Visão geral de Impressão 3d de tungstênio
O tungstênio, também conhecido como volfrâmio, é um metal duro e denso com excelente resistência a altas temperaturas, o que o torna ideal para aplicações que exigem alta rigidez, resistência ao desgaste ou desempenho em altas temperaturas de até 1.000°C. O tungstênio tem uma densidade de 19,3 g/cm3, o que o torna duas vezes mais denso que o aço e próximo ao urânio puro em densidade.
A impressão 3D de tungstênio e ligas de tungstênio permite que as peças sejam produzidas em geometrias complexas que não são possíveis com os métodos de fabricação tradicionais. A alta rigidez e a resistência ao desgaste do tungstênio o tornam adequado para ferramentas de molde de impressão 3D, eletrodos, componentes de proteção contra radiação, pesos de lastro e outras aplicações que exigem propriedades de material de alta densidade.
O tungstênio pode ser impresso em 3D usando tecnologias de fusão de leito de pó, incluindo fusão seletiva a laser (SLM) e fusão por feixe de elétrons (EBM). Ambos os métodos funcionam por meio da fusão seletiva de camadas de pó de tungstênio para criar uma peça sólida em 3D. As principais considerações para Impressão 3d de tungstênio incluem o projeto da peça, a seleção do pó, os parâmetros do processo de impressão, o pós-processamento e as propriedades do material.
Este artigo fornece um guia completo para a impressão 3D com revestimento de tungstênio:
- Principais aplicações de peças de tungstênio impressas em 3D
- Tipos de pós metálicos de tungstênio
- Visão geral do processo de fusão seletiva a laser e fusão por feixe de elétrons
- Parâmetros de impressão e considerações
- Procedimentos de pós-processamento
- Propriedades mecânicas e microestrutura
- Fornecedores e análise de custos
- Princípios e limitações do design
- Comparação com processos de fabricação alternativos
- Vantagens e desvantagens da tecnologia
Principais aplicações de peças de tungstênio impressas em 3D
O tungstênio é aplicado na impressão 3D para produtos que exigem alta densidade, rigidez, dureza e resistência à temperatura. As aplicações típicas incluem:
| Aplicativo | Descrição |
|---|---|
| Proteção contra radiação | A densidade do tungstênio bloqueia raios gama e raios X prejudiciais. Usado nas áreas médica, nuclear e aeroespacial. |
| Amortecimento de vibração | A densidade do tungstênio amortece as vibrações de forma eficaz. Usado para instrumentos de precisão. |
| Pesos de lastro | A alta densidade equilibra e calibra os sistemas com precisão. |
| Contatos do eletrodo | Resiste a arcos elétricos. Usado em contatos elétricos e interruptores a vácuo. |
| Automotivo | Ligas de tungstênio em componentes automotivos de alto desempenho. |
| Mineração | Ferramentas de mineração e perfuração de carboneto de tungstênio resistentes ao desgaste. |
| Aeroespacial | Bicos de foguetes, lâminas de turbinas e outros componentes de alta temperatura. |
| Militar | Penetradores de energia cinética, munição perfurante de armadura. |
| Médico | Bisturis de alta rigidez, ferramentas odontológicas, parafusos para ossos. |
A impressão 3D permite geometrias complexas de peças de tungstênio que não são viáveis com a usinagem subtrativa, expandindo as aplicações em todos os setores que necessitam de propriedades metálicas de alto desempenho.

Tipos de pós metálicos de tungstênio para impressão 3D
O tungstênio está disponível em diferentes tipos de pó para uso em processos de impressão 3D por fusão em leito de pó:
| Tipo de pó | Descrição | Forma da partícula | Tamanho da partícula |
|---|---|---|---|
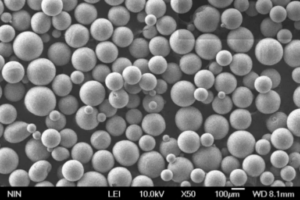
| Tungstênio puro | Tungstênio elementar, pureza de 99,9% | Esférico | 15-45 mícrons |
| Carbeto de tungstênio | Cermet de carboneto de tungstênio-cobalto | Esférico/irregular | 45-150 mícrons |
| Ligas de tungstênio | Ligas pesadas de tungstênio com níquel, ferro ou cobre | Esférico | 15-45 mícrons |
O tungstênio puro é preferido para a fusão de leito de pó a laser devido à sua temperatura de fusão mais alta em comparação com as ligas de tungstênio. As classes de carboneto de tungstênio contêm um aglutinante de cobalto e são mais duras, porém mais difíceis de processar. Para EBM, podem ser usados pós mais grossos, de até 150 mícrons.
Os pós esféricos proporcionam melhor fluxo e densidade de empacotamento. Tamanhos de partículas menores, abaixo de 45 mícrons, melhoram a resolução, o acabamento da superfície e a sinterização. Entretanto, o manuseio de pós muito finos requer cuidado com a inflamabilidade do pó.
Visão geral do processo de fusão seletiva a laser para tungstênio
A fusão seletiva a laser (SLM) usa um feixe de laser para fundir seletivamente regiões de um leito de pó de tungstênio para construir objetos 3D camada por camada. O processo ocorre dentro de uma câmara de gás inerte com níveis de oxigênio abaixo de 0,1% para evitar a oxidação.
Etapas do processo de SLM:
- O pó de tungstênio é espalhado em camadas finas em uma placa de construção usando um braço de recobrimento.
- O feixe de laser traça cada camada, aquecendo o pó acima do ponto de fusão para criar regiões sólidas fundidas.
- A placa de construção desce ligeiramente e uma nova camada de pó é espalhada sobre a camada anterior.
- As etapas se repetem até que toda a peça seja construída com pó metálico de tungstênio.
- O pó não fundido suporta saliências e cortes inferiores durante a impressão e é reciclado depois.
- Altas temperaturas de até 3000°C são geradas a partir da fusão a laser de pontos de pó localizados.
- As peças são então removidas do bolo de pó e pós-processadas.
O SLM permite a impressão de geometrias complexas diretamente de um modelo CAD 3D, o que não é possível com fundição ou usinagem. Obtém-se uma resolução fina de 0,02-0,05 mm e superfícies lisas.
Principais parâmetros do processo de impressão SLM para tungstênio
A otimização dos parâmetros de impressão SLM é fundamental para obter peças de tungstênio de alta densidade com microestrutura e propriedades mecânicas controladas.
| Parâmetro de impressão | Faixa típica | Função |
|---|---|---|
| Potência do laser (W) | 100-400 W | Derrete o pó com eficiência. Maior potência aumenta a taxa de construção. |
| Velocidade de digitalização (mm/s) | 100-1000 mm/s | Velocidade do laser que atravessa cada camada. Afeta a entrada de energia. |
| Espaçamento da escotilha (μm) | 50-200 μm | Distância entre as linhas de varredura. Afeta a sobreposição e a densificação. |
| Espessura da camada (μm) | 20-100 μm | Camadas finas melhoram a resolução, mas tornam as construções mais lentas. |
| Deslocamento do foco (mm) | 0 a -2 mm | Desfoca o ponto para obter uma piscina de fusão mais ampla e uma melhor união de camadas. |
| Temperatura de pré-aquecimento (°C) | 100-400 °C | Aquece o leito de pó para reduzir o estresse térmico. Melhora a união das camadas. |
Esses parâmetros devem ser equilibrados para fornecer energia suficiente para a fusão e, ao mesmo tempo, minimizar as tensões residuais dos gradientes térmicos acentuados.
Métodos de pós-processamento para peças de tungstênio SLM
Após o processo de construção SLM, é necessário um pós-processamento adicional para obter uma peça de tungstênio acabada:
- Remoção do leito de pó - As peças são retiradas cuidadosamente do pó não consolidado ao redor.
- Remoção de suporte - Os suportes são cortados da peça manualmente ou dissolvidos quimicamente.
- Alívio do estresse térmico - O recozimento a 1000-1500°C alivia as tensões residuais e melhora a ductilidade.
- Prensagem isostática a quente - A HIPing a mais de 2000°C densifica ainda mais a microestrutura.
- Usinagem - O fresamento CNC alcança tolerâncias e acabamentos de superfície mais rígidos.
- Tratamentos de superfície - O revestimento ou polimento de metal pode melhorar as propriedades da superfície.
O pós-processamento adequado é fundamental para atingir a precisão dimensional, a microestrutura e as propriedades do material necessárias após o estado impresso.
Propriedades mecânicas do tungstênio SLM
A fusão seletiva a laser produz peças de tungstênio quase totalmente densas com propriedades que se aproximam das equivalentes forjadas:
| Propriedade | Tungstênio SLM | Tungstênio forjado |
|---|---|---|
| Densidade | Mais de 99% teóricos | 99.9% |
| Resistência à tração | 450 a 650 MPa | 550 MPa |
| Resistência ao escoamento | 400 a 500 MPa | 500 MPa |
| Alongamento | 3 a 8% | 10% |
| Dureza | 300 a 400 HV | 340 HV |
| Condutividade térmica | 140 a 180 W/mK | 174 W/mK |
A microestrutura ultrafina da solidificação rápida resulta em dureza e resistência muito altas. Entretanto, o tungstênio sensível a rachaduras precisa de prensagem isostática a quente e recozimento para melhorar a ductilidade.
Microestrutura do tungstênio SLM
A microestrutura do tungstênio SLM como construído consiste em grãos finos de β-tungstênio colunares ao longo da direção de construção, medindo de 5 a 10 mícrons de largura e alongados em várias centenas de mícrons de comprimento.
Nas colunas, são observadas estruturas celulares de subgrãos de até 500 nm de largura, resultantes de ciclos térmicos complexos durante a varredura a laser. A microestrutura contém alta densidade de deslocamento com poros em escala nanométrica e partículas não fundidas entre os limites dos grãos.
O recozimento pós-processo recristaliza essa estrutura colunar em grãos de tungstênio mais uniformes e mais grossos, com mais de 50 mícrons de largura, com tensões internas e densidade de deslocamento reduzidas.
Fusão seletiva a laser vs. fusão por feixe de elétrons
A fusão por feixe de elétrons (EBM) é um processo alternativo de fusão em leito de pó que usa uma fonte de calor de feixe de elétrons em vez de um laser.
| Comparação | SLM | EBM |
|---|---|---|
| Fonte de calor | Laser | Feixe de elétrons |
| Atmosfera | Argônio | Vácuo |
| Controle de feixe | Scanner Galvo | Bobinas eletromagnéticas |
| Tamanho máximo de construção | 250 x 250 x 300 mm | 200 x 200 x 350 mm |
| Resolução | 50 μm | 70 μm |
| Precisão | +/- 100 μm | +/- 150 μm |
| Acabamento da superfície | Áspero como construído, suave após a usinagem | Textura áspera |
A rápida varredura do feixe da SLM permite uma resolução e um acabamento de superfície mais finos. A vantagem do EBM é a maior velocidade de construção e o manuseio mais simples do pó em um vácuo.
Fornecedores de pó de tungstênio para impressão 3D
Vários fabricantes fornecem pós de tungstênio para impressão 3D por fusão em leito de pó:
| Fornecedor | Tipos de pó | Tamanho da partícula | Preços |
|---|---|---|---|
| Tungstênio de Buffalo | Tungstênio puro, carbeto de tungstênio | 10-44 μm | $100-$200/kg |
| Midwest Tungstênio | Tungstênio puro | 10-40 μm | $80-$250/kg |
| H.C. Starck | Tungstênio puro, ligas de tungstênio | 15-45 μm | $150-$350/kg |
| Tungstênio de Nanjing | Tungstênio puro | 15-45 μm | $100-$250/kg |
| Recursos Tyranna | Tungstênio puro | Menos de 45 μm | $250-$400/kg |
O custo do pó varia de $80/kg para pureza mais baixa a mais de $400/kg para graus de alta precisão. Um material significativo é desperdiçado como pó não fundido durante as construções.
Análise de custo de peças de tungstênio impressas em 3D
Aqui está um detalhamento dos custos para a produção SLM de peças de tungstênio:
| Componente de custo | Estimativa típica |
|---|---|
| Pó de tungstênio | $100-$250 por kg |
| Outras matérias-primas | $2-$10 por construção |
| Encargos da máquina | $50-$150 por hora |
| Trabalho | $40-$100 por hora |
| Pós-processamento | $20-$50 por peça |
| Custo total da peça | $100 por 100g até $5000 para peças grandes e complexas |
Para peças pequenas com menos de 100 g, espere custos de $100 por peça. Peças maiores e mais complexas podem custar até $5000 devido aos longos tempos de construção e ao consumo significativo de matéria-prima.
Em comparação com a usinagem, a impressão 3D em tungstênio tem custos de peças mais altos, mas permite geometrias de peças anteriormente impossíveis.
Princípios de design para peças de tungstênio SLM
O design ideal da peça é fundamental para aproveitar os recursos da impressão 3D e evitar defeitos ao trabalhar com tungstênio:
- Use paredes e estruturas mais espessas do que 2 mm para evitar rachaduras causadas por tensões residuais.
- Minimize as geometrias pendentes que exigem estruturas de suporte.
- Inclua furos de alívio, arredondamentos ou filetes para evitar concentrações de tensão.
- Projete volumes fechados como estruturas de treliça para melhorar a remoção de pó.
- Oriente as peças para minimizar as saliências sem suporte e evitar seções longas e finas propensas à deformação.
- Leve em conta a tolerância de impressão de ~100 μm e dimensione as peças de acordo.
- Projete superfícies de contato para pós-usinagem a fim de obter um ajuste preciso.
- Aproveite a liberdade de design - consolide montagens em peças únicas e complexas.
Realize simulações térmicas e estruturais para identificar áreas de alta tensão residual durante o projeto. Evite recursos delicados propensos a danos durante o pós-processamento.
Limitações da impressão 3D com tungstênio
Apesar de suas vantagens, o tungstênio também apresenta desafios para os processos de fusão em leito de pó:
- O tungstênio de alta densidade reflete a energia do laser, limitando a absorção e as taxas de formação.
- A baixa condutividade térmica leva ao acúmulo de calor, distorcendo as peças.
- Altas temperaturas e reatividade com oxigênio/nitrogênio durante o processamento.
- As peças apresentam microestruturas frágeis como impressas, propensas a rachaduras.
- É necessário um pós-processamento significativo para obter propriedades próximas às do forjado.
- O tamanho máximo da peça é restrito pelo volume de construção da impressora.
- As superfícies verticais têm acabamento ruim e exigem usinagem.
- O material em pó comparativamente caro aumenta os custos.
É necessário um controle cuidadoso do processo para imprimir com sucesso componentes de tungstênio de alta qualidade.

Vantagens de Impressão 3d de tungstênio peças
Os principais benefícios da manufatura aditiva com tungstênio incluem:
- Geometrias complexas - Produza designs complexos que não são possíveis com fundição ou usinagem de tungstênio.
- Montagens consolidadas - Integre vários componentes em uma única peça impressa.
- Personalização em massa - Modifique e otimize facilmente os projetos para cada aplicação.
- Redução de peso - Crie treliças leves e estruturas internas que não são viáveis com métodos subtrativos.
- Alta dureza - As peças impressas atingem uma dureza de até 400 HV.
- Rápida resposta - Reduzir o tempo de desenvolvimento em comparação com os métodos tradicionais de ferramental.
- Consolidação de peças - Combinar montagens em componentes únicos e complexos.
- Zero desperdício - O pó não fundido é reutilizado em vez de descartado.
A impressão 3D abre novas aplicações inovadoras para o tungstênio em todos os setores que exigem propriedades metálicas de alto desempenho.
Desvantagens e limitações do tungstênio para impressão 3D
- Alto custo - O pó de tungstênio é caro. Um volume significativo de pó não utilizado é desperdiçado nas construções.
- Menor ductilidade - O tungstênio impresso está sujeito a rachaduras sem o pós-processamento.
- Tamanho limitado - Os volumes de construção da impressora restringem as dimensões máximas das peças.
- Superfícies ásperas - As faces verticais têm acabamento ruim e precisam de usinagem.
- Processo longo - O tempo de impressão e pós-processamento é lento para volumes de produção.
- Sensibilidade do parâmetro - A obtenção de compilações sem defeitos requer um ajuste fino extensivo.
- Problemas de segurança - O manuseio do pó de tungstênio requer equipamento de proteção contra inflamabilidade.
O tungstênio para impressão 3D é mais adequado para a produção de baixo volume de peças complexas e de alto valor, em que o desempenho supera o custo.
O futuro do tungstênio para impressão 3D
A manufatura aditiva com tungstênio terá um crescimento ainda maior:
- Ampliação da gama de ligas e compostos de tungstênio disponíveis.
- Tamanhos de construção de máquina maiores que permitem peças impressas maiores.
- Melhor reutilização e reciclagem de pó, reduzindo os custos de material.
- Fabricação híbrida que combina impressão e usinagem.
- Melhor compreensão das relações processo-microestrutura-propriedade.
- Novas aplicações nos setores aeroespacial, de defesa, automotivo e médico.
- Processos de deposição de energia direcionada (DED) para a impressão de peças grandes com formato quase líquido.
- Padronização de parâmetros de impressão, qualificações e certificações.
Com o aumento da adoção, os componentes de tungstênio impressos em 3D passarão da prototipagem para casos de uso de produção mais amplos.
Conclusão
A impressão 3D oferece um método inovador para fabricar componentes de tungstênio de alto desempenho com geometrias complexas que não são viáveis usando técnicas convencionais. As aplicações variam de blindagem contra radiação e pesos de lastro a eletrodos e componentes aeroespaciais.
O processo de fusão seletiva a laser pode produzir peças de tungstênio quase totalmente densas a partir de camadas de pó, mas a otimização cuidadosa dos parâmetros de impressão e do pós-processamento é fundamental para as propriedades e o desempenho. Embora o custo ainda seja uma limitação, o tungstênio impresso em 3D abre novos designs e possibilidades de personalização em todos os setores.
À medida que os processos continuarem a ser aprimorados e novas ligas de tungstênio forem desenvolvidas, a manufatura aditiva encontrará cada vez mais usos para peças que exigem densidade, rigidez, dureza e propriedades de resistência ao calor ultra-altas.
Perguntas frequentes
Aqui estão as respostas para algumas perguntas comuns sobre impressão 3D com tungstênio:
Quais são os principais benefícios do Impressão 3d de tungstênio peças?
As principais vantagens da impressão 3D são a liberdade de design, a personalização em massa, as montagens consolidadas, as estruturas leves, a prototipagem rápida e a possibilidade de geometrias complexas que não são possíveis com usinagem ou fundição.
Quais métodos de impressão 3D de metal podem processar tungstênio?
Os processos de fusão seletiva a laser (SLM) e de fusão por feixe de elétrons (EBM) em leito de pó são usados atualmente para imprimir tungstênio.
Quais setores usam peças de tungstênio impressas em 3D?
Os setores aeroespacial, de defesa, automotivo, médico, eletrônico e nuclear aplicam componentes de tungstênio impressos em 3D.
Que tipos de pó de tungstênio podem ser usados para impressão 3D?
Pós de tungstênio puro, carboneto de tungstênio-cobalto e ligas pesadas de tungstênio na faixa de tamanho de 10 a 45 mícrons. Os pós esféricos proporcionam os melhores resultados.
O tungstênio impresso requer algum pós-processamento?
Pós-processos como alívio de tensão, prensagem isostática a quente e usinagem são necessários para melhorar a ductilidade, a densificação, as tolerâncias e o acabamento da superfície.
Como as propriedades do tungstênio impresso se comparam às do tungstênio convencional?
O tungstênio impresso cuidadosamente processado pode atingir a densidade 99% e quase igualar a resistência e a dureza do material forjado. A ductilidade é um pouco menor.
Quais são alguns exemplos de peças de tungstênio impressas em 3D para uso final?
Insertos de bocal, eletrodos, proteções contra radiação, contrapesos, lastro de alta densidade, componentes de balanceamento e ferramentas de corte de metal usando ligas pesadas de tungstênio.
Qual é o tamanho das peças de tungstênio que podem ser impressas em 3D?
Os sistemas atuais de leito de pó permitem componentes máximos de até 250 x 250 x 300 mm, mas sistemas maiores estão em desenvolvimento.
O tungstênio impresso em 3D é acessível para uso na produção?
Para peças de tamanho moderado, a impressão em tungstênio custa $100-5000. A produção de volumes maiores ainda é limitada pelos altos custos do pó.