Introdução à manufatura aditiva de alumínio
Você se lembra da última vez em que ficou maravilhado com uma aeronave nova e elegante ou admirou o design de um carro leve? Há uma boa chance manufatura aditiva de alumínio desempenhou um papel importante! Essa tecnologia cresceu em popularidade devido à sua capacidade de produzir peças complexas com um material forte, porém leve: o alumínio.
O processo de manufatura aditiva de alumínio
A manufatura aditiva, ou como muitos de nós a chamamos carinhosamente de impressão 3D, não está mais limitada a brinquedos ou protótipos de plástico. Ela evoluiu para utilizar metais, e o alumínio assumiu um lugar de destaque.
2.1. Produção camada por camada
Assim como um bolo é feito com uma camada de cada vez (lembra-se daqueles bolos com várias camadas de dar água na boca?), a manufatura aditiva constrói objetos camada por camada. Cada folha fina de pó de alumínio é fundida usando lasers de alta potência até que o objeto desejado tome forma. É como mágica, certo?
2.2. Seleção e preparação de materiais
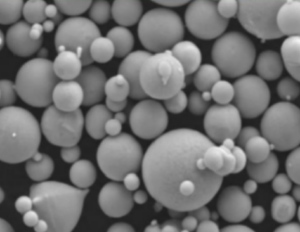
A escolha do tipo certo de alumínio é fundamental. O pó é pré-ligado, o que significa que os elementos de liga necessários são misturados antes do processamento. Tem uma visão de peneirar a farinha antes de assar? Esse é o equivalente em metal!
2.3. Etapas de pós-processamento
Depois que o objeto é impresso, é hora de dar os retoques finais, como o tratamento térmico, para aprimorar as propriedades do material. Pense nisso como polir um diamante para fazê-lo brilhar!

Benefícios do alumínio na manufatura aditiva
Agora, por que o alumínio? Vamos nos aprofundar em suas vantagens.
3.1. Resistência e durabilidade
O alumínio oferece um excelente equilíbrio entre resistência e peso. Imagine um ginasta: forte, mas incrivelmente ágil. Esse é o nosso alumínio no mundo da manufatura!
3.2. Propriedades leves
Em setores como aviação ou automotivo, cada grama é importante. O alumínio, com seu peso semelhante ao de uma pluma, é o herói desconhecido por trás de muitos projetos eficientes e ecologicamente corretos.
3.3. Custo-benefício
Quem não gosta de boa qualidade a um preço acessível? A economia de custos com transporte e a eficiência do material fazem do alumínio uma escolha popular.
Aplicações da manufatura aditiva de alumínio
Onde a manufatura aditiva de alumínio está se destacando?
4.1. Aeroespacial e aviação
As aeronaves exigem materiais resistentes e leves. E quem melhor do que o alumínio para atender a essa demanda?
4.2. Setor automotivo
De componentes de motor a peças de chassi, a manufatura aditiva de alumínio está impulsionando o mundo automotivo.
4.3. Equipamentos médicos
Surpreso? A natureza biocompatível do alumínio o torna adequado para a criação de determinadas ferramentas e implantes médicos.
4.4. Eletrônicos de consumo
O laptop ou smartphone elegante que você admira? Agradeça ao alumínio por esse design chique e leve.

Desafios e soluções
Como em qualquer tecnologia, há obstáculos a serem superados.
5.1. Rugosidade da superfície
O acabamento é essencial, pois as peças de alumínio podem ter uma superfície áspera na pós-produção. Mas já ouviu falar do ditado "áspero nas bordas, mas uma joia no coração"?
5.2. Gerenciamento de tensões térmicas
O excesso de calor pode deformar as peças. A solução? Estruturas de suporte otimizadas e ambientes de construção controlados.
5.3. Garantia da consistência do produto
A garantia de qualidade é fundamental. Com os controles e balanços corretos, é possível manter a consistência na produção.
O futuro da manufatura aditiva de alumínio
Ao olharmos para o horizonte, o potencial dessa tecnologia parece não ter limites. Da produção sustentável aos designs inovadores, o céu é o limite!

Conclusão
A manufatura aditiva de alumínio está remodelando os setores com sua resistência, propriedades leves e custo-benefício. Com o avanço da tecnologia, suas aplicações e influência devem se expandir ainda mais. Pronto para a revolução do alumínio?
perguntas frequentes
- O que é manufatura aditiva de alumínio?
- Trata-se de um processo de impressão 3D que usa pó de alumínio para criar objetos camada por camada.
- Por que o alumínio é preferido na manufatura aditiva?
- Devido à sua resistência, leveza e custo-benefício.
- Quais setores se beneficiam mais da manufatura aditiva de alumínio?
- Os setores aeroespacial, automotivo, médico e de eletrônicos de consumo são os principais beneficiários.
- Existem desafios no uso do alumínio na manufatura aditiva?
- Sim, os desafios incluem rugosidade da superfície, tensões térmicas e consistência do produto, mas existem soluções.
- A manufatura aditiva de alumínio é ecologicamente correta?
- Pode ser, dado seu potencial de eficiência material e produção sustentável.
conhecer mais processos de impressão 3D
Frequently Asked Questions (FAQ)
1) Which aluminum alloys are most common in Aluminum Additive Manufacturing and why?
- AlSi10Mg and AlSi7Mg lead due to good weldability, low cracking tendency, and predictable heat-treat response. High‑strength Sc/Zr‑modified Al‑Mg alloys and F357 (AlSi7Mg0.6) are growing for better fatigue and higher temperature stability.
2) What powder characteristics most affect build quality in LPBF?
- Particle size distribution 15–45 μm (sometimes 20–63 μm), high sphericity (>0.93), low satellites, low moisture, and low oxygen. Consistent apparent/tap density and stable Hall/Carney flow per ISO/ASTM 52907 and ASTM B213 are key.
3) How do heat treatments differ for AlSi10Mg vs F357 after printing?
- AlSi10Mg: T5/T6‑like regimes (e.g., stress relief 2–3 h at ~300–320°C) to adjust Si morphology and relieve stress. F357/F357‑AM: full T6 (solution ~540–550°C + quench + age ~155–170°C) to maximize strength and fatigue.
4) Can Aluminum Additive Manufacturing match wrought properties?
- With optimized scan strategies, proper heat treatment, and surface finishing/HIP where needed, tensile strength can meet or exceed cast equivalents and approach wrought in some cases. Surface‑initiated fatigue remains a focus; machining or shot peen improves results.
5) What are common challenges when printing aluminum and how to mitigate them?
- Keyholing and porosity: tune laser power/hatch/scan speed and maintain low humidity.
- Warping: preheat plate, optimize supports, balanced scan vectors.
- Spatter/soot buildup: high‑flow inert gas management and regular optics cleaning.
- Hydrogen porosity: dry powder and maintain low dew point in the chamber.
2025 Industry Trends: Aluminum Additive Manufacturing
- High‑strength AM alloys: Commercialization of Sc‑ and Zr‑modified Al‑Mg systems with improved crack resistance, enabling thicker sections and better fatigue.
- Multi‑laser productivity: 4–12 laser platforms with coordinated overlap reduce build times 25–60% for AlSi10Mg and F357.
- Digital material passports: Lot‑level PSD, O/H, flow, and reuse counts standardize cross‑site validation and regulatory submissions.
- Sustainability: Argon recirculation and powder circularity programs extend reuse cycles (5–12 blends) and cut gas consumption 20–40%.
- Hybrid manufacturing: AM near‑net shapes + 5‑axis machining deliver cast‑like surface finishes with reduced lead time for complex housings and heat exchangers.
2025 KPI Snapshot (indicative ranges for LPBF aluminum)
| Métrico | 2023 Typical | 2025 Typical | Notes/Sources |
|---|---|---|---|
| LPBF build rate (cm³/h per laser, AlSi10Mg) | 40–70 | 60–110 | Multi‑laser + scan optimization |
| As‑built density (relative) | 99.3–99.7% | 99.5–99.9% | Optimized parameter sets |
| Surface roughness Ra (μm, vertical) | 12–25 | 8–18 | Process tuning + finishing |
| Oxygen in AM powder (wt%) | 0.06–0.12 | 0.04–0.08 | Improved handling/drying |
| Reuse cycles before blend | 3–6 | 5–12 | Digital tracking + sieving |
| Heat exchanger weight reduction vs cast | 20–35% | 25–45% | Lattice/conformal designs |
References: ISO/ASTM 52907; ASTM B213/B212; ASTM F3318 (LPBF AlSi10Mg); OEM application notes (EOS, SLM Solutions, Renishaw, 3D Systems); NIST AM‑Bench; industry sustainability reports
Latest Research Cases
Case Study 1: Conformal Aluminum Heat Exchanger via LPBF (2025)
Background: An EV OEM needed higher thermal performance and shorter lead time than investment casting could deliver.
Solution: Printed AlSi10Mg exchanger with conformal channels; applied stress relief and targeted machining on sealing faces; implemented digital powder passports and argon recirculation.
Results: Build time −41%; mass −33%; pressure drop −18% at equal duty; CT‑verified density 99.7%; cycle time from design to test article cut from 10 weeks to 4 weeks.
Case Study 2: Sc‑Modified Al‑Mg Brackets for Aerospace Interiors (2024)
Background: A tier‑1 supplier sought higher specific stiffness and fatigue life than AlSi10Mg brackets.
Solution: Qualified Sc/Zr‑modified Al‑Mg powder (15–45 μm), optimized scan to avoid hot cracking; full T6‑like heat treatment; shot peen to improve surface fatigue.
Results: High‑cycle fatigue life +28% vs AlSi10Mg baseline; part count reduced 5→2 via consolidation; lead time −35%; no cracking observed in coupon metallography.
Expert Opinions
- Prof. Ian Gibson, Professor of Additive Manufacturing, University of Twente
Key viewpoint: “Coordinated multi‑laser strategies and parameter portability are moving Aluminum Additive Manufacturing from prototypes to repeatable serial production.” - Dr. John Slotwinski, Materials Research Engineer, NIST
Key viewpoint: “Powder quality—PSD, oxygen, and moisture—verified by standardized methods remains the strongest predictor of porosity and fatigue in LPBF aluminum.” https://www.nist.gov/ - Dr. Anushree Chatterjee, Director, ASTM International AM Center of Excellence
Key viewpoint: “Expect broader alignment of COAs with ISO/ASTM 52907 and faster qualification under ASTM F3318 for AlSi10Mg and emerging high‑strength Al alloys.” https://amcoe.astm.org/
Practical Tools/Resources
- ISO/ASTM 52907: Metal powder feedstock characterization
https://www.iso.org/standard/78974.html - ASTM F3318: Standard for AlSi10Mg processed by LPBF
https://www.astm.org/ - ASTM B213/B212: Flow and apparent density tests for metal powders
https://www.astm.org/ - NIST AM‑Bench: Benchmark datasets for AM validation
https://www.nist.gov/ambench - Senvol Database: Machine/material data for Aluminum Additive Manufacturing
https://senvol.com/database - OEM parameter libraries and guides (EOS, SLM Solutions, Renishaw, 3D Systems) for AlSi10Mg/F357
Last updated: 2025-08-27
Changelog: Added 5 focused FAQs, 2025 KPI/trend table, two recent case studies, expert viewpoints, and curated standards/resources specific to Aluminum Additive Manufacturing.
Next review date & triggers: 2026-03-31 or earlier if ISO/ASTM standards update, OEMs release new Al AM parameter sets, or major data on powder reuse/gas recovery is published.