A moldagem por injeção de metal (MIM) é uma tecnologia avançada de impressão 3D usada para criar peças metálicas pequenas e complexas com alta precisão e repetibilidade. Este guia fornece uma visão geral abrangente de Impressão MIM 3d abrangendo como funciona, aplicações, considerações de projeto, equipamentos, materiais, pós-processamento, vantagens, limitações, custos e muito mais.
Visão geral da impressão 3D MIM
A MIM combina moldagem por injeção de plástico e metalurgia do pó para fornecer componentes metálicos de precisão com geometrias complexas inigualáveis por outros métodos. É ideal para a produção de pequenos volumes de peças metálicas complexas.
Como funciona a impressão 3D MIM
A impressão 3D MIM envolve as seguintes etapas principais:
Tabela 1. Etapas do processo de impressão 3D MIM
| Etapa | Descrição |
|---|---|
| 1. Preparação da matéria-prima | O pó metálico é misturado com um aglutinante para criar uma matéria-prima moldada |
| 2. Moldagem por injeção | A matéria-prima é injetada em um molde para formar uma peça "verde" |
| 3. Desbobinamento | O aglutinante é removido da parte verde |
| 4. Sinterização | A peça desbastada é sinterizada para fundir o pó metálico em um objeto sólido |
| 5. Processamento secundário | Acabamento e pós-processamento adicionais, conforme necessário |
A MIM oferece ampla liberdade de projeto para a produção de componentes metálicos totalmente densos e de granulação fina com propriedades de material comparáveis aos métodos de fabricação tradicionais.
Tabela 2. Vantagens da impressão 3D MIM
| Benefícios |
|---|
| Geometrias complexas e recursos finos |
| Excelentes acabamentos de superfície |
| Ampla variedade de materiais |
| Grandes quantidades de produção |
| Pouco desperdício com altos rendimentos |
| Custo-benefício para peças pequenas |
A MIM é adequada para peças pequenas e complexas com menos de 100 gramas e até 102 mm de tamanho. É uma escolha popular para aplicações de alto volume de impressão 3D em metal em vários setores.

Aplicações da impressão 3D MIM
A impressão 3D MIM pode produzir componentes metálicos complexos com tolerâncias rígidas a partir de várias ligas.
Tabela 3. Setores e aplicações da impressão 3D MIM
| Setor | Aplicativos comuns |
|---|---|
| Aeroespacial | Lâminas de turbina, impulsores, engrenagens |
| Automotivo | Componentes do sistema de combustível, conectores, bicos injetores |
| Produtos de consumo | Joias, relógios, arte decorativa em metal |
| Odontológico e médico | Aparelhos ortodônticos, implantes, ferramentas cirúrgicas |
| Armas de fogo | Gatilhos, martelos, cofres, ejetores |
| Industrial | Válvulas, acoplamentos, engrenagens, peças de desgaste |
A MIM é usada para fabricar peças metálicas pequenas e complexas em uma ampla gama de setores em que a alta precisão é fundamental.
Considerações sobre o design para impressão 3D MIM
O projeto adequado do componente é fundamental para maximizar os recursos da MIM e evitar defeitos. Veja abaixo as principais diretrizes de projeto.
Tabela 4. Diretrizes de design para peças impressas em 3D MIM
| Aspecto do design | Recomendações |
|---|---|
| Tamanho da peça | Até 100 g e 102 mm no máximo |
| Espessura da parede | 0,3 - 4 mm para evitar distorção |
| Acabamento da superfície | Raios e ângulos de inclinação para desmoldagem |
| Tensões residuais | Espessuras de parede uniformes |
| Geometria da peça | Evite seções longas e finas propensas a empenamento |
| Montagem | Projete recursos de intertravamento para montagens de várias peças |
| Texturas | As tolerâncias e a geometria podem ser diferentes do modelo CAD |
A consulta a especialistas em MIM durante a fase de projeto ajuda a definir a capacidade de fabricação e a evitar retrabalho. As ferramentas de simulação também podem otimizar os projetos para os recursos e as limitações da MIM.
Equipamento MIM para impressão 3D de peças metálicas
São necessários equipamentos especiais para o processo exclusivo de fabricação MIM. Abaixo estão as principais máquinas de impressão 3D MIM.
Tabela 5. Equipamento principal para impressão 3D MIM
| Equipamentos | Finalidade |
|---|---|
| Misturadores | Misture o pó e o aglutinante na matéria-prima |
| Máquinas de moldagem por injeção | Formar peças verdes a partir de matéria-prima |
| Fornos de rebarbação | Remova o aglutinante das partes verdes |
| Fornos de sinterização | Partículas de pó fusível em partes marrons |
| Centros de usinagem CNC | Processamento secundário de peças sinterizadas |
A produção de MIM utiliza um fluxo de trabalho completo de equipamentos proprietários projetados especificamente para cada etapa do processo.
Outros equipamentos auxiliares de MIM incluem funis de matéria-prima, tanques de desbaste, ferramentas de lixamento/polimento, dispositivos de metrologia, peneiras e muito mais. Os sistemas automatizados com várias etapas integradas são comuns na produção de MIM de alto volume.
Tabela 6. Faixa de custo do equipamento MIM
| Tipo de máquina | Faixa de custo |
|---|---|
| Fornos de bancada pequenos | <$50.000 |
| Fornos de sinterização industrial | >$150.000 |
| Centros de usinagem CNC | $100.000 - $250.000 |
| Linhas MIM automatizadas | >$500.000 |
Os custos variam muito, dependendo dos volumes de produção, da produtividade e dos requisitos de automação. A parceria com fabricantes contratados oferece acesso sem grandes investimentos em equipamentos.
Materiais para impressão 3D MIM de metal
Um dos principais benefícios do MIM é a variedade de materiais que podem ser usados para atender aos requisitos das aplicações.
Tabela 7. Materiais comuns para impressão 3D MIM
| Material | Propriedades e aplicações |
|---|---|
| Aço inoxidável | Resistência à corrosão para usos médicos |
| Ligas de titânio | Alta resistência para peças aeroespaciais |
| Cobalto-cromo | Resistência ao desgaste para implantes dentários |
| Aços para ferramentas | Dureza para ferramentas industriais |
| Ligas de alumínio | Leve e com alta condutividade térmica |
| Ligas de cobre | Condutividade elétrica/térmica |
| Ligas magnéticas | Propriedades de magnetismo suave |
O MIM pode processar ligas de alto desempenho em componentes de densidade quase total após a sinterização. A escolha do material depende das necessidades mecânicas, da resistência à corrosão, da resistência ao desgaste e de outras especificações.
Pós-processamento de peças metálicas impressas em 3D MIM
Após o processo MIM, o pós-processamento adicional melhora as propriedades da peça final.
Tabela 8. Processamento secundário comum para peças MIM
| Processo | Finalidade |
|---|---|
| Tratamento térmico | Modificar a microestrutura e as propriedades mecânicas |
| Revestimento | Aumentar a resistência à corrosão ou ao desgaste |
| Passivação | Remover o ferro livre do aço inoxidável |
| Usinagem | Melhorar a precisão dimensional e o acabamento da superfície |
| Marcação | Identificação da peça |
| Testes | Confirmar o desempenho mecânico |
As peças MIM podem exigir várias outras etapas de acabamento, como furos, roscas, pintura, gravação a laser de marcas ou logotipos e muito mais.
Prós e contras da impressão 3D MIM
A MIM oferece vantagens exclusivas, mas também limitações a serem consideradas.
Tabela 9. Benefícios e limitações da MIM
| Vantagens | Desvantagens |
|---|---|
| Geometrias complexas | Limites de tamanho da peça |
| Acabamentos de superfície | Restrições de design |
| Ampla seleção de materiais | Menor resistência do material |
| Alta produção | Desenvolvimento inicial do processo |
| Forma de rede próxima | O processamento secundário geralmente é necessário |
| Baixo desperdício | Altos custos de equipamentos |
A MIM concorre com outros processos de AM baseados em pó, como jato de aglutinante, DMLS e EBM, que têm suas próprias vantagens e desvantagens. É imprescindível adequar o método de fabricação aos requisitos da peça e aos volumes de produção.

Como escolher um parceiro de impressão 3D MIM
A seleção de um fabricante qualificado de MIM é fundamental para a produção econômica de componentes de alta qualidade.
Tabela 10. Critérios para a seleção de um parceiro MIM
| Fator | Descrição |
|---|---|
| Especialização | Anos de experiência, técnicos treinados |
| Sistemas de qualidade | Certificação ISO 9001 ou AS9100 |
| Capacidade de produção | Produtividade, retorno rápido |
| Teste de desempenho | Validar propriedades mecânicas |
| Recursos de design | Simulação, consultoria de capacidade de fabricação |
| Materiais | Variedade de ofertas |
| Pós-processamento | Usinagem, acabamento, galvanização, etc. |
| Integração vertical | Controle sobre todo o fluxo de trabalho do processo |
Visitar a fábrica de um fornecedor em potencial permite avaliar suas competências e capacidade em primeira mão. Avaliações de clientes anteriores e exemplos de peças também proporcionam confiança em suas capacidades.
Análise de custos para impressão 3D MIM
Os custos do MIM dependem de muitas variáveis, mas é econômico para a produção em massa.
Tabela 11. Fatores que afetam o custo da peça MIM
| Parâmetro | Impacto nos custos |
|---|---|
| Tamanho da peça | Menor é mais barato por peça |
| Quantidade de produção | O custo/peça cai com volumes maiores |
| Material | As ligas mais exóticas são caras |
| Tolerâncias | Tolerâncias mais rígidas aumentam o custo |
| Processamento secundário | Aumenta o custo |
| Complexidade do projeto | Mais complexo é igual a mais caro |
Uma solicitação de cotação detalhada fornece preços adaptados às necessidades específicas de design, material, qualidade e volume da aplicação. Os custos de produção do MIM são competitivos em comparação com a usinagem de componentes pequenos e complexos.
Tabela 12. Faixas indicativas de custo de peças
| Volume da peça | Faixa de custo por peça |
|---|---|
| 10-100 | $50 – $500 |
| 1,000 | $10 – $50 |
| 10,000 | $2 – $15 |
| 100,000+ | $0.50 – $5 |
As economias de escala tornam o MIM altamente econômico para grandes quantidades de produção em comparação com volumes menores com custos mais altos por peça.

perguntas frequentes
Veja abaixo as respostas às perguntas mais comuns sobre a manufatura aditiva MIM.
Tabela 13. Perguntas frequentes sobre MIM
| Pergunta | Resposta |
|---|---|
| Quais materiais podem ser processados pelo MIM? | Todos os metais padrão - aço inoxidável, titânio, alumínio, aço para ferramentas, superligas, ligas magnéticas, etc. |
| Que tamanho de peças o MIM pode produzir? | Até 100 g e 100 mm x 100 mm x 100 mm aproximadamente. |
| Quanto tempo dura o MIM? | Normalmente, de 4 a 6 semanas, dependendo dos volumes. |
| Quais acabamentos podem ser obtidos? | Acabamentos sinterizados de 2 a 4 mícrons de rugosidade. |
| Quais são as tolerâncias possíveis? | Em torno de ±0,5% a ±0,1%, dependendo do processo. |
| Quantas peças o MIM pode produzir? | Dezenas a milhões de peças em um lote de produção. |
| Como o MIM se compara à usinagem CNC? | Custos mais baixos e menos desperdício de material para peças pequenas e complexas fabricadas em grandes volumes. |
| O MIM é um processo de manufatura aditiva? | Sim, ela é considerada uma tecnologia AM de fusão de leito de pó. |
| Que pós-processamento é necessário? | A maioria das peças precisa de tratamento térmico, acabamento de superfície, galvanização, etc. |
| A MIM pode produzir peças multimateriais? | Não, somente materiais homogêneos, mas montagens podem ser impressas. |
Isso abrange o básico - entre em contato com outras perguntas! A MIM oferece uma maneira econômica de fabricar componentes metálicos complexos.
Conclusão
A MIM é um processo versátil de impressão 3D para produzir peças metálicas pequenas e de alta precisão com excelentes propriedades mecânicas, geometrias complexas, recursos finos e acabamentos de superfície suaves. Ele se destaca na fabricação econômica de grandes quantidades de componentes complexos nos setores aeroespacial, automotivo, médico e em vários outros setores.
Com otimizações para a capacidade de fabricação, a MIM pode fornecer soluções de manufatura aditiva de metal que não são viáveis por outros métodos. Este guia aborda como o processo funciona, as principais aplicações, os princípios de design, os equipamentos envolvidos, os materiais usados, o pós-processamento, os prós e os contras, os critérios de avaliação do fornecedor, o preço indicativo e as perguntas frequentes sobre a impressão 3D MIM. Fale com um especialista em MIM para determinar se esse é o processo certo para suas necessidades específicas de peças e volumes de produção.
conhecer mais processos de impressão 3D
Additional FAQs About MIM 3D Printing
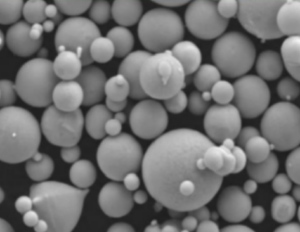
1) What powder characteristics matter most for MIM feedstock quality?
- Fine PSD (typically D50 ≈ 10–20 µm), high tap/apparent density, narrow distribution, low O/C/S interstitials, and spherical morphology minimize binder loading, improve molding rheology, and reduce sinter shrink variability.
2) How do you estimate sinter shrinkage and final dimensions?
- Typical linear shrinkage is 12–20% depending on alloy and solids loading. Use supplier material cards or DOE to build shrink factors per axis; apply compensation to mold/CAD and validate with first-article measurements.
3) Which alloys are most production-proven in MIM 3D printing?
- 17-4PH, 316L, 4605/8620 low-alloy steels, F-75 CoCr, M2/H13 tool steels, Ti-6Al-4V (specialized lines). Each has established debind/sinter recipes and predictable mechanical properties.
4) How does MIM compare to binder jetting for small metal parts?
- MIM excels in very high volumes with ultra-fine features and tight tolerances via hardened molds; binder jetting offers faster tooling-free iteration and mid-volume viability. Both rely on debind/sinter; MIM generally achieves higher consistency on microfeatures.
5) What are best practices to avoid defects during debinding?
- Ramp slowly through binder softening temperatures, ensure venting and uniform cross-sections, avoid thick-thin junctions, employ wicking media or catalytic debind where applicable, and maintain furnace atmosphere/dew point control.
2025 Industry Trends for MIM 3D Printing
- Materials convergence: Expanded property datasets for 17-4PH, 316L, and Ti-6Al-4V enable faster design allowables and regulatory filings.
- Data-driven sintering: Wider adoption of in-situ temperature/atmosphere sensing and AI-assisted profiles reduces distortion and porosity.
- Hybridization: MIM + micro-CNC/laser texturing post-sinter delivers tighter GD&T without sacrificing throughput.
- Sustainability: Higher recycled content in powders and closed-loop binder recovery reported in ESG disclosures.
- Medical and e-mobility demand: Growth in surgical instruments, orthodontics, and compact drivetrain components.
2025 Market and Technical Snapshot (MIM 3D Printing)
| Metric (2025) | Typical Value/Range | YoY Change | Notes/Source |
|---|---|---|---|
| Typical MIM part mass | 0.02–80 g | Stable | Industry benchmarks |
| Linear shrinkage (common alloys) | 12–20% | Better predictability | Supplier material cards, DOE |
| Production Cp/Cpk (critical dims) | ≥1.33/≥1.67 achievable | Up | SPC with inline metrology |
| 17-4PH MIM UTS (H900) | 1000–1200 MPa | Stable | Vendor datasheets, MPIF |
| 316L MIM density (relative) | 96–99% | +0.5 pp | Optimized sinter/HIP |
| Tooling lead time (prototype → production) | 3–10 weeks | Down | Rapid mold inserts |
| Cost per part at 100k units | $0.5–$5 | Stable | Quotation analyses |
Indicative sources:
- MPIF standards and design guidelines: https://www.mpif.org
- ISO/ASTM AM and powder standards (52900 series): https://www.iso.org | https://www.astm.org
- ASM Handbooks (Powder Metallurgy; Heat Treating): https://www.asminternational.org
- NIST resources on sintering and powder characterization: https://www.nist.gov
Latest Research Cases
Case Study 1: High-Yield 17-4PH MIM Micro-Actuator Components (2025)
Background: A robotics OEM needed sub-1 g components with tight positional tolerances and high strength.
Solution: Spherical 17-4PH powder (D50 ≈ 14 µm) at 63 vol% solids; two-stage solvent/thermal debind; vacuum sinter with controlled cooling; H900 aging; inline optical metrology + SPC.
Results: Yield improved to 96% (+8 pp vs. prior run); UTS 1120 MPa, elongation 7%; Cpk ≥1.67 on three critical features; part cost −12% via cycle-time tuning.
Case Study 2: Ti-6Al-4V MIM for Orthodontic Brackets with Low Nickel Exposure (2024)
Background: Dental supplier required nickel-free brackets with smooth surface and biocompatibility.
Solution: Ti-6Al-4V ELI powder, catalytic debind-compatible binder; high-vacuum sinter + HIP; electropolish + ASTM F86 passivation; ISO 10993 biocompatibility testing.
Results: Relative density 99.2% post-HIP; surface Ra 0.6–0.8 µm; no cytotoxicity/irritation; slot dimensional tolerance ±0.03 mm; validated 1M-cycle fatigue for wire engagement.
Expert Opinions
- Prof. Randall M. German, Powder Metallurgy Scholar and Author
Key viewpoint: “Solids loading and carbon/oxygen control dominate MIM dimensional repeatability and final properties—optimize these before chasing minor process tweaks.” - Dr. John Slotwinski, Manufacturing Metrology Expert (former NIST)
Key viewpoint: “Inline SPC with lot-specific shrink factors and verified PSD/interstitials is essential to scale MIM 3D Printing beyond pilot lines.” - Dr. Cristina L. Branco, Director of Advanced PM Programs, Automotive OEM
Key viewpoint: “Hybrid cost models—rapid prototype tooling to production tooling—shorten time-to-SOP without compromising Cp/Cpk targets.”
Practical Tools and Resources
- MPIF 35 and MIM design guides for materials/allowables: https://www.mpif.org
- ISO/ASTM 52900-series (terminology, powders, qualification): https://www.iso.org | https://www.astm.org
- ASM Digital Library (Powder Metallurgy; Heat Treatment): https://www.asminternational.org
- NIST sintering and powder metrology resources: https://www.nist.gov
- QC instrumentation:
- Rheology/solids loading: capillary rheometers
- PSD/shape: Malvern Mastersizer, image analysis
- Interstitials O/N/H: LECO analyzers
- Inline SPC: statistical software integrated with CMM/vision metrology
Last updated: 2025-08-26
Changelog: Added 5 targeted FAQs; introduced 2025 market/technical snapshot with table; included two recent case studies; compiled expert viewpoints; curated practical tools/resources tailored to MIM 3D Printing
Next review date & triggers: 2026-02-01 or earlier if MPIF/ISO/ASTM update MIM standards, major vendors release new validated material cards/shrink models, or NIST/ASM publish updated sintering and property datasets for MIM alloys