especificado |
A maioria dos fabricantes de pó MIM oferece graus padrão e personalizados alinhados aos requisitos do setor.
É possível obter graus especiais para aplicações mais exigentes nos setores aeroespacial, médico etc.
Fornecedores e preços de pó MIM
Os principais fornecedores globais a seguir fornecem pós MIM de alta qualidade:
Tabela 4: Principais fornecedores de pó MIM e preços indicativos
| Fornecedor | Graus oferecidos | Preços |
|---|---|---|
| Sandvik Osprey | Amplo portfólio de notas | $$$ |
| Hoganas | Notas principais | $$ |
| Grupo AMES | Notas sob medida | $-$$ |
| BASF | Graus de alta pureza | $$$ |
| Kymera International | Ampla gama | $-$$ |
Os preços variam de $20/kg para tipos comuns de aço inoxidável a $200/kg para superligas exóticas, dependendo do volume do pedido e da composição exata.
Os pós MIM exigem um controle de qualidade rigoroso e um processamento significativo, o que se reflete no preço premium das classes acabadas.
Prós e contras do pó MIM
Tabela 5: Vantagens e limitações dos pós MIM
| Vantagens | Limitações |
|---|---|
| Peças complexas e com formato de rede | Custo mais alto da peça em comparação com outros processos |
| Excelentes propriedades mecânicas | Faixa de tamanho limitada |
| Ampla flexibilidade de materiais | Geometrias restritas |
| Comprovado em todos os setores | Requer alto nível de especialização |
O processo MIM permite peças metálicas de alto desempenho que não podem ser obtidas por outras técnicas, desde que as diretrizes de projeto sejam seguidas.
O pó MIM expandiu o escopo de aplicação do MIM, apesar do custo mais alto associado à peça.

Perguntas frequentes sobre Pó de metal MIM
P: Qual é a composição típica do pó MIM?
R: A maioria dos pós MIM são ligas à base de ferro, níquel ou cobalto com 15-30% de cromo, até 20% de molibdênio, adições de traços de titânio, nióbio etc. A composição do pó é adequada aos requisitos da aplicação.
P: Quais características do pó são mais importantes para a matéria-prima do MIM?
R: O tamanho da partícula, a morfologia, a densidade aparente, a taxa de fluxo e o teor de oxigênio têm a maior influência no comportamento da matéria-prima MIM e nas propriedades da peça sinterizada. Esses atributos do pó precisam de um controle rigoroso.
P: O processo MIM permite o uso de metais preciosos?
R: Sim, os metais preciosos, como ligas de ouro e prata esterlina, podem ser prontamente usados na MIM para joias e aplicações de alto valor, devido à utilização do material 100% da MIM.
P: Quais padrões orientam as especificações de pó MIM?
R: As principais normas incluem ASTM F2885, ISO 22068 e guias de órgãos do setor da Epma, MIMA, que listam graus e procedimentos de teste comuns. Também é possível obter graus personalizados.
P: Como é determinado o preço do pó MIM?
R: O preço do MIM depende muito da composição, do volume de produção, do nível de qualidade e do método de processamento. Em geral, o custo aumenta para pós altamente limpos, esféricos e personalizados.
Conclusão
O MIM continua a substituir as rotas de fabricação convencionais em diversos setores, possibilitado pelos pós MIM especializados e adaptados a cada aplicação. Por meio de um rigoroso controle de qualidade e inovação de ligas, os fornecedores de pós MIM, como a Sandvik Osprey e a BASF, garantem o desempenho ideal da matéria-prima e a qualidade da peça sinterizada, lote após lote, facilitando a adoção mais ampla da moldagem por injeção de metal.
conhecer mais processos de impressão 3D
Frequently Asked Questions (Supplemental)
1) What particle size and shape are optimal for high‑throughput MIM feedstock?
- Spherical, satellite‑free MIM Metal Powder with D50 ≈ 12–18 μm and narrow PSD. Target Hausner ratio ≤1.20, flow rate ≥28 s/50 g (Hall funnel), and tap density ≥90% of true density to ensure consistent mixing and injection.
2) How do oxygen and carbon levels impact debinding and sintering?
- Elevated O promotes oxide films, hindering neck growth; excess C can cause soot and dimensional drift. Typical targets for stainless MIM powders: O ≤0.20–0.40 wt% (alloy‑dependent) and controlled C aligned to binder chemistry. Verify via inert gas fusion (ASTM E1019).
3) Can MIM Metal Powder be reused from sprues/runners?
- Yes, limited reclaim (often ≤10–20% by mass) can be blended with virgin powder if sieved and re‑qualified for PSD, O/N/H, and flow. Validate with SPC to avoid viscosity drift and defects.
4) What alloys are most common in medical MIM and why?
- 316L, 17‑4PH, and Co‑Cr‑Mo due to established biocompatibility and corrosion resistance. Use low interstitial grades and certify per ASTM F2885; conduct ISO 10993 biocompatibility where applicable.
5) How does powder selection change for micro‑MIM components?
- Favor ultra‑fine spherical powders (D50 ≈ 5–10 μm) with very low satellites to fill micro‑features; binder systems with lower viscosity and controlled solids loading; tighter sintering atmospheres to limit distortion.
2025 Industry Trends and Data
- Digital powder passports: Lot‑level traceability of chemistry (O/N/H/C), PSD, apparent/tap density, and inclusion cleanliness are now routine in RFQs for regulated sectors.
- ESG and cost: Wider adoption of recycled content streams and energy‑efficient atomization; more suppliers publishing Environmental Product Declarations (EPDs).
- Micro‑MIM growth: Surge in wearables, micro‑gears, and minimally invasive instruments drives demand for ultra‑fine MIM Metal Powder with advanced binders.
- Hybridization: MIM + secondary finishing (HIP, isostatic sizing, micro‑machining) standardizes tolerance and fatigue performance for aerospace and medical.
- In‑process analytics: Rheometry at compounding and cavity pressure sensing during molding reduce scrap by enabling real‑time viscosity control.
| KPI (MIM Metal Powder & Process), 2025 | 2023 Baseline | 2025 Typical/Target | Why it matters | Sources/Notes |
|---|---|---|---|---|
| PSD D50 for general MIM (μm) | 14–22 | 12–18 | Packing and flow | ASTM B822; supplier QC |
| Oxygen in 316L MIM powder (wt%) | 0.25–0.45 | 0.15–0.30 | Corrosion, density | ASTM E1019 |
| Hausner ratio (–) | 1.22–1.28 | 1.12–1.20 | Flow stability | ASTM B213/B212 |
| Green density variation (Cpk) | 1.1–1.3 | ≥1.5 | Controle dimensional | Plant SPC data |
| Post‑HIP density (common alloys) | 99.5–99.7% | 99.7–99.9% | Fatigue/leak‑tightness | OEM/peer‑reviewed data |
| Scrap rate with cavity pressure control | — | −10–20% vs. baseline | Yield/cost | Vendor app notes |
| Recycled content disclosed | Limitada | 15–30% for select grades | ESG reporting | EPD/LCA reports |
Standards and references:
- ASTM F2885 (MIM powders and components), ASTM B822/B214 (PSD), B212/B213 (apparent density/flow), E1019 (O/N/H): https://www.astm.org
- ISO 22068 (MIM powders/components): https://www.iso.org
- EPMA/MIM materials and design guides: https://www.epma.com
- ASM Handbook, Powder Metallurgy and MIM: https://dl.asminternational.org
Latest Research Cases
Case Study 1: Ultra‑Fine 17‑4PH MIM for Micro‑Gears in Wearables (2025)
- Background: A consumer electronics OEM required sub‑2 mm gears with tight tolerances and high wear resistance.
- Solution: Spherical 17‑4PH MIM Metal Powder (D50 ≈ 9 μm, O = 0.18 wt%); tailored low‑viscosity binder; micro‑gate tooling with cavity pressure sensors; two‑step debind; vacuum sinter + aging; optional micro‑HIP.
- Results: Post‑HIP density 99.85%; dimensional Cpk 1.7 on critical features; wear life +25% vs. prior PM baseline; overall scrap −18%.
Case Study 2: High‑Conductivity Cu‑Ni‑Si MIM Contacts with Controlled Oxygen (2024)
- Background: An automotive Tier‑1 needed complex electrical contacts combining form factor freedom with high conductivity.
- Solution: Gas‑atomized Cu‑Ni‑Si powder (D50 ≈ 15 μm, O ≤0.08 wt%); hydrogen‑rich sintering to reduce oxides; in‑line eddy‑current conductivity testing; selective silver plating post‑sinter.
- Results: Conductivity 45–52% IACS after age‑hardening; first‑pass yield +12%; contact resistance variation −30%; unit cost −10% vs. machined Cu alloy.
Expert Opinions
- Prof. Randall M. German, Powder Metallurgy Scholar and Author
- Viewpoint: “For MIM, apparent density and flow uniformity are the levers that most influence dimensional stability—optimize powder packing before chasing sintering tweaks.”
- Dr. Martina Zimmermann, Head of Additive Materials, Fraunhofer IWM
- Viewpoint: “Digital powder passports coupled with rheology monitoring at compounding shorten qualification cycles and improve lot‑to‑lot consistency for MIM Metal Powder.”
- Dr. Paul J. Davies, Materials Engineer, EPMA MIM Expert Group
- Viewpoint: “Ultra‑fine PSDs unlock micro‑MIM, but only when oxygen is tightly controlled and tooling venting is engineered to avoid binder‑rich defects.”
Affiliation links:
- Fraunhofer IWM: https://www.iwm.fraunhofer.de
- EPMA (European Powder Metallurgy Association): https://www.epma.com
- ASM International: https://www.asminternational.org
Practical Tools/Resources
- Standards/QC: ASTM F2885; ISO 22068; ASTM B212/B213/B214/B822; ASTM E1019 for O/N/H
- Metrology: LECO inert‑gas fusion (https://www.leco.com); helium pycnometry (ASTM B923) for true density; laser diffraction PSD; SEM for morphology/inclusions
- Process control: Capillary rheometers for feedstock; cavity pressure/temperature sensors; SPC templates for green density and shrinkage
- Design guides: EPMA MIM design for manufacturability; ASM Handbook MIM chapters; MPIF design standards (https://www.mpif.org)
- Supplier databases: Senvol Database (https://senvol.com/database) for materials/process data; MatWeb (https://www.matweb.com)
Last updated: 2025-08-22
Changelog: Added 5 targeted FAQs; introduced 2025 trend KPI table with standards; provided two case studies (micro‑MIM 17‑4PH gears; Cu‑Ni‑Si contacts); included expert viewpoints with affiliations; compiled standards, metrology, process control, and design resources for MIM Metal Powder.
Next review date & triggers: 2026-02-01 or earlier if ASTM/ISO standards update, major suppliers change O/N/H or PSD specs, or new datasets on micro‑MIM performance and in‑process monitoring are published.