mim metal tozu, metal tozu hammaddesinin karmaşık, yüksek yoğunluklu metal parçalar üretmek için bir kalıba enjekte edildiği bir üretim sürecidir. MIM süreci, plastik enjeksiyon kalıplamanın tasarım esnekliğini işlenmiş metal parçaların gücü ve bütünlüğü ile birleştirir.
MIM tozu, MIM sürecinde hammadde olarak kullanılan metal tozlarını ifade eder. MIM tozunun bileşimi ve özellikleri, MIM parçalarının özellikleri, kalitesi ve maliyet etkinliği üzerinde önemli bir etkiye sahiptir.
MIM Toz Türleri ve Bileşimi
MIM tozları paslanmaz çelik, takım çeliği, manyetik alaşımlar, bakır alaşımları, süper alaşımlar ve titanyum alaşımları dahil olmak üzere çok çeşitli alaşımlarda mevcuttur. Demir, nikel ve kobalt çoğu MIM tozunun temelini oluşturur.
En yaygın kategoriler MIM metal tozları dahil:
| MIM Toz Tipi | Kompozisyon |
|---|---|
| Paslanmaz çelik | Fe-Cr-Ni + Mo, Ti, Nb gibi eser elementler |
| Takım çeliği | Fe-Cr-Mo-V + W, Cr gibi karbür oluşturucular |
| Yumuşak manyetik alaşımlar | Fe-Si, Fe-Ni, Fe-Co + Cu, Nb vb |
| Bakır alaşımları | Cu-Zn, Cu-Al, Cu-Sn vb. |
| Süper alaşımlar | Ni/Co-Cr + Al, Ti, Nb, Ta, W vb. |
| Titanyum alaşımları | Ti-Al-V, Ti-Mn, Ti-Mo vb. |
Uygulamanın gerektirdiği belirli özellikleri elde etmek için tam bileşim değiştirilebilir. Eser elementler dikkatle kontrol edilir.
Bileşim ve alaşım kimyası, MIM tozunun performansını, işlenebilirliğini ve fiyatını belirler.
MIM Toz Özellikleri ve Karakteristikleri
Bileşime ek olarak, MIM tozları, onları MIM süreci için uygun kılan belirli fiziksel ve kimyasal özelliklere sahiptir:
Tablo 1: MIM tozlarının temel özellikleri ve karakteristikleri
| Mülkiyet | İstenen Değerler | Önem |
|---|---|---|
| Parçacık boyutu | 10-20 μm | Toz akışını ve paketleme yoğunluğunu etkiler |
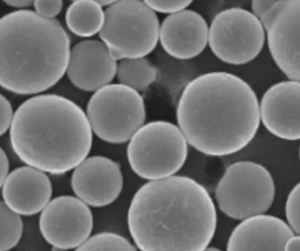
| Morfoloji | Küresel, uydusuz | Toz akışkanlığını belirler |
| Oksijen içeriği | <0.5% | Etki giderme ve sinterleme |
| Görünür yoğunluk | >Gerçek yoğunluğun 'i | Nihai parça yoğunluğunu etkiler |
| Musluk yoğunluğu | >Gerçek yoğunluğun 'ı | Karıştırma ve akış davranışını belirler |
| Hausner oranı | <1.25 | Toz akışkanlığını gösterir |
| Piknometrik yoğunluk | Alaşım başına | Nihai parça yoğunluğunun üst sınırını belirler |
| Akış hızı | >28 s/50 g | Sorunsuz enjeksiyon kalıplama sağlayın |
Yüksek kaliteli MIM parçaları üretmek için partikül boyutu, şekli, yoğunluğu ve akışı gibi toz özellikleri üzerinde hassas kontrol gereklidir.

MIM Tozunun Uygulamaları ve Kullanım Alanları
MIM, aşağıdaki gibi sektörlerde mükemmel mekanik özelliklere sahip küçük, karmaşık parçaların üretiminde kullanılır:
Tablo 2: MIM tozlarının başlıca uygulamaları
| Endüstri | Tipik Uygulamalar | Kullanılan Alaşım Sınıfları |
|---|---|---|
| Havacılık ve Uzay | Türbin kanatları, pervaneler | Nikel süper alaşımları, titanyum alaşımları |
| Otomotiv | Dişliler, bağlantı çubukları | Paslanmaz çelikler, takım çelikleri |
| Tüketici | Saat gövdeleri, ortodontik braketler | Paslanmaz çelikler, titanyum alaşımları |
| Elektronik | Sensörler, konektör pimleri | Manyetik alaşımlar, bakır alaşımları |
| Tıbbi | Neşter bıçakları, forsepsler | Paslanmaz çelikler, takım çelikleri |
| Ateşli Silahlar | Tetikler, çekiçler, kızaklar | Paslanmaz çelikler, takım çelikleri |
MIM, birden fazla parçanın tek bir karmaşık bileşen halinde birleştirilmesine olanak tanır. MIM tozlarının esnekliği, çeşitli ve yüksek değerli endüstrilerde kullanılmalarını sağlar.
MIM Toz Spesifikasyonları ve Standartları
MIM tozları, endüstri/uygulama ihtiyaçlarına göre uyarlanmış çeşitli standart ve özel kalitelerde mevcuttur:
Tablo 3: MIM toz özellikleri, boyutları, standartları
| Standart | Notlar | Parçacık Boyutu | Kimya |
|---|---|---|---|
| ASTM F2885 | SS316L, SS17-4PH, SS410, Inconel 718 gibi yaygın kaliteler | 16-20 μm | Alaşım tipine göre tanımlanmıştır |
| ISO 22068 | Eşdeğer notlar | ASTM'ye benzer | ASTM'ye benzer |
| Epma/MIMA REHBERLERİ | Özel sınıflar mümkün | 10-22 μm tipik | Müşteri tarafından belirlenmiş |
Çoğu MIM toz üreticisi, standartların yanı sıra endüstri gereksinimlerine uygun özel kaliteler de sunmaktadır.
Havacılık, medikal vb. alanlarda daha zorlu uygulamalar için özel kaliteler mümkündür.
MIM Toz Tedarikçileri ve Fiyatlandırma
Aşağıdaki büyük küresel tedarikçiler yüksek kaliteli MIM tozları sağlamaktadır:
Tablo 4: Başlıca MIM tozu tedarikçileri ve gösterge niteliğindeki fiyatlar
| Tedarikçi | Verilen Sınıflar | Fiyatlar |
|---|---|---|
| Sandvik Osprey | Kapsamlı not portföyü | $$$ |
| Hoganas | Öncü notlar | $$ |
| AMES Grup | Özel notlar | $-$$ |
| BASF | Yüksek saflıkta kaliteler | $$$ |
| Kymera Uluslararası | Geniş ürün yelpazesi | $-$$ |
Fiyatlar, sipariş hacimlerine ve tam bileşime bağlı olarak, yaygın paslanmaz çelik kaliteleri için 20 $ / kg ile egzotik süper alaşımlar için 200 $ / kg arasında değişmektedir.
MIM tozları sıkı kalite kontrolü ve önemli ölçüde işleme gerektirir, bu da bitmiş kalitelerin premium fiyatlandırmasına yansır.
MIM Tozunun Artıları ve Eksileri
Tablo 5: MIM tozlarının avantajları ve sınırlamaları
| Avantajlar | Sınırlamalar |
|---|---|
| Karmaşık, net şekilli parçalar | Diğer proseslere kıyasla daha yüksek parça maliyeti |
| Mükemmel mekanik özellikler | Sınırlı boyut aralığı |
| Geniş malzeme esnekliği | Kısıtlı geometriler |
| Sektörler arasında kanıtlanmış | Yüksek uzmanlık gerektirir |
MIM süreci, tasarım yönergelerine uyulması koşuluyla, diğer tekniklerle elde edilemeyen yüksek performanslı metal parçalara olanak tanır.
MIM tozu, daha yüksek parça maliyetine rağmen MIM uygulama kapsamını genişletmiştir.

Hakkında SSS MIM Metal Tozu
S: Tipik MIM toz bileşimi nedir?
C: Çoğu MIM tozu, -30 krom, 'ye kadar molibden, eser miktarda titanyum, niyobyum vb. içeren demir, nikel veya kobalt bazlı alaşımlardır. Toz bileşimi uygulama gereklilikleriyle eşleştirilir.
S: MIM hammaddesi için en kritik toz özellikleri nelerdir?
C: Partikül boyutu, morfoloji, görünür yoğunluk, akış hızı ve oksijen içeriği, MIM hammadde davranışı ve sinterlenmiş parça özellikleri üzerinde en büyük etkiye sahiptir. Bu toz özelliklerinin sıkı kontrol edilmesi gerekir.
S: MIM süreci değerli metal kullanımına izin veriyor mu?
C: Evet, altın alaşımları, saf gümüş gibi değerli metaller, MIM'in 0 malzeme kullanımı sayesinde mücevher ve yüksek değerli uygulamalar için kolayca MIM’lenebilir.
S: MIM toz spesifikasyonlarını hangi standartlar yönlendiriyor?
C: Temel standartlar arasında ASTM F2885, ISO 22068 ve Epma, MIMA'nın yaygın kaliteleri ve test prosedürlerini listeleyen endüstri kuruluşu kılavuzları bulunmaktadır. Özel kaliteler de mümkündür.
S: MIM toz fiyatı nasıl belirleniyor?
C: MIM fiyatlandırması büyük ölçüde bileşime, üretim hacmine, kalite seviyesine ve işleme yöntemine bağlıdır. Genel olarak, son derece temiz, küresel, özelleştirilmiş tozlar için maliyet artar.
Sonuç
MIM, her bir uygulama için özel olarak tasarlanmış MIM tozları sayesinde çeşitli sektörlerde geleneksel üretim yollarının yerini almaya devam etmektedir. Sandvik Osprey ve BASF gibi MIM toz tedarikçileri, sıkı kalite kontrolü ve alaşım inovasyonu sayesinde her partide optimum hammadde performansı ve sinterlenmiş parça kalitesi sağlayarak metal enjeksiyon kalıplamanın daha geniş çapta benimsenmesini kolaylaştırmaktadır.
daha fazla 3D baskı süreci öğrenin
Frequently Asked Questions (Supplemental)
1) What particle size and shape are optimal for high‑throughput MIM feedstock?
- Spherical, satellite‑free MIM Metal Powder with D50 ≈ 12–18 μm and narrow PSD. Target Hausner ratio ≤1.20, flow rate ≥28 s/50 g (Hall funnel), and tap density ≥90% of true density to ensure consistent mixing and injection.
2) How do oxygen and carbon levels impact debinding and sintering?
- Elevated O promotes oxide films, hindering neck growth; excess C can cause soot and dimensional drift. Typical targets for stainless MIM powders: O ≤0.20–0.40 wt% (alloy‑dependent) and controlled C aligned to binder chemistry. Verify via inert gas fusion (ASTM E1019).
3) Can MIM Metal Powder be reused from sprues/runners?
- Yes, limited reclaim (often ≤10–20% by mass) can be blended with virgin powder if sieved and re‑qualified for PSD, O/N/H, and flow. Validate with SPC to avoid viscosity drift and defects.
4) What alloys are most common in medical MIM and why?
- 316L, 17‑4PH, and Co‑Cr‑Mo due to established biocompatibility and corrosion resistance. Use low interstitial grades and certify per ASTM F2885; conduct ISO 10993 biocompatibility where applicable.
5) How does powder selection change for micro‑MIM components?
- Favor ultra‑fine spherical powders (D50 ≈ 5–10 μm) with very low satellites to fill micro‑features; binder systems with lower viscosity and controlled solids loading; tighter sintering atmospheres to limit distortion.
2025 Industry Trends and Data
- Digital powder passports: Lot‑level traceability of chemistry (O/N/H/C), PSD, apparent/tap density, and inclusion cleanliness are now routine in RFQs for regulated sectors.
- ESG and cost: Wider adoption of recycled content streams and energy‑efficient atomization; more suppliers publishing Environmental Product Declarations (EPDs).
- Micro‑MIM growth: Surge in wearables, micro‑gears, and minimally invasive instruments drives demand for ultra‑fine MIM Metal Powder with advanced binders.
- Hybridization: MIM + secondary finishing (HIP, isostatic sizing, micro‑machining) standardizes tolerance and fatigue performance for aerospace and medical.
- In‑process analytics: Rheometry at compounding and cavity pressure sensing during molding reduce scrap by enabling real‑time viscosity control.
| KPI (MIM Metal Powder & Process), 2025 | 2023 Baseline | 2025 Typical/Target | Neden önemli? | Sources/Notes |
|---|---|---|---|---|
| PSD D50 for general MIM (μm) | 14–22 | 12–18 | Packing and flow | ASTM B822; supplier QC |
| Oxygen in 316L MIM powder (wt%) | 0.25–0.45 | 0.15–0.30 | Corrosion, density | ASTM E1019 |
| Hausner ratio (–) | 1.22–1.28 | 1.12–1.20 | Flow stability | ASTM B213/B212 |
| Green density variation (Cpk) | 1.1–1.3 | ≥1.5 | Boyutsal kontrol | Plant SPC data |
| Post‑HIP density (common alloys) | 99.5–99.7% | 99.7–99.9% | Fatigue/leak‑tightness | OEM/peer‑reviewed data |
| Scrap rate with cavity pressure control | - | −10–20% vs. baseline | Yield/cost | Vendor app notes |
| Recycled content disclosed | Sınırlı | 15–30% for select grades | ESG reporting | EPD/LCA reports |
Standards and references:
- ASTM F2885 (MIM powders and components), ASTM B822/B214 (PSD), B212/B213 (apparent density/flow), E1019 (O/N/H): https://www.astm.org
- ISO 22068 (MIM powders/components): https://www.iso.org
- EPMA/MIM materials and design guides: https://www.epma.com
- ASM Handbook, Powder Metallurgy and MIM: https://dl.asminternational.org
Son Araştırma Vakaları
Case Study 1: Ultra‑Fine 17‑4PH MIM for Micro‑Gears in Wearables (2025)
- Background: A consumer electronics OEM required sub‑2 mm gears with tight tolerances and high wear resistance.
- Solution: Spherical 17‑4PH MIM Metal Powder (D50 ≈ 9 μm, O = 0.18 wt%); tailored low‑viscosity binder; micro‑gate tooling with cavity pressure sensors; two‑step debind; vacuum sinter + aging; optional micro‑HIP.
- Results: Post‑HIP density 99.85%; dimensional Cpk 1.7 on critical features; wear life +25% vs. prior PM baseline; overall scrap −18%.
Case Study 2: High‑Conductivity Cu‑Ni‑Si MIM Contacts with Controlled Oxygen (2024)
- Background: An automotive Tier‑1 needed complex electrical contacts combining form factor freedom with high conductivity.
- Solution: Gas‑atomized Cu‑Ni‑Si powder (D50 ≈ 15 μm, O ≤0.08 wt%); hydrogen‑rich sintering to reduce oxides; in‑line eddy‑current conductivity testing; selective silver plating post‑sinter.
- Results: Conductivity 45–52% IACS after age‑hardening; first‑pass yield +12%; contact resistance variation −30%; unit cost −10% vs. machined Cu alloy.
Uzman Görüşleri
- Prof. Randall M. German, Powder Metallurgy Scholar and Author
- Viewpoint: “For MIM, apparent density and flow uniformity are the levers that most influence dimensional stability—optimize powder packing before chasing sintering tweaks.”
- Fraunhofer IWM Katkı Maddeleri Bölümü Başkanı Dr. Martina Zimmermann
- Viewpoint: “Digital powder passports coupled with rheology monitoring at compounding shorten qualification cycles and improve lot‑to‑lot consistency for MIM Metal Powder.”
- Dr. Paul J. Davies, Materials Engineer, EPMA MIM Expert Group
- Viewpoint: “Ultra‑fine PSDs unlock micro‑MIM, but only when oxygen is tightly controlled and tooling venting is engineered to avoid binder‑rich defects.”
Affiliation links:
- Fraunhofer IWM: https://www.iwm.fraunhofer.de
- EPMA (European Powder Metallurgy Association): https://www.epma.com
- ASM International: https://www.asminternational.org
Pratik Araçlar/Kaynaklar
- Standards/QC: ASTM F2885; ISO 22068; ASTM B212/B213/B214/B822; ASTM E1019 for O/N/H
- Metrology: LECO inert‑gas fusion (https://www.leco.com); helium pycnometry (ASTM B923) for true density; laser diffraction PSD; SEM for morphology/inclusions
- Process control: Capillary rheometers for feedstock; cavity pressure/temperature sensors; SPC templates for green density and shrinkage
- Design guides: EPMA MIM design for manufacturability; ASM Handbook MIM chapters; MPIF design standards (https://www.mpif.org)
- Supplier databases: Senvol Database (https://senvol.com/database) for materials/process data; MatWeb (https://www.matweb.com)
Son güncelleme: 2025-08-22
Değişiklik günlüğü: Added 5 targeted FAQs; introduced 2025 trend KPI table with standards; provided two case studies (micro‑MIM 17‑4PH gears; Cu‑Ni‑Si contacts); included expert viewpoints with affiliations; compiled standards, metrology, process control, and design resources for MIM Metal Powder.
Sonraki değerlendirme tarihi ve tetikleyici faktörler: 2026-02-01 or earlier if ASTM/ISO standards update, major suppliers change O/N/H or PSD specs, or new datasets on micro‑MIM performance and in‑process monitoring are published.