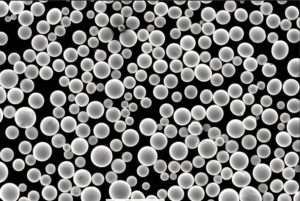
Ligas de alta entropia (abreviação de HEA) são ligas formadas por cinco ou mais metais em quantidades iguais ou aproximadamente iguais. Pós de liga de alta entropia têm amplas perspectivas de aplicação como matéria-prima para a preparação de blocos, revestimentos, materiais de filme fino e outros materiais funcionais.

Liga de alta entropia (HEA) ligas são feitas de 5 ou mais elementos em razões atômicas iguais ou quase iguais, cada uma contendo entre 5% e 35% de cada elemento. Este conceito é uma ruptura com o design tradicional de ligas baseadas em um ou dois elementos. Este conceito é uma ruptura com o design tradicional de ligas baseadas em um ou dois elementos e abre um novo caminho para o desenvolvimento de ligas.
Pós ultrafinos de liga de alta entropia com estruturas homogêneas não só podem ser usados para preparar blocos e revestimentos, mas também para substituir outros pós de liga de alta temperatura usado sob condições especiais para impressão 3D, revestimento a laser, liga a laser, reparo a laser, têmpera a laser e tecnologias de prototipagem rápida 3D, que reduzem significativamente as perdas de material na usinagem e alcançam baixo custo e alto desempenho dos produtos. Atual Os principais métodos de preparação de pós de ligas ultrafinas de alta entropia são ligas mecânicas e atomização de gás / água.
Liga Mecânica (MA) é uma técnica de preparação de pó em que pó de metal ou liga são ligados em um moinho de bolas de alta energia por meio de impacto prolongado e intenso e colisão entre as partículas de pó e as esferas de moagem, resultando em repetidas soldagens a frio e fratura do pó partículas, levando à difusão dos átomos nas partículas do pó, obtendo-se assim um pó de liga.

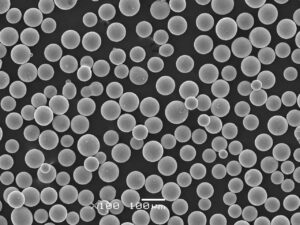
O princípio de funcionamento do dispositivo de fabricação de pó de atomização a vácuo é que o metal ou liga metálica é derretido sob condições de vácuo e, sob a condição de proteção de gás, o líquido metálico é atomizado e quebrado em um grande número de gotículas de metal fino pelo alto fluxo de ar de pressão através do bico no processo de fluir para baixo através da concha intermediária isolada e do tubo guia, e as gotículas finas são formadas em esferas e solidificadas em partículas sob a ação da tensão superficial no processo de voo para alcançar a formação de pó. As gotículas finas são formados em esferas e solidificados em partículas sob tensão superficial durante o voo para atingir a produção de pó.
As novas propriedades dos pós de liga de alta entropia, como excelente resistência específica, excelentes propriedades mecânicas em altas temperaturas, excelente tenacidade e resistência à fratura em baixas temperaturas, excelentes propriedades magnéticas e supercondutividade, abrem o caminho para o uso de pós de liga de alta entropia na indústria aeroespacial, transporte, energia, eletrônica, biomédica, moldes, ferramentas de cisalhamento de precisão e outras aplicações. Pós de liga de alta entropia são usados como materiais de armazenamento de hidrogênio, materiais de proteção contra radiação, camadas de barreira de difusão para elétrons, cisalhamento de precisão, materiais de proteção eletromagnética, materiais de pulverização térmica, revestimentos biológicos e de baixo coeficiente de atrito, aglutinantes e magnéticos macios e pontos quentes materiais.
Com os recentes desenvolvimentos avançados em tecnologia de pó, melhorias nos processos de impressão e desempenho do produto impresso levaram ao uso de pós de liga de alta entropia na impressão 3D. A rápida solidificação de DEDs e PBFs resulta em propriedades superiores dos produtos HEA impressos em comparação com os processos de fabricação convencionais, resultantes do refinamento do grão causado pela rápida solidificação. A impressão 3D permite a seleção de materiais, design e fabricação livre de materiais leves, design individual e nano-montagem a serem combinados. A necessidade de desenvolvimento de novos materiais e otimização estrutural de pós de ligas de alta entropia facilitou a impressão de produtos HEA que podem atingir as formas complexas necessárias para aplicações em aeroespacial, energia, moldes, ferramentas e outros campos.
Materiais em pó de liga de alta entropia podem ser amplamente usados.
Os materiais em pó de liga de alta entropia podem ser usados por um lado para preparar blocos, revestimentos, materiais de filme fino, mas também como um substituto para outros pós de liga de alta temperatura usados sob condições especiais para impressão 3D, revestimento a laser, liga a laser, laser reparo, extinção a laser e prototipagem rápida 3D. reparo a laser, extinção a laser e tecnologias de prototipagem rápida tridimensional.
A perda de material na usinagem pode ser bastante reduzida, percebendo assim o baixo custo e o alto desempenho dos produtos. Por outro lado, materiais em pó de liga de nano-alta entropia também podem ser usados como materiais funcionais em catálise, ressonância de plasmon de superfície, eletrônica, magnetismo, armazenamento de energia e nanomateriais de liga de alta entropia podem ser usados como materiais funcionais nas áreas de catálise, ressonância de plasma de superfície, eletrônica, magnetismo, armazenamento de energia e imagens de bio / plasma.
Pós de liga de alta entropia podem ser usados como matéria-prima para a preparação de blocos, placas, revestimentos ou filmes com excelentes propriedades mecânicas, físicas e químicas gerais. O pó de liga de alta entropia pode ser usado como matéria-prima para a preparação de blocos, folhas, revestimentos ou filmes. Considerando a praticidade, processabilidade e compatibilidade ambiental das ligas de alta entropia, elas são promissoras como matérias-primas para materiais estruturais e funcionais. Os pós de ligas de alta entropia têm uma ampla gama de aplicações como matérias-primas para a produção de materiais estruturais e funcionais. As ligas de alta entropia apresentam grande potencial de utilização como matéria-prima para materiais estruturais e funcionais.
Frequently Asked Questions (Supplemental)
1) Which preparation route is best for High Entropy Alloy Powder used in PBF/LPBF?
- Gas or plasma atomization under high‑purity inert atmospheres. These routes yield spherical, satellite‑free particles with narrow PSD (typically 15–45 μm for LPBF) and low oxygen/nitrogen—critical for density and crack resistance.
2) Can mechanically alloyed (MA) HEA powders be used for AM?
- Yes, primarily for DED or cold spray where irregular particles are acceptable. For PBF, MA powders often need post‑spheroidization (plasma spheroidization) and de‑oxidation to meet flow and O/N specs.
3) What O/N/H targets are recommended for HEA powders in AM?
- Application‑specific, but common targets are O ≤0.05–0.10 wt%, N ≤0.02 wt%, H ≤0.002 wt% for crack‑sensitive systems. Verify by inert‑gas fusion (ASTM E1019).
4) How do composition ranges affect printability and properties?
- Cantor‑type FCC (e.g., CoCrFeMnNi) shows good ductility and low‑temperature toughness; BCC/B2‑lean (e.g., Al‑containing HEAs) improve high‑temperature strength but can be more crack‑prone, often requiring preheat, scan strategy tuning, or HIP.
5) Can High Entropy Alloy Powder be recycled between builds?
- With sieving, removal of spatter/oxides, and blend‑back controls, limited reuse is feasible. Track PSD, flow, apparent/tap density, and interstitials via a powder passport. Set site‑specific cycle limits based on tensile/fatigue trends and CT porosity.
2025 Industry Trends and Data
- Atomization upgrades: More suppliers use vacuum induction melting + inert gas atomization with argon recirculation and in‑line O2/H2O scrubbing to cut interstitials in HEA powders.
- Qualification accelerators: Digital powder passports tied to in‑situ melt‑pool imaging shorten allowables development for HEA components in aerospace and energy.
- Preheat and multi‑laser control: Elevated build‑plate preheats and harmonized gas‑flow ducts reduce cracking in Al‑rich or BCC HEAs; multi‑laser synchronization improves overlap quality.
- Function‑first alloys: Hydrogen storage, wear‑/corrosion‑resistant clads, and radiation‑tolerant parts drive adoption of Co‑/Cr‑lean, Fe‑Ni‑Mn‑based HEAs due to cost and ESG pressures.
- Binder jetting maturation: Fine HEA powders with sinter‑HIP routes reach near‑wrought density for complex heat‑exchanger and tooling inserts.
| KPI (High Entropy Alloy Powder & AM), 2025 | 2023 Baseline | 2025 Typical/Target | Why it matters | Sources/Notes |
|---|---|---|---|---|
| LPBF density post‑HIP (HEAs) | 99.5–99.8% | 99.8–99.95% | Fatigue, leak‑tightness | OEM/peer‑reviewed data |
| Chamber O2 during build (ppm) | ≤1000 | 100–300 | Oxide/soot control | Machine vendor guidance |
| Satellite count (≥5 μm per 100 particles) | 4–6 | 2–3 | Flow, spread consistency | SEM image analysis |
| Typical LPBF PSD (μm) | 20–63 | 15–45 | Packing, melt stability | ISO/ASTM 52907 |
| Qualified powder reuse cycles | 3–5 | 5–8 | Cost, consistency | Plant case studies |
| Binder‑jet HEA final density with HIP | 98–99% | 99–99.5% | Mechanical reliability | OEM notes |
| Reported recycled content in HEA lots | — | 10–25% | ESG, cost | EPD/LCA reports |
Authoritative resources:
- ISO/ASTM 52907 (metal powder characterization), 52904 (LPBF practice), 52910 (design for AM): https://www.iso.org
- ASTM B822/B214 (PSD), B212/B213 (density/flow), E1019 (O/N/H), F3302 (AM process control): https://www.astm.org
- ASM Handbook: Additive Manufacturing; High‑Entropy Alloys overview: https://dl.asminternational.org
- NIST AM Bench datasets and in‑situ monitoring: https://www.nist.gov/ambench
Casos de pesquisa mais recentes
Case Study 1: LPBF of Cantor‑Type HEA with Elevated Preheat for Cryogenic Components (2025)
- Background: An energy OEM needed ductile cryogenic brackets with low defect rates using CoCrFeMnNi High Entropy Alloy Powder.
- Solution: Gas‑atomized spherical powder (15–45 μm, O 0.06 wt%); build‑plate preheat 400–500°C; island hatch with contour pass; stress‑relief + HIP; shot peen and electropolish.
- Results: Post‑HIP density 99.92%; −196°C Charpy impact +18% vs. wrought baseline; CT porosity <0.05%; dimensional scatter −20%.
Case Study 2: DED Cladding of Wear‑Corrosion Resistant Al‑Containing HEA on Pump Shafts (2024)
- Background: A chemical processor required simultaneous wear and chloride corrosion resistance on shafts.
- Solution: Mechanically alloyed AlCoCrFeNi powder, plasma‑spheroidized; DED with interpass temperature control; post‑clad temper; slurry erosion and salt‑spray validation.
- Results: 3× wear life vs. 316L overlay; corrosion rate reduced 40% in 3.5% NaCl; downtime −25% over 12 months.
Opiniões de especialistas
- Prof. Yong Zhang, Materials Scientist, City University of Hong Kong (HEA research)
- Viewpoint: “Controlling stacking fault energy via Mn/Ni balance in FCC HEAs enables exceptional cryogenic toughness—powder cleanliness preserves that advantage in AM.”
- Dr. Tresa Pollock, Distinguished Professor, UC Santa Barbara
- Viewpoint: “For HEAs in AM, solidification pathway control—via scan strategy and preheat—is as critical as composition for avoiding hot cracking.”
- Dr. Martina Zimmermann, Head of Additive Materials, Fraunhofer IWM
- Viewpoint: “Powder passports linked to in‑situ layer imaging and CT benchmarks are accelerating HEA adoption in regulated sectors.”
Affiliation links:
- CityU Hong Kong: https://www.cityu.edu.hk
- UC Santa Barbara: https://www.ucsb.edu
- Fraunhofer IWM: https://www.iwm.fraunhofer.de
Practical Tools/Resources
- Standards/QC: ISO/ASTM 52907; ASTM B212/B213/B214/B822; ASTM E1019; ASTM F3302 for AM process control
- Metrology: LECO inert‑gas fusion for O/N/H (https://www.leco.com); laser diffraction PSD; SEM/EDS for morphology and segregation; CT for porosity; EBSD for texture/grain size
- Simulation: Thermo‑Calc/DICTRA and CALPHAD‑based HEA thermodynamics; Ansys/Simufact Additive for scan and distortion; nTopology for lattice and conformal channels
- Databases/Guides: NIST AM Bench; ASM Handbook; open HEA datasets and CALPHAD assessed systems (various journals)
- Process playbooks: Preheat and parameter windows for Al‑rich HEAs; HIP + surface finishing sequences for FCC HEAs targeting cryogenic service
Última atualização: 2025-08-22
Registro de alterações: Added 5 FAQs targeting preparation routes, interstitial targets, and reuse; introduced 2025 trend KPI table with references; included two case studies (LPBF Cantor‑type HEA with preheat; DED Al‑containing HEA clads); added expert viewpoints with affiliations; compiled standards, metrology, simulation, and database resources for High Entropy Alloy Powder.
Data e critérios da próxima revisão: 2026-02-01 or earlier if ISO/ASTM standards update, major OEMs publish new O/N/H limits for HEA powders, or new datasets on preheat strategies and HEA binder‑jet densification are released.