Giriş
metal atomizasyon teknolojisi erimiş metali gaz veya su kullanarak çok ince damlacıklara parçalayarak sıvı metalin toz haline dönüştürüldüğü bir işlemdir. Damlacıklar hızla katılaşarak 5 – 500 μm boyut aralığında toz parçacıkları oluşturur. Atomizasyon teknolojisi, hassas parçacık boyutu dağılımına, bileşime ve morfolojiye sahip metal tozlarının üretilmesini sağlamıştır. Metal tozları, toz metalurjisi, termal püskürtme, metal katmanlı imalat vb. kullanılarak bileşenlerin imalatında uygulama alanı bulur. Bu makale, çeşitli atomizasyon yöntemlerine, atomize tozların özelliklerine ve farklı endüstrilerdeki uygulamalarına genel bir bakış sunmaktadır.
Metal atomizasyon teknolojisi yöntemleri
Metallerin atomizasyonu için iki ana teknik vardır:
Gaz atomizasyonu
Gaz atomizasyonunda, erimiş metal akışı genellikle azot veya argon gibi yüksek hızlı gaz jetleri tarafından parçalanır. Gaz atomizasyon cihazı, bir eriyik dağıtım sistemi, atomizasyon odası ve toz toplama sisteminden oluşur. Eriyik dağıtım sistemi, erimiş metalin dışarı aktığı altta bir nozul bulunan bir pota veya potadır. Nozül çıkışında, metal akışına, eriyik akışına radyal veya paralel olarak düzenlenmiş yüksek basınçlı gaz jetleri çarpar. Gaz jetleri, eriyiği, toplama odasına doğru hareket ederken hızla katılaşan ince damlacıklara ayırır.
Aşağıdakiler, gaz atomizasyonunun başlıca avantajlarıdır:
- Ortalama boyutu 20 μm'ye kadar olan ince tozlar üretilebilir. Parçacık boyutu dağılımı dardır.
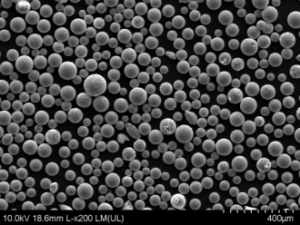
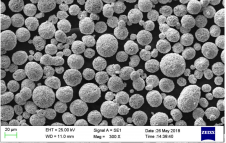
- Gaz atomize tozlar, sinterleme uygulamaları için ideal olan yuvarlak parçacık morfolojisine sahiptir.
- Titanyum, alüminyum gibi reaktif metaller, işlem inert atmosferde gerçekleştirildiğinden atomize edilebilir.
- Çoklu gaz jetleri, büyük hacimlerde tozun sürekli olarak üretilmesini sağlar.
Ancak, gaz atomizasyonu yüksek sermaye yatırımı gerektirir ve büyük gaz tüketimi nedeniyle işletme maliyetleri yüksektir.
Su atomizasyonu
Su atomizasyonunda, nozülden çıkan erimiş metal akışı, yukarıdan veya yanlardan gelen su jetleri tarafından parçalanır. Su atomizasyonu inert gaz gerektirmez ve daha basit bir işlemdir. Ancak, parçacık boyutu aralığı 100 – 500 μm'dir ve toz parçacıkları düzensiz morfolojiye sahiptir. Başlıca uygulamaları, metal bileşenlerin toz kaplamasıdır.
Su atomize tozlar, ince tozlar mümkün olmadığından toz metalurjisinde sınırlı uygulamalar bulur. Ancak, su atomizasyonu gaz atomizasyonuna göre daha ekonomiktir.

Atomize tozların özellikleri
Atomize metal tozlarının özellikleri, metal alaşımının bileşimine ve ayrıca atomizasyon proses parametrelerine bağlıdır. Proses parametreleri optimize edilerek, istenen özelliklere sahip tozlar üretilebilir.
Partikül boyutu ve şekli
- Gaz atomize tozlar, su atomize tozlardan (100 – 500 μm) daha küçük bir parçacık boyutuna (5 – 150 μm) sahiptir.
- Su atomize parçacıklar düzensiz şekillere sahipken, gaz atomize tozlar daha küresel bir morfolojiye sahiptir.
- Parçacık boyutu dağılımı önemli bir parametredir. Metal katmanlı imalat gibi uygulamalar için dar dağılım tercih edilir.
Saflık
- Kontrollü atmosfer altında yapılan gaz atomizasyonu, alaşım kimyasının tozda kalmasını sağlar.
- Su atomize tozlar, oksijen emiliminden kaynaklanan kontaminasyona sahip olabilir.
- İnce tozlar büyük yüzey alanına sahiptir ve havada işlendiğinde kolayca oksitlenebilir. Oksidasyonu önlemek için pasivasyon işlemleri kullanılır.
Yoğunluk
- Atomizasyon sırasında hızlı katılaşma, rafine bir mikro yapı ile sonuçlanır. Toz parçacıkları düşük gözenekliliğe sahiptir.
- Gaz atomize tozlar, su atomize tozlardan daha yüksek yoğunluğa sahiptir.
- Atomize tozlardaki kapalı gözeneklilik, sıkıştırma sırasında sıkıştırılabilirliği artırır.
Akışkanlık
- Düzensiz parçacık şekli ve geniş boyut dağılımı, su atomize tozlarda zayıf akışa yol açar.
- Gaz atomizasyonu ile üretilen ince küresel tozlar iyi akışkanlığa sahiptir.
Maliyet
- Gaz atomize tozlar, su atomize tozlardan 10 kat daha pahalıdır.
- Maliyet, bileşime bağlıdır, yani titanyum gibi reaktif alaşımlar daha pahalıdır.
- Toz ne kadar ince olursa, maliyet de o kadar yüksek olur. Maliyet, çok ince tozlar için katlanarak artar.
Atomize metal tozlarının uygulamaları
Atomize tozların benzersiz özellikleri, imalat endüstrilerinde kullanımlarını sağlamıştır.
Toz metalurjisi
Atomize tozlar, yataklar, dişliler, mıknatıslar vb. gibi hassas bileşenler üretmek için sıkıştırılır ve sinterlenir. Önemli gereksinimler şunlardır:
- Yüksek yoğunluk ve düzgün sıkıştırma için küresel şekil ve dar boyut dağılımı
- Daha yüksek sinterlenmiş yoğunluk için ince tozlar (<100 μm)
- Sinterlemeden sonra gözenekliliği en aza indirmek için düşük oksijen içeriği
Metal katmanlı imalat
3D baskı olarak da bilinen bu, atomize tozların en hızlı büyüyen uygulamalarından biridir. Temel malzeme gereksinimleri:
- İyi akışkanlık için küresel toz morfolojisi
- Hassasiyet ve yüzey kalitesi için 15-45 μm arasında parçacık boyutu
- Düzgün katman birikimi ve yoğunluk için dar boyut dağılımı
- Üstün mekanik özellikler için düşük oksijen içeriği
Titanyum ve nikel süper alaşımlar yaygın olarak kullanılan alaşımlardır.
Termal sprey kaplamalar
Plazma püskürtme, alev püskürtme vb. gibi termal püskürtme işlemlerinde, atomize tozlar eritilmek üzere ısıtılır ve bileşen yüzeyine püskürtülür. Kaplamalar aşınma ve korozyon direnci sağlar. Toz özellikleri:
- Püskürtme tekniği için uygun parçacık boyutu aralığı (10 – 100 μm)
- Daha yüksek kaplama yoğunluğu ve bağ mukavemeti için düşük oksijen içeriği
- Maliyet kritiktir, bu nedenle genellikle su atomizasyonlu tozlar kullanılır
Metal enjeksiyon kalıplama (MIM)
MIM, küçük, karmaşık metal parçalar üretmek için plastik enjeksiyon kalıplama ve toz metalurjisinin avantajlarını birleştirir. Ham madde hazırlığı, ince metal tozunun bağlayıcı ile karıştırılmasını içerir. Gereksinimler:
- Bağlayıcı ile homojen karışım için 20 μm'nin altında parçacık boyutu
- Kalıplama sırasında iyileştirilmiş akış için küresel morfoloji
- Dar boyut dağılımı
Atomizasyon teknolojisindeki gelişmeler
Sürekli araştırmalar, özelleştirilmiş özelliklere ve yeni alaşımlara sahip tozlar üretmek için atomizasyon tekniklerinin geliştirilmesine yol açmıştır. Bazı önemli eğilimler şunlardır:
- Daha ince atomize tozlar üretmek için çoklu gaz nozulu konfigürasyonları
- Titanyum, alüminyum gibi reaktif alaşımlar için yakın bağlantılı atomizasyon kullanımı
- Gaz ve su atomizasyonunu birleştiren hibrit atomizasyon
- Daha iyi toz özellikleri için su atomizasyonu sırasında kontrollü oksidasyon
- Santrifüj atomizasyon, ultrasonik atomizasyon teknikleri kullanılarak atomizasyon
- Atomizasyon sürecini optimize etmek için damlacık katılaşmasının bilgisayar simülasyonları
Yeni hafif ve yüksek mukavemetli alaşımların geliştirilmesi de atomize tozların uygulama alanlarını genişletti.

Sonuç
Metal atomizasyon teknolojisi, gelişmiş toz bazlı üretim süreçleri için uygun, ince ve hassas şekilli metal tozları üretir. Toz özelliklerini kontrol etme yeteneği ile atomize tozlar, otomotiv, havacılık, biyomedikal ve diğer endüstrilerde yüksek performanslı bileşenlerde artan uygulamalar bulmaktadır. Devam eden gelişmeler, atomize tozlar kullanılarak özel malzemelerin üretilmesini sağlayacaktır.
SSS
Metal atomizasyonu için kullanılan farklı yöntemler nelerdir?
İki ana yöntem gaz atomizasyonu ve su atomizasyonudur. Gaz atomizasyonunda, erimiş metal, nitrojen veya argon gibi inert gazların yüksek hızlı jetleri tarafından ince damlacıklara ayrılır. Su atomizasyonunda, su jetleri, nozul ucundan çıkan erimiş metal akışına çarpar.
Ne tür metaller atomize edilebilir?
Alüminyum, bakır, demir, nikel vb. bazlı çoğu alaşım kolayca atomize edilebilir. Titanyum ve magnezyum gibi reaktif alaşımlar da gaz atomizasyon ünitelerinde kontrollü atmosfer kullanılarak atomize edilebilir. Bazı örnekler alüminyum alaşımları, paslanmaz çelikler, nikel süper alaşımları, titanyum alaşımlarıdır.
Atomize metal tozlarının başlıca uygulamaları nelerdir?
Önemli uygulamalar, toz metalurjisi parça üretimi, 3B baskı kullanarak metal katkılı imalat, termal sprey kaplamalar, küçük hassas bileşenlerin metal enjeksiyon kalıplaması, toz dövme, metal pullar ve macunlar üretimidir.
Gaz atomizasyonu, su atomizasyonuna kıyasla daha ince tozlar nasıl üretir?
Gaz atomizasyonunda, yüksek hızlı gaz jetleri metal akışını yaklaşık 5-50 mikron civarında çok ince damlacıklara ayırmak için yeterli momentuma sahiptir. Ayrıca, gaz atomizasyonundaki hızlı soğuma hızı, daha ince damlacıklara daha kolay ayrılmayı sağlar. Su atomizasyonunda, su jeti hızları daha düşüktür ve bu da 100 mikron ve üzeri daha kaba tozlarla sonuçlanır.
Gaz ve su atomize tozları arasındaki tipik maliyet farkı nedir?
Gaz atomize tozları, su atomize tozlarından yaklaşık 10 kat daha pahalıdır. Bunun nedeni, gaz atomizasyonunun ekipmana çok yüksek sermaye yatırımı ve gaz tüketimi nedeniyle yüksek işletme maliyetleri gerektirmesidir. Buna karşılık, su atomizasyon ünitelerinin kurulumu ve işletimi ucuzdur.
daha fazla 3D baskı süreci öğrenin
Sıkça Sorulan Sorular (SSS)
1) Which atomization route should I choose for additive manufacturing versus MIM?
- Additive manufacturing (LPBF/EBM/DED) typically benefits from gas atomization due to spherical morphology and tight PSD (e.g., 15–45 μm). MIM and binder jetting can use gas- or water-atomized powders; water-atomized grades may require post-spheroidization and tighter classification to improve flow and sinterability.
2) How do gas type and dew point affect powder quality in metal atomization technology?
- Inert gases (argon, nitrogen) with low dew point (≤ −40°C, often ≤ −60°C for Ti/Ni) lower oxygen/nitrogen pickup. Nitrogen is avoided for Ti and some Ni alloys to prevent nitrides; it is acceptable for many steels.
3) What is the Gas-to-Metal Ratio (GMR) and why does it matter?
- GMR is kg of atomizing gas per kg of molten metal. Higher GMR generally yields finer PSD and fewer satellites but increases utility cost. Optimizing nozzle design and melt superheat can reduce GMR at constant PSD.
4) Can water atomization produce powders suitable for high-end AM applications?
- Directly, water-atomized powders are irregular and higher in oxides. However, combining water atomization with post-spheroidization, deoxidation, and strict sieving can qualify certain alloys for binder jetting and some thermal spray uses.
5) What certifications and tests should accompany atomized powders?
- ISO/ASTM 52907 characterization; chemistry including O/N/H (ASTM E1019/E1409/E1447), PSD (D10/D50/D90), flow (ASTM B213/B964), apparent/tap density (ASTM B212/B527), microcleanliness/inclusions, and if applicable, bioburden for medical and explosion safety documentation (ATEX/DSEAR).
2025 Industry Trends: Metal Atomization Technology
- Helium minimization strategies: Argon–helium blends and nozzle redesigns achieve finer PSDs while cutting He consumption by 30–50%.
- Digital material passports: Lot-level traceability (PSD, O/N/H, flow, storage humidity, reuse counts) speeds multi-site qualification and cost audits.
- Energy recovery and gas recirculation: Argon recirculation and heat integration reduce utilities by 15–35% and stabilize powder pricing.
- Spheroidization add-ons: Inline plasma/induction spheroidizers convert water-atomized feedstock into AM-ready grades for binder jetting at lower cost.
- ESG reporting maturity: More suppliers provide CO2e per kg powder, water usage, and REACH/RoHS compliance as part of COA packages.
2025 KPI Snapshot (indicative industry ranges)
| Metrik | 2023 Tipik | 2025 Tipik | Notlar/Kaynaklar |
|---|---|---|---|
| GMR (kg gas/kg metal, GA) | 0.8–2.0 | 0.6–1.6 | Improved close-coupled nozzles |
| D50 for LPBF cuts (μm) | 28–38 | 25–34 | Better melt stream stability |
| Sphericity (AM-grade) | 0.92–0.95 | 0,94–0,97 | Satellite reduction |
| Oxygen in 316L (wt%) | 0.06–0.10 | 0.04–0.08 | Lower dew point handling |
| Oxygen in Ti‑6Al‑4V (wt%) | 0.12–0.18 | 0.08–0.15 | Enhanced inert melt path |
| Argon consumption reduction | - | 15–35% | Recirculation/recovery |
| Qualification lead-time reduction | - | 20–35% | Digital passports + standard artifacts |
References: ISO/ASTM 52907; ASTM B212/B213/B703; ASTM E1019/E1409/E1447; NIST AM‑Bench; OEM/supplier technical notes and sustainability reports
Son Araştırma Vakaları
Case Study 1: Helium-Sparing Close-Coupled Gas Atomization for Ni Superalloys (2025)
Background: A powder producer faced rising helium costs while needing finer PSD for LPBF IN718.
Solution: Redesigned close-coupled nozzle, optimized melt superheat, and implemented argon–helium blend with real-time dew point control.
Results: D50 improved from 33 μm to 27 μm; satellite count −35%; helium usage −47%; oxygen reduced from 0.055 wt% to 0.042 wt%; LPBF build density increased from 99.5% to 99.8% (as-built).
Case Study 2: Water-Atomized Steel Upgraded via Inline Plasma Spheroidization for Binder Jetting (2024)
Background: A tooling manufacturer sought lower-cost BJ 17‑4PH powder without sacrificing sintered properties.
Solution: Qualified water-atomized feed with inline plasma spheroidization and tight PSD classification; added low-humidity storage and post-sieve QA per ISO/ASTM 52907.
Results: Powder cost −24% vs gas-atomized; Hall flow improved by 12%; sintered density 7.6–7.7 g/cm³ with dimensional variability −20%; scrap rate −18% across three plants.
Uzman Görüşleri
- Dr. John Slotwinski, Malzeme Araştırma Mühendisi, NIST
Key viewpoint: “Material passports that connect atomization parameters to powder KPIs and CT/mechanical results are reducing requalification cycles across sites.” https://www.nist.gov/ - Prof. Ian Gibson, Katmanlı Üretim Profesörü, Twente Üniversitesi
Key viewpoint: “Close-coupled designs and gas recirculation make gas atomization more competitive while maintaining AM-critical sphericity and PSD.” - Dr. Anushree Chatterjee, ASTM Uluslararası AM Mükemmeliyet Merkezi Direktörü
Key viewpoint: “Alignment to ISO/ASTM 52907 and consistent COA reporting is central to scaling atomized powders into regulated, serial production.” https://amcoe.astm.org/
Pratik Araçlar/Kaynaklar
- ISO/ASTM 52907: Metal powder feedstock characterization
https://www.iso.org/standard/78974.html - ASTM standards: B212/B213/B703 (density/flow), B527 (tap density), E1019/E1409/E1447 (O/N/H analysis)
https://www.astm.org/ - NIST AM‑Bench: Open datasets for correlating powder properties to part performance
https://www.nist.gov/ambench - Senvol Database: Machine–material relationships for AM powder selection
https://senvol.com/database - HSE ATEX/DSEAR: Safe handling of combustible metal powders and dust explosion compliance
https://www.hse.gov.uk/fireandexplosion/atex.htm - OEM/supplier technical notes (e.g., Sandvik Osprey, AP&C, TLS Technik, EOS, SLM Solutions, Renishaw) on atomization parameters and AM qualification
Son güncelleme: 2025-08-27
Değişiklik günlüğü: Added five FAQs, a 2025 KPI/trend table specific to metal atomization technology, two recent case studies (helium-sparing GA; spheroidized WA for BJ), expert viewpoints, and vetted tools/resources.
Sonraki değerlendirme tarihi ve tetikleyici faktörler: 2026-03-31 or earlier if ISO/ASTM standards change, major suppliers release new nozzle/recirculation tech, or energy/gas prices shift >15% affecting atomization economics.