Introdução
No âmbito da fabricação e da engenharia modernas, a demanda por pós metálicos de alta qualidade aumentou devido ao rápido crescimento de setores como o aeroespacial, o automotivo e o eletrônico. Atomização de pó metálico A atomização de pó metálico surgiu como uma técnica inovadora para produzir partículas de metal esféricas e finamente divididas com propriedades excepcionais. Este artigo se aprofunda no mundo da atomização de pó metálico, explorando seu processo, vantagens, aplicações, desafios e possibilidades futuras.
O que é atomização de pó metálico?
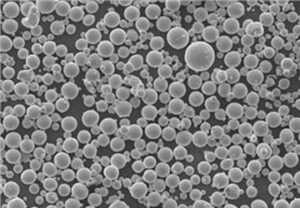
A atomização de pó metálico é um processo de produção de pó que converte o metal fundido em gotículas finas, que se solidificam rapidamente em partículas esféricas. Os pós metálicos resultantes apresentam uma distribuição consistente do tamanho das partículas e propriedades aprimoradas, o que os torna ideais para várias aplicações industriais.

O processo de atomização
Atomização de gás
A atomização a gás é um dos métodos mais comuns, em que o gás de alta pressão é utilizado para quebrar o fluxo de metal fundido em gotículas finas. O gás pode ser nitrogênio, argônio ou até mesmo hidrogênio, dependendo da reatividade do metal.
Atomização de água
A atomização com água envolve o uso de jatos de água de alta pressão para fragmentar o metal fundido em gotículas. Esse método é particularmente adequado para a produção de metais e ligas não reativos.
Atomização por plasma
A atomização por plasma emprega um arco de plasma de alta temperatura para vaporizar o metal, seguido de resfriamento rápido e solidificação para formar partículas em pó. Essa técnica é adequada para metais refratários e ligas complexas.
Vantagens da atomização de pós metálicos
Distribuição controlada do tamanho das partículas
A atomização de pó metálico permite o controle preciso da distribuição do tamanho das partículas, resultando em um pó uniforme que melhora o desempenho do material em várias aplicações.
Pureza aprimorada do pó
O processo de atomização reduz a presença de impurezas nos pós metálicos, levando a níveis mais altos de pureza, um aspecto crucial nos setores em que a integridade do material é fundamental.
Melhoria da fluidez do pó
A morfologia esférica obtida por meio da atomização garante excelente fluidez dos pós metálicos, tornando-os fáceis de manusear e processar durante a produção.

Aplicações da atomização de pós metálicos
Manufatura Aditiva
O advento da impressão 3D de metais revolucionou a fabricação, e a atomização de pós metálicos desempenha um papel fundamental no fornecimento dos pós de alta qualidade necessários para os processos de fabricação de aditivos.
Metalurgia do pó
As técnicas de metalurgia do pó, como prensagem e sinterização, utilizam pós metálicos atomizados para criar peças complexas com excelentes propriedades mecânicas.
Revestimentos por spray térmico
Os pós metálicos produzidos por atomização são amplamente utilizados em revestimentos de spray térmico para proteção contra corrosão, resistência ao desgaste e barreiras térmicas.
Brasagem e sinterização
As propriedades exclusivas dos pós metálicos atomizados são exploradas em aplicações de brasagem e sinterização para obter juntas fortes e duráveis em várias montagens.
Moldagem por injeção de metal (MIM)
O MIM, um processo semelhante à moldagem por injeção de plástico, utiliza pós metálicos atomizados para fabricar componentes metálicos complexos para os setores médico, automotivo e de bens de consumo.
Tipos de metais usados na atomização
Metais ferrosos
Os metais ferrosos, incluindo ferro, aço e aço inoxidável, são comumente atomizados para produzir pós usados em uma ampla gama de setores, desde componentes automotivos até materiais de construção.
Metais não ferrosos
Metais não ferrosos, como alumínio, cobre e titânio, também são frequentemente atomizados, atendendo a setores como o aeroespacial, o eletrônico e o de defesa.
Metais reativos
Metais reativos como o zircônio, o tântalo e o magnésio são mais difíceis de atomizar devido à sua alta reatividade. No entanto, os avanços nas técnicas de atomização tornaram possível a produção de pós desses materiais para aplicações especializadas.
Fatores que afetam a atomização
Composição metálica
A escolha do metal ou da liga afeta significativamente o processo de atomização, com reatividade, pontos de fusão e viscosidade variáveis que afetam a formação de gotículas.
Atomização Seleção de gás/água/plasma
A seleção do meio de atomização adequado é fundamental para obter as características de partículas desejadas, pois meios diferentes influenciam a taxa de resfriamento e a solidificação das gotículas.
Projeto da câmara de atomização
O projeto da câmara de atomização desempenha um papel fundamental para garantir a quebra e o resfriamento eficientes das gotículas, afetando a qualidade e o rendimento do pó final.
Pressão e temperatura de atomização
O controle da pressão e da temperatura de atomização permite o ajuste preciso do tamanho, da morfologia e das propriedades das partículas, o que o torna um aspecto essencial do processo.

Desafios na atomização de pós metálicos
Oxidação e contaminação
Durante a atomização, a exposição a gases reativos ou à umidade pode levar à oxidação indesejada e à contaminação dos pós metálicos, afetando seu desempenho.
Aglomeração de partículas
A aglomeração, o agrupamento de partículas, pode ocorrer durante a atomização, prejudicando a fluidez e a dispersão do pó em várias aplicações.
Custo e consumo de energia
A atomização de pós metálicos pode consumir muita energia e ser cara, o que torna essencial a exploração de métodos eficientes em termos de energia e rotas de produção econômicas.
Inovações e perspectivas futuras
Desenvolvimento de ligas
Os avanços no desenvolvimento de ligas, adaptados especificamente para processos de atomização, levarão a novos materiais com propriedades superiores e aplicações mais amplas.
Produção de nanopartículas
As pesquisas sobre a produção de nanopartículas por atomização abrirão novas possibilidades em campos como catálise, eletrônica e biomedicina.
Técnicas de atomização híbrida
A combinação de diferentes métodos de atomização ou a integração da atomização com outros processos pode gerar técnicas híbridas que melhoram as propriedades do pó e a eficiência do processo.
Considerações ambientais
Gestão de resíduos
Estratégias eficientes de gerenciamento de resíduos precisam ser implementadas para minimizar o impacto ambiental da atomização, especialmente para metais reativos ou perigosos.
Eficiência energética
Os esforços contínuos para melhorar a eficiência energética nos processos de atomização contribuirão para práticas de fabricação sustentáveis e redução das pegadas de carbono.

Conclusão
A atomização de pós metálicos revolucionou a produção de pós metálicos, abrindo uma infinidade de possibilidades em setores que vão do aeroespacial ao médico. A capacidade de controlar a distribuição do tamanho das partículas, aumentar a pureza do pó e melhorar a fluidez impulsionou a adoção de pós atomizados em diversas aplicações. À medida que a tecnologia avança, enfrentando desafios e explorando inovações, a atomização de pós metálicos continuará a desempenhar um papel fundamental na formação do futuro da engenharia e da fabricação de materiais.
perguntas frequentes
Qual é a principal aplicação da atomização de pó metálico?
A atomização de pó metálico tem aplicação primária em setores como manufatura aditiva, metalurgia do pó e revestimentos por spray térmico.
A atomização de pó metálico pode ser usada para produção em larga escala?
Sim, a atomização de pó metálico pode ser ampliada para produção em larga escala, atendendo às demandas de vários setores.
Quais metais são comumente atomizados para impressão 3D?
Materiais como titânio, alumínio e aço inoxidável são comumente atomizados para impressão 3D usando técnicas de fusão de leito de pó metálico.
A atomização de pó metálico é um processo sustentável?
Embora possa consumir muita energia, estão sendo feitos esforços para melhorar a eficiência energética e a sustentabilidade dos processos de atomização de pós metálicos.
Como a atomização de pó metálico se compara a outros métodos de produção de pó?
A atomização de pós metálicos oferece vantagens distintas na produção de pós esféricos com propriedades controladas, o que a diferencia dos métodos tradicionais de produção de pós, como a trituração mecânica e a moagem.
conhecer mais processos de impressão 3D
Additional FAQs About Metal Powder Atomization
1) Which atomization route is best for additive manufacturing powders and why?
- Inert gas atomization and vacuum gas atomization (including EIGA/PREP) are preferred because they yield highly spherical particles with tight PSD, low oxygen/nitrogen, and fewer satellites/hollows—key for PBF/DED flowability and density.
2) How do process parameters influence particle size distribution (PSD)?
- Higher gas-to-metal ratio and superheat reduce median size (D50) and narrow PSD; nozzle geometry and chamber pressure affect breakup mode and satellite formation; quench rate impacts surface roughness and hollows.
3) Can water‑atomized powders be used for AM?
- Viable for binder jetting followed by sinter/HIP, but generally unsuitable for PBF without extensive conditioning due to irregular shape and higher oxide. They are widely used in MIM and PM components.
4) What are “satellites” and “hollow particles,” and why do they matter?
- Satellites are small particles welded onto larger ones; hollows are shells formed by gas entrapment. Both degrade flowability, packing, and can seed defects in AM parts. Image analysis and CT quantify and help control them.
5) How do suppliers minimize oxidation and contamination during atomization?
- Use high‑purity feedstock, inert/vacuum atmospheres, low O2/H2O dew points, closed‑loop argon recirculation, clean refractories, and rapid, controlled cooling; post‑processing includes sieving, de‑dusting, and air elutriation.
2025 Industry Trends for Metal Powder Atomization
- Quality transparency: CoAs increasingly include sphericity/satellite % (image analysis) and CT‑measured hollow fraction alongside O/N/H and PSD.
- Energy efficiency: Argon recirculation, higher thermal recovery from off‑gas, and optimized gas-to-metal ratios trim operating costs 5–12%.
- Regional capacity: New atomizers in NA/EU/APAC reduce lead times and logistics risk; greater onshore supply for aerospace/medical alloys.
- Binder jet surge: Engineered bimodal PSDs for steels and Cu alloys enable 97–99.5% sintered density, with HIP for critical parts.
- Advanced monitoring: Real‑time melt superheat control, off‑gas spectroscopy, and machine vision for plume diagnostics reduce satellite formation.
2025 Market and Technical Snapshot (Metal Powder Atomization)
| Metric (2025) | Typical Value/Range | YoY Change | Notes/Source |
|---|---|---|---|
| Gas‑atomized 316L price | $10–$18/kg | −2–5% | Supplier indices, distributor quotes |
| Gas‑atomized Ti‑6Al‑4V price | $150–$280/kg | −3–7% | Alloy/PSD dependent |
| Common AM PSD cuts (PBF) | 15–45 µm, 20–63 µm | Stable | OEM guidance |
| Sphericity (image analysis) | ≥0.93–0.98 | Slightly up | Supplier CoAs |
| Satellite fraction (image) | ≤3–6% | Down | Process tuning, plume control |
| CT hollow particle fraction | 0.5–1.5% | Down | PREP/EIGA/VGA adoption |
| Validated AM powder reuse | 5–10 cycles | Up | O/N/H trending + sieving programs |
| Argon recirculation savings | 15–30% Ar use reduction | Up | Energy/LCA initiatives |
Indicative sources:
- ISO/ASTM 52907 (Metal powders), 52908 (AM process qualification): https://www.iso.org | https://www.astm.org
- MPIF standards and buyer guides: https://www.mpif.org
- NIST AM Bench and powder metrology: https://www.nist.gov
- ASM Handbooks (Powder Metallurgy; Additive Manufacturing): https://www.asminternational.org
- NFPA 484 (Combustible metal dusts): https://www.nfpa.org
Latest Research Cases
Case Study 1: Closed‑Loop Gas‑to‑Metal Ratio Reduces Satellites in 316L (2025)
Background: A European atomizer faced high satellite content causing PBF recoater stops at customers.
Solution: Implemented real‑time plume imaging, closed‑loop gas‑to‑metal ratio, and tighter melt superheat control; added post‑classification air elutriation.
Results: Satellite fraction fell from 8.0% to 3.0% (image analysis); Hall flow improved 14%; AM relative density improved from 99.4% to 99.8%; customer stoppages reduced 40%.
Case Study 2: Vacuum Gas Atomization with CT Screening for Ti‑6Al‑4V (2024)
Background: An aerospace OEM required lower hollow fraction to tighten fatigue scatter.
Solution: Vacuum gas atomization using EIGA electrodes; in‑line oxygen monitoring; lot‑level CT to cap hollow fraction ≤1.0%; argon recirculation to reduce cost.
Results: Hollow fraction median 0.6%; oxygen 0.12 wt% ±0.01; HIP’d PBF coupons showed 2× reduction in HCF scatter band width; powder cost −6% via gas reuse.
Expert Opinions
- Prof. Diran Apelian, Distinguished Professor (emeritus), Metal Processing
Key viewpoint: “Melt cleanliness and stable atomization dynamics—superheat and gas‑to‑metal ratio—set the quality ceiling more than any post‑process screening.” - Dr. John Slotwinski, Additive Manufacturing Metrology Expert (former NIST)
Key viewpoint: “CT‑quantified hollow and image‑based satellite metrics on CoAs are now leading indicators of AM defect initiation—buyers should require them.” - Prof. Tresa Pollock, Distinguished Professor of Materials, UC Santa Barbara
Key viewpoint: “For reactive and high‑temperature alloys, vacuum/inert control and powder morphology govern fatigue and corrosion performance post‑HIP.”
Note: Viewpoints synthesized from public talks and publications; affiliations are publicly known.
Practical Tools and Resources
- Standards and testing
- ISO/ASTM 52907, 52908; ASTM B214 (sieve), B213 (flow), B212 (apparent density), B962 (tap density); MPIF 35 (MIM properties): https://www.iso.org | https://www.astm.org | https://www.mpif.org
- Safety and compliance
- NFPA 484 combustible metal dust guidance; ATEX/DSEAR resources for Dust Hazard Analysis: https://www.nfpa.org
- Metrology and QC
- NIST powder characterization resources; LECO O/N/H analyzers; industrial CT for hollow/satellite quantification: https://www.nist.gov
- Technical references
- ASM Digital Library (Powder Metallurgy; Additive Manufacturing; Titanium & Stainless): https://www.asminternational.org
- Buyer’s QC checklist
- CoA completeness (chemistry, PSD, flow, densities, O/N/H, sphericity, satellites, hollows), genealogy/traceability, SPC dashboards, sample build/sinter coupons, local inventory/lead time
Last updated: 2025-08-26
Changelog: Added 5 targeted FAQs; inserted 2025 market/technical snapshot table with indicative sources; included two recent atomization case studies; compiled expert viewpoints; provided practical tools/resources for Metal Powder Atomization
Next review date & triggers: 2026-02-01 or earlier if ISO/ASTM/MPIF standards update, major OEMs revise AM powder specs, or new NIST/ASM datasets link morphology/interstitials to AM defect rates and fatigue performance