Genel Bakış 3d baskı tungsten
Wolfram olarak da bilinen tungsten, mükemmel yüksek sıcaklık dayanımına sahip sert, yoğun bir metaldir ve yüksek sertlik, aşınma direnci veya 1000°C'ye kadar yüksek sıcaklık performansı gerektiren uygulamalar için idealdir. Tungsten 19,3 g/cm3 yoğunluğa sahiptir, bu da onu çelikten iki kat daha yoğun ve yoğunluk olarak saf uranyuma yakın yapar.
tungsten ve tungsten alaşımlarının 3D baskısı, parçaların geleneksel üretim yöntemleriyle mümkün olmayan karmaşık geometrilerde üretilmesine olanak tanır. Tungsten'in yüksek sertliği ve aşınma direnci, onu 3D baskı kalıp takımları, elektrotlar, radyasyon koruma bileşenleri, balast ağırlıkları ve yüksek yoğunluklu malzeme özellikleri gerektiren diğer uygulamalar için uygun hale getirir.
Tungsten, seçici lazer eritme (SLM) ve elektron ışını eritme (EBM) dahil olmak üzere toz yatağı füzyon teknolojileri kullanılarak 3D yazdırılabilir. Her iki yöntem de katı bir 3D parça oluşturmak için tungsten tozu katmanlarını seçici olarak eriterek çalışır. Aşağıdakiler için önemli hususlar 3d baskı tungsten parça tasarımı, toz seçimi, baskı işlemi parametreleri, işlem sonrası ve malzeme özelliklerini içerir.
Bu makale, tungsten kaplama ile 3D baskı için eksiksiz bir kılavuz sağlar:
- 3D baskılı tungsten parçaların temel uygulamaları
- Tungsten metal tozlarının türleri
- Seçici lazer ergitme ve elektron ışını ergitme prosesine genel bakış
- Baskı parametreleri ve dikkat edilecek noktalar
- İşlem sonrası prosedürler
- Mekanik özellikler ve mikroyapı
- Tedarikçiler ve maliyet analizi
- Tasarım ilkeleri ve sınırlamalar
- Alternatif üretim süreçleriyle karşılaştırma
- Teknolojinin avantajları ve dezavantajları
3D Baskılı Tungsten Parçaların Temel Uygulamaları
Tungsten, yüksek yoğunluk, sertlik, sertlik ve sıcaklık direnci gerektiren ürünler için 3D baskıda uygulanır. Tipik uygulamalar şunları içerir:
| Uygulama | Açıklama |
|---|---|
| Radyasyon kalkanı | Tungsten’in yoğunluğu zararlı gama ve x-ışınlarını engeller. Tıbbi, nükleer ve havacılık alanlarında kullanılır. |
| Titreşim sönümleme | Tungsten’in yoğunluğu titreşimleri etkili bir şekilde sönümler. Hassas aletler için kullanılır. |
| Balast ağırlıkları | Yüksek yoğunluk sistemleri hassas bir şekilde dengeler ve kalibre eder. |
| Elektrot kontakları | Ark oluşumuna karşı dayanıklıdır. Elektrik kontaklarında ve vakum kesicilerde kullanılır. |
| Otomotiv | Yüksek performanslı otomobil bileşenlerinde tungsten alaşımları. |
| Madencilik | Aşınmaya dayanıklı tungsten karbür madencilik ve delme aletleri. |
| Havacılık ve Uzay | Roket nozulları, türbin kanatları ve diğer yüksek sıcaklık bileşenleri. |
| Askeri | Kinetik enerji deliciler, zırh delici mühimmat. |
| Tıbbi | Yüksek sertlikte neşterler, dişçilik aletleri, kemik vidaları. |
3D baskı, eksiltmeli işleme ile mümkün olmayan karmaşık tungsten parça geometrilerini mümkün kılar ve yüksek performanslı metal özelliklerine ihtiyaç duyan endüstrilerdeki uygulamaları genişletir.

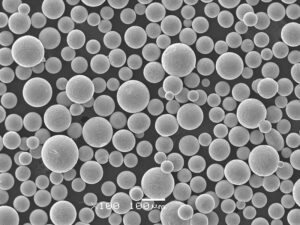
3D Baskı için Tungsten Metal Tozu Türleri
Tungsten, toz yatağı füzyon 3D baskı işlemlerinde kullanılmak üzere farklı toz türlerinde mevcuttur:
| Toz Tipi | Açıklama | Parçacık Şekli | Parçacık Boyutu |
|---|---|---|---|
| Saf tungsten | Elemental tungsten, ,9 saflıkta | Küresel | 15-45 mikron |
| Tungsten karbür | Tungsten karbür-kobalt sermet | Küresel/düzensiz | 45-150 mikron |
| Tungsten alaşımları | Nikel, demir veya bakır ile ağır tungsten alaşımları | Küresel | 15-45 mikron |
Saf tungsten, tungsten alaşımlarına kıyasla daha yüksek erime sıcaklığı nedeniyle lazer toz yatağı füzyonu için tercih edilir. Tungsten karbür kaliteleri bir kobalt bağlayıcı içerir ve daha serttir ancak işlenmesi daha zordur. EBM için 150 mikrona kadar daha kaba tozlar kullanılabilir.
Küresel tozlar daha iyi akış ve paketleme yoğunluğu sağlar. Daha küçük partikül boyutları 45 mikronun altında çözünürlüğü, yüzey kalitesini ve sinterlemeyi iyileştirir. Bununla birlikte, çok ince tozların işlenmesi tozun yanıcılığına karşı dikkatli olunmasını gerektirir.
Tungsten için Seçici Lazer Eritme Sürecine Genel Bakış
Seçici lazer eritme (SLM), 3D nesneleri katman katman oluşturmak için bir tungsten toz yatağının bölgelerini seçici olarak kaynaştırmak için bir lazer ışını kullanır. İşlem, oksidasyonu önlemek için oksijen seviyeleri %0,1'in altında olan bir inert gaz odası içinde gerçekleşir.
SLM Süreç Adımları:
- Tungsten tozu, bir yeniden kaplayıcı kol kullanılarak bir yapı plakası boyunca ince katmanlar halinde yayılır.
- Lazer ışını her katmanı izleyerek tozu erime noktasının üzerine kadar ısıtır ve kaynaşmış katı bölgeler oluşturur.
- Yapı plakası hafifçe aşağı iner ve yeni toz katmanı önceki katmanın üzerine yayılır.
- Adımlar, tungsten metal tozundan tam parça oluşana kadar tekrarlanır.
- Eritilmemiş toz, baskı sırasında çıkıntıları ve alt kesimleri destekler ve baskı sonrasında geri dönüştürülür.
- Lazerle eritilen lokalize toz noktalarından 3000°C'ye kadar yüksek sıcaklıklar elde edilir.
- Parçalar daha sonra toz kekinden çıkarılır ve sonradan işlenir.
SLM, döküm veya işleme ile mümkün olmayan karmaşık geometrilerin doğrudan bir 3D CAD modelinden yazdırılmasına olanak tanır. İnce 0,02-0,05 mm çözünürlük ve pürüzsüz yüzeyler elde edilir.
Tungsten için Temel SLM Baskı Süreci Parametreleri
SLM baskı parametrelerini optimize etmek, kontrollü mikroyapı ve mekanik özelliklere sahip yüksek yoğunluklu tungsten parçalar elde etmek için kritik öneme sahiptir.
| Yazdırma Parametresi | Tipik Aralık | Rol |
|---|---|---|
| Lazer gücü (W) | 100-400 W | Tozu verimli bir şekilde eritir. Daha yüksek güç, yapı oranını artırır. |
| Tarama hızı (mm/s) | 100-1000 mm/s | Her katmandan geçen lazerin hızı. Enerji girişini etkiler. |
| Kapak aralığı (μm) | 50-200 μm | Tarama çizgileri arasındaki mesafe. Örtüşmeyi ve yoğunlaştırmayı etkiler. |
| Tabaka kalınlığı (μm) | 20-100 μm | İnce katmanlar çözünürlüğü artırır ancak yapıları yavaşlatır. |
| Odak kayması (mm) | 0 ila -2 mm | Daha geniş eriyik havuzu ve daha iyi katman bağlanması için noktayı odaktan çıkarır. |
| Ön ısıtma sıcaklığı (°C) | 100-400 °C | Isıl gerilmeleri azaltmak için toz yatağını ısıtır. Katman yapışmasını iyileştirir. |
Bu parametreler, dik termal gradyanlardan kaynaklanan artık gerilmeleri en aza indirirken erime için yeterli enerji sağlayacak şekilde dengelenmelidir.
SLM Tungsten Parçaları için İşlem Sonrası Yöntemler
SLM oluşturma işleminden sonra, bitmiş bir tungsten parçası elde etmek için ek işlem sonrası gereklidir:
- Toz yatağından çıkarma – Parçalar, çevreleyen konsolide olmayan tozdan dikkatlice çıkarılır.
- Destek giderme – Destekler parçadan manuel olarak kesilir veya kimyasal olarak çözülür.
- Termal gerilim azaltma – 1000-1500°C'de tavlama artık gerilmeleri azaltır ve sünekliği artırır.
- Sıcak izostatik presleme – 2000°C'nin üzerinde HIPing işlemi mikro yapıyı daha da yoğunlaştırır.
- Talaşlı İmalat – CNC frezeleme daha sıkı toleranslar ve yüzey kalitesi sağlar.
- Yüzey işlemleri – Metal kaplama veya parlatma yüzey özelliklerini geliştirebilir.
Uygun son işlem, baskılı durumdan sonra gerekli boyutsal doğruluğu, mikro yapıyı ve malzeme özelliklerini elde etmenin anahtarıdır.
SLM Tungsten'in Mekanik Özellikleri
Seçici lazer eritme, dövme eşdeğerlerine yaklaşan özelliklere sahip neredeyse tamamen yoğun tungsten parçalar üretir:
| Mülkiyet | SLM Tungsten | Dövme Tungsten |
|---|---|---|
| Yoğunluk | 99'un üzerinde teorik | 99.9% |
| Çekme mukavemeti | 450 ila 650 MPa | 550 MPa |
| Akma dayanımı | 400 ila 500 MPa | 500 MPa |
| Uzama | 3 ila %8 | 10% |
| Sertlik | 300 ila 400 HV | 340 HV |
| Termal iletkenlik | 140 ila 180 W/mK | 174 W/mK |
Hızlı katılaşmadan kaynaklanan ultra ince mikroyapı, çok yüksek sertlik ve mukavemet ile sonuçlanır. Bununla birlikte, çatlamaya duyarlı tungsten, sünekliği artırmak için sıcak izostatik presleme ve tavlamaya ihtiyaç duyar.
SLM Tungsten'in Mikroyapısı
Üretilmiş SLM tungstenin mikroyapısı, yapı yönü boyunca 5 ila 10 mikron genişliğinde ve birkaç yüz mikron uzunluğunda ince sütunlu β-tungsten tanelerinden oluşur.
Kolonlar içinde, lazer tarama sırasında karmaşık termal döngüden kaynaklanan 500 nm genişliğe kadar hücresel alt tane yapıları gözlenir. Mikroyapı, nano ölçekli gözenekler ve tane sınırları arasında erimemiş parçacıklar ile yüksek dislokasyon yoğunluğu içerir.
İşlem sonrası tavlama, bu sütunlu yapıyı, iç gerilimleri ve dislokasyon yoğunluğunu azaltarak 50 mikron genişliğinde daha homojen ve daha iri tungsten taneleri halinde yeniden kristalleştirir.
Seçici Lazer Ergitme ve Elektron Işını Ergitme
Elektron ışını eritme (EBM), lazer yerine elektron ışını ısı kaynağı kullanan alternatif bir toz yatağı füzyon işlemidir.
| Karşılaştırma | SLM | EBM |
|---|---|---|
| Isı kaynağı | Lazer | Elektron ışını |
| Atmosfer | Argon | Vakum |
| Işın kontrolü | Galvo tarayıcı | Elektromanyetik bobinler |
| Maksimum yapı boyutu | 250 x 250 x 300 mm | 200 x 200 x 350 mm |
| Çözünürlük | 50 μm | 70 μm |
| Doğruluk | +/- 100 μm | +/- 150 μm |
| Yüzey finisajı | Yapıldığı gibi pürüzlü, işlemeden sonra pürüzsüz | Pürüzlü doku |
SLM'nin hızlı ışın taraması, daha ince çözünürlük ve yüzey kalitesi sağlar. EBM’nin avantajı, daha yüksek üretim hızı ve vakumda daha basit toz işlemedir.
3D Baskı için Tungsten Tozu Tedarikçileri
Çeşitli üreticiler toz yatağı füzyon 3D baskı için tungsten tozları tedarik etmektedir:
| Tedarikçi | Toz Çeşitleri | Parçacık Boyutu | Fiyatlandırma |
|---|---|---|---|
| Buffalo Tungsten | Saf tungsten, tungsten karbür | 10-44 μm | 100-200 $/kg |
| Midwest Tungsten | Saf tungsten | 10-40 μm | 80-250 ABD Doları/kg |
| H.C. Starck | Saf tungsten, tungsten alaşımları | 15-45 μm | $150-$350/kg |
| Nanjing Tungsten | Saf tungsten | 15-45 μm | $100-$250/kg |
| Tyranna Kaynakları | Saf tungsten | 45 μm'nin altında | $250-$400/kg |
Toz maliyeti düşük saflıkta 80 $/kg ile yüksek hassasiyetli kaliteler için 400 $/kg arasında değişmektedir. Önemli miktarda malzeme, üretim sırasında eritilmemiş toz olarak israf edilir.
3D Baskılı Tungsten Parçaların Maliyet Analizi
İşte tungsten parçaların SLM üretimi için maliyetlerin bir dökümü:
| Maliyet Bileşeni | Tipik Tahmin |
|---|---|
| Tungsten tozu | kg başına 100-250$ |
| Diğer hammaddeler | yapı başına $2-$10 |
| Makine ücretleri | saat başına $50-$150 |
| İşgücü | saat başına $40-$100 |
| Son İşlem | parça başına $20-$50 |
| Toplam parça maliyeti | karmaşık büyük parçalar için 100g başına 100$'dan 5000$'a kadar |
100 g'ın altındaki küçük parçalar için parça başına 100 $ maliyet bekleyin. Daha büyük ve karmaşık parçalar, uzun yapım süreleri ve önemli hammadde tüketimi nedeniyle 5000 dolara kadar mal olabilir.
Talaşlı imalatla karşılaştırıldığında, tungstende 3D baskı daha yüksek parça maliyetlerine sahiptir, ancak daha önce imkansız olan parça geometrilerini mümkün kılar.
SLM Tungsten Parçaları için Tasarım İlkeleri
Optimum parça tasarımı, 3D baskının yeteneklerinden yararlanmak ve tungsten ile çalışırken kusurları önlemek için kritik öneme sahiptir:
- Artık gerilmelerden kaynaklanan çatlamayı önlemek için 2 mm'den daha kalın duvarlar ve yapılar kullanın.
- Destek yapıları gerektiren sarkık geometrileri en aza indirin.
- Gerilim yoğunlaşmalarını önlemek için kabartma delikleri, yuvarlaklar veya filetolar ekleyin.
- Toz kaldırmayı iyileştirmek için kapalı hacimleri kafes yapılar olarak tasarlayın.
- Desteklenmeyen çıkıntıları en aza indirmek ve deformasyona eğilimli uzun ince bölümlerden kaçınmak için parçaları yönlendirin.
- 100 μm baskı toleransını hesaba katın ve parçaları buna göre ölçeklendirin.
- Hassas uyum elde etmek için işleme sonrası için eşleşme yüzeyleri tasarlayın.
- Tasarım özgürlüğünden yararlanın – montajları tek bir karmaşık parça halinde birleştirin.
Tasarım sırasında yüksek artık gerilme alanlarını belirlemek için termal ve yapısal simülasyonlar gerçekleştirin. Son işlem sırasında hasara eğilimli hassas özelliklerden kaçının.
Tungsten ile 3D Baskı Yaparken Karşılaşılan Sınırlamalar
Avantajlarına rağmen tungsten, toz yatağı füzyon prosesleri için de zorluklar teşkil etmektedir:
- Yüksek yoğunluklu tungsten lazer enerjisini yansıtarak emilimi ve yapı oranlarını sınırlandırır.
- Düşük ısı iletkenliği ısı birikimine yol açarak parçaları bozar.
- Yüksek sıcaklıklar ve işleme sırasında oksijen/azot ile reaktivite.
- Parçalar, çatlamaya eğilimli kırılgan baskılı mikro yapılara maruz kalır.
- Dövülmeye yakın özellikler elde etmek için önemli ölçüde son işlem gereklidir.
- Maksimum parça boyutu yazıcı üretim hacmi ile sınırlandırılmıştır.
- Dikey yüzeyler kötü finisaja sahiptir ve işlenmeleri gerekir.
- Nispeten pahalı toz malzeme maliyetleri artırır.
Yüksek kaliteli tungsten bileşenlerini başarılı bir şekilde basmak için dikkatli süreç kontrolü gereklidir.

Avantajları 3d baskı tungsten Parçalar
Tungsten ile katmanlı üretimin temel faydaları şunlardır:
- Karmaşık geometriler – Döküm veya tungsten işleme ile mümkün olmayan karmaşık tasarımlar üretin.
- Konsolide montajlar – Birden fazla bileşeni tek bir basılı parçaya entegre edin.
- Kitlesel özelleştirme – Her uygulama için tasarımları kolayca değiştirin ve optimize edin.
- Ağırlık azaltma – Eksiltici yöntemlerle mümkün olmayan hafif kafesler ve iç yapılar oluşturun.
- Yüksek sertlik – As-baskılı parçalar 400 HV sertliğe kadar ulaşır.
- Hızlı geri dönüş – Geleneksel takımlama yöntemlerine kıyasla geliştirme süresini kısaltın.
- Parça konsolidasyonu – Montajları tek bir karmaşık bileşen halinde birleştirin.
- Sıfır atık – Erimemiş toz hurdaya ayrılmak yerine yeniden kullanılır.
3D baskı, yüksek performanslı metal özellikleri gerektiren sektörlerde tungsten için yenilikçi yeni uygulamaların kilidini açar.
Dezavantajlar & amp; 3d baskı tungsten sınırlamaları
- Yüksek maliyet – Tungsten tozu pahalıdır. Yapılarda önemli ölçüde kullanılmayan toz israf edilir.
- Düşük süneklik – As-baskılı tungsten, işlem sonrası olmadan çatlamaya eğilimlidir.
- Sınırlı boyut – Yazıcı yapı hacimleri maksimum parça boyutlarını kısıtlar.
- Pürüzlü yüzeyler – Dikey yüzeyler kötü finisaja sahip ve işlenmeleri gerekiyor.
- Uzun süreç – Üretim hacimleri için baskı ve işlem sonrası süre yavaştır.
- Parametre hassasiyeti – Hatasız yapılara ulaşmak için kapsamlı ince ayarlar yapılması gerekir.
- Güvenlik sorunları – Tungsten tozu kullanımı yanıcılığa karşı koruyucu ekipman gerektirir.
3d baskı tungsten, performansın maliyetten daha ağır bastığı karmaşık, yüksek değerli parçaların düşük hacimli üretimi için en uygunudur.
3d baskı tungsten'in geleceği
Tungsten ile katmanlı üretimde daha fazla büyüme görülecektir:
- Mevcut tungsten alaşımları ve kompozitlerin yelpazesinin genişletilmesi.
- Daha büyük makine yapı boyutları daha büyük basılı parçalara olanak sağlar.
- Geliştirilmiş toz yeniden kullanımı ve geri dönüşümü malzeme maliyetlerini düşürür.
- Baskı ve işlemeyi birleştiren hibrit üretim.
- Süreç-mikroyapı-özellik ilişkilerinin daha iyi anlaşılması.
- Havacılık, savunma, otomotiv ve tıp sektörlerinde yeni uygulamalar.
- Ağa yakın şekilli büyük parçaların basılması için yönlendirilmiş enerji biriktirme (DED) süreçleri.
- Baskı parametrelerinin, niteliklerin ve sertifikaların standartlaştırılması.
Artan benimseme ile 3D baskılı tungsten bileşenleri prototiplemeden daha geniş üretim kullanım durumlarına geçecektir.
Sonuç
3D baskı, geleneksel teknikler kullanılarak mümkün olmayan karmaşık geometrilere sahip yüksek performanslı tungsten bileşenleri üretmek için yenilikçi bir yöntem sunar. Uygulamalar radyasyon kalkanı ve balast ağırlıklarından elektrotlara ve havacılık bileşenlerine kadar uzanmaktadır.
Seçici lazer eritme işlemi, toz katmanlarından neredeyse tamamen yoğun tungsten parçaları üretebilir, ancak baskı parametrelerinin ve işlem sonrası işlemlerin dikkatli bir şekilde optimize edilmesi özellikler ve performans için çok önemlidir. Maliyet hala bir sınırlama olsa da, 3D baskılı tungsten, endüstriler arasında yeni tasarımların ve özelleştirme olanaklarının kilidini açıyor.
Süreçler gelişmeye devam ettikçe ve yeni tungsten alaşımları geliştirildikçe, eklemeli üretim ultra yüksek yoğunluk, sertlik, sertlik ve ısı direnci özellikleri gerektiren parçalar için artan kullanım alanları bulacaktır.
SSS
İşte tungsten ile 3D baskı hakkında bazı yaygın soruların yanıtları:
Temel faydaları nelerdir? 3d baskı tungsten parçalar mı?
3D baskının temel avantajları tasarım özgürlüğü, kitlesel özelleştirme, birleştirilmiş montajlar, hafif kafesler, hızlı prototipleme ve işleme veya döküm ile mümkün olmayan karmaşık geometrilere olanak sağlamasıdır.
Hangi metal 3D baskı yöntemleri tungsten işleyebilir?
Seçici lazer eritme (SLM) ve elektron ışını eritme (EBM) toz yatağı füzyon süreçleri şu anda tungsten basmak için kullanılmaktadır.
3D baskılı tungsten parçaları hangi sektörlerde kullanılır?
Havacılık, savunma, otomotiv, tıp, elektronik ve nükleer endüstrileri 3D baskılı tungsten bileşenleri uygulamaktadır.
3D baskı için ne tür tungsten tozu kullanılabilir?
10-45 mikron boyut aralığında saf tungsten, tungsten karbür-kobalt ve tungsten ağır alaşım tozları. Küresel tozlar en iyi sonuçları verir.
Basılı tungsten herhangi bir son işlem gerektiriyor mu?
Sünekliği, yoğunlaşmayı, toleransları ve yüzey kalitesini iyileştirmek için gerilim giderme, sıcak izostatik presleme ve işleme gibi son işlemlere ihtiyaç vardır.
Basılı tungstenin özellikleri geleneksel tungstene kıyasla nasıldır?
Dikkatle işlenmiş baskılı tungsten yoğunluğa ulaşabilir ve neredeyse işlenmiş malzeme mukavemeti ve sertliği ile eşleşebilir. Süneklik biraz daha düşüktür.
Son kullanım 3D baskılı tungsten parçalarına bazı örnekler nelerdir?
Nozul uçları, elektrotlar, radyasyon kalkanları, karşı ağırlıklar, yüksek yoğunluklu balast, dengeleme bileşenleri ve tungsten ağır alaşımları kullanan metal kesme aletleri.
Hangi boyutta tungsten parçalar 3D yazdırılabilir?
Mevcut toz yatağı sistemleri yaklaşık 250 x 250 x 300 mm'ye kadar maksimum bileşenlere izin vermektedir, ancak daha büyük sistemler geliştirilmektedir.
3D baskılı tungsten üretim kullanımı için uygun fiyatlı mı?
Orta büyüklükteki parçalar için tungsten baskı maliyeti 100-5000 dolar arasındadır. Daha büyük hacimli üretim hala yüksek toz maliyetleri ile sınırlıdır.