Introdução
Carbeto cimentado O metal duro é geralmente composto de esqueleto de metal duro e aglutinante de metal, é um tipo de material com excelente dureza e resistência ao desgaste, o que é conveniente para sua aplicação na fabricação de ferramentas de corte, brocas, peças de desgaste, etc. Em geral, o metal duro é produzido por metalurgia do pó convencional (PM), prensagem isostática a quente (HIP), síntese de alta temperatura autopropagada (SHS) e sinterização por plasma de faísca (SPS). Mas a maioria deles só pode produzir componentes de complexidade geométrica limitada. Além disso, esses processos não são eficientes e são caros devido aos longos processos técnicos envolvidos.
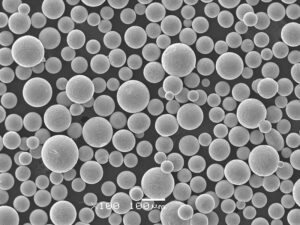
NossoPós de carbeto cimentado WC-12Copreparados por moagem de esferas, granulação por spray, pré-sinterização, peneiramento e classificação podem ser aplicados por fusão em leito de pó a laser (LPBF). As peças de metal duro por LPBF por nossa equipe dePó de WC-12Co com tamanhos de partícula quase esféricos de 15 a 53 μm, e o aglutinante Co é uniformemente disperso na matriz de WC e apresenta excelentes propriedades mecânicas e características de desgaste com o ajuste da velocidade de varredura adequada.
Figura 1 mostra a microestrutura óptica das peças de LPBF de metal duro WC-12Co formadas a partir de pós de WC-12Co a uma velocidade de varredura de 400 mm/s. As áreas vermelhas e azuis na Figura 1a representam os adesivos de WC e Co (soluções à base de Co), respectivamente. Os grãos de WC apresentam uma microestrutura bimodal, e os tamanhos máximo, mínimo e médio dos grãos são de aproximadamente 25, 1,5 e 8,7 μm, respectivamente.

Figura 2mostra a dureza Rockwell (HRA) e a resistência à ruptura transversal (TRS) do metal duro WC-12Co preparado por LPBF a partir de pós de WC-12Co. Com o aumento da velocidade de varredura do laser, a HRA diminui gradualmente. O aumento da densidade de energia do laser levará a um aumento da fase ƞ dura e quebradiça

Para analisar o mecanismo de desgaste do carboneto cimentado WC-12Co preparado por LPBF, a superfície de desgaste é mostrada em Figura 3. No caso do metal duro WC-12Co formado a 380 mm/s, as marcas de desgaste podem ser claramente observadas, e a matriz de WC está seriamente danificada. Ranhuras e arranhões podem ser observados em amostras preparadas a uma velocidade de 400 mm/s, que são características típicas de desgaste abrasivo:

Conclusão
Foram investigadas a microestrutura, as propriedades mecânicas e as características de desgaste do metal duro WC-12Co preparado por LPBF a partir de pós de WC-12Co.
As principais conclusões estão resumidas a seguir: (1) A distribuição alternada de grãos de WC grossos e finos foi observada no carboneto cimentado WC-12Co preparado por LPBF. (2) Com o aumento da velocidade de varredura a laser, o TRS primeiro aumenta até o valor máximo e depois diminui. A variação do TRS é atribuída principalmente à evolução da fase ƞ frágil e aos defeitos metalúrgicos. (3) No caso do metal duro WC-12Co formado em baixas velocidades de escaneamento, a fase frágil η pode se quebrar e cortar a matriz durante o atrito, resultando em perda de massa de desgaste. Para amostras formadas em altas velocidades de escaneamento, a formação e o desprendimento de camadas de cisalhamento acelerarão o processo de atrito e destruirão a resistência ao desgaste do metal duro WC-12Co. Portanto, as amostras preparadas em uma velocidade de varredura de 400 mm/s apresentam a melhor resistência ao desgaste.