알루미늄 합금 7050은 항공우주 분야에서 일반적으로 사용되는 고강도 합금입니다. 분말 형태의 알루미늄 합금 7050은 적층 제조 및 분말 야금에 고유한 이점을 제공합니다. 이 문서에서는 다음을 자세히 살펴봅니다. 알루미늄 합금 7050 분말의 속성, 응용 프로그램 및 처리 방법을 포함합니다.
알루미늄 합금 7050 소개
AA7050이라고도 알려진 알루미늄 합금 7050은 7xxx 계열의 알루미늄 합금에 속합니다. 아연, 마그네슘, 구리, 지르코늄 및 기타 합금 원소를 함유하고 있어 6061과 같은 기존 합금에 비해 강도가 우수합니다.
7050 알루미늄의 주요 합금 원소는 다음과 같습니다:
- 아연: 최대 6.2%
- 마그네슘: 2.0-2.6%
- 구리: 1.7-2.4%
- 지르코늄: 0.08-0.15%
소량의 철, 규소, 망간, 티타늄도 함유되어 있을 수 있습니다.
이러한 합금 원소의 조합으로 알루미늄 7050은 T6 템퍼에서 530-570 MPa의 궁극적인 인장 강도를 달성할 수 있습니다. 또한 다른 7xxx 합금에 비해 응력 부식 균열 저항성이 뛰어납니다.
알루미늄 7050의 몇 가지 주요 특성은 다음과 같습니다:
- 높은 중량 대비 강도 비율
- 우수한 골절 인성
- 뛰어난 내피로성
- 우수한 내식성
- 높은 열 전도성
- 우수한 가공성
7050 알루미늄의 강도는 알루미늄의 가벼운 특성을 유지하면서 많은 강철에 근접합니다. 따라서 경량화를 목표로 하는 항공우주 구조물 제작에 이상적인 소재입니다.

알루미늄 합금 7050의 응용 분야
7050 알루미늄의 뛰어난 강도와 내손상성 특성으로 인해 다음과 같은 용도에 적합합니다:
항공우주 구조물
T7451 및 T7651과 같은 최고 강도 7050 알루미늄은 날개 스킨, 리브, 스파 및 프레임과 같은 항공기 구조 부품에 널리 사용됩니다. 가벼움과 강도의 조합으로 전체 항공기 무게를 줄이는 데 도움이 됩니다.
격벽, 동체 스킨, 랜딩 기어 부품과 같은 구성품에도 7050 알루미늄이 사용됩니다. 항공기 운항 중 반복되는 하중을 견딜 수 있습니다.
항공우주 피팅
7050-T7451 알루미늄은 항공우주 시스템용 고강도 피팅을 만드는 데 사용됩니다. 여기에는 유압, 연료, 공압 및 기타 부품용 피팅이 포함됩니다.
이 합금은 필요한 기계적 성능을 제공하면서 티타늄을 대체할 수 있습니다. 이를 통해 엔지니어는 부품 비용과 제조 복잡성을 줄일 수 있습니다.
오토바이 및 자전거 프레임
알루미늄 7050은 가볍고 피로 저항성이 우수하여 프리미엄 모터사이클과 자전거 프레임에 많이 사용되고 있습니다. 캐논데일과 같은 브랜드는 7050 합금 튜브를 사용하여 경쟁용 사이클링 프레임을 제작합니다.
이 합금은 가벼우면서도 페달링과 노면 진동으로 인한 반복적인 스트레스를 견딜 수 있는 프레임을 제공합니다. 고급 합금으로 가속, 등반 능력 및 핸들링이 향상되었습니다.
자동차 섀시 및 서스펜션 부품
알루미늄 7050은 때때로 비스프링 중량을 줄이는 것이 우선시되는 고성능 자동차 애플리케이션에 사용됩니다. 여기에는 서스펜션 암, 허브, 너클 및 기타 섀시 구성품이 포함됩니다.
합금의 강도로 인해 더 얇고 가벼운 섹션을 사용할 수 있습니다. 또한 수백만 사이클에 걸쳐 서스펜션 부품에 가해지는 하중과 진동도 견뎌냅니다.
해양 및 원자력 애플리케이션
7050 알루미늄은 응력 부식 균열 저항성이 뛰어나 해양 하드웨어 및 원자력 발전소 장비에 유용합니다. 이러한 산업에서 흔히 볼 수 있는 부식성 바닷물과 방사능 환경에서도 안정적으로 작동합니다.
적층 제조
분말 형태의 알루미늄 7050은 선택적 레이저 용융(SLM) 및 전자빔 용융(EBM)과 같은 적층 제조 기술에 이상적입니다. 이를 통해 항공우주 및 기타 응용 분야에서 복잡하고 가벼운 7050 부품을 3D 프린팅할 수 있습니다.
미세하고 균일한 파우더 입자는 최종 인쇄 부품의 우수한 유동성, 확산성 및 야금 품질을 촉진합니다.
7050 알루미늄 합금의 특성
AA7050의 특성을 이해하는 것은 구조용 애플리케이션을 고려할 때 중요합니다:
힘
T7651과 같은 최고 노화 온도에서 7050 알루미늄의 최종 인장 강도는 약 570MPa, 항복 강도는 505MPa입니다. 이는 최종 강도와 항복 강도가 각각 310MPa와 275MPa인 6061-T6보다 훨씬 높은 수치입니다.
7050 합금판의 강도는 용접 시 열 영향 영역의 국부적인 연화로 인해 약간 감소할 수 있습니다. 이러한 영향을 최소화하기 위해 적절한 용접 절차가 사용됩니다.
인성
알루미늄 7050은 알루미늄 합금으로서는 상당히 우수한 인성을 유지하지만 5083 및 5454와 같은 다른 일반적인 합금 수준에는 미치지 못합니다. 두꺼운 섹션은 노치에 더 민감합니다.
강도 수준이 증가하면 인성도 감소합니다. 따라서 7050-T7651은 7050-T7451보다 인성이 낮습니다.
피로 강도
알루미늄 7050의 주요 장점은 뛰어난 피로 강도입니다. 다른 7xxx 합금에 비해 주기적 하중에 대한 저항성이 뛰어납니다. 따라서 내손상성이 우수하고 사용 수명이 길어집니다.
미세 입자 미세 구조와 샷 피닝을 사용하여 완성된 7050 부품의 피로 성능을 더욱 향상시킵니다. 이 합금은 항공우주 분야에서 500,000회 이상의 피로 응력 사이클을 견딜 수 있습니다.
골절 인성
7050 알루미늄은 크랙 팁 블런팅 메커니즘 덕분에 상당히 우수한 파단 인성을 가지고 있습니다. 두꺼운 판재 섹션의 경우 35-40 MPa√m의 값이 일반적입니다.
다시 말하지만, 이 수준의 파단 인성은 60MPa√m 이상의 파단 인성 수준을 달성할 수 있는 5xxx 시리즈 합금보다 여전히 낮습니다.
내식성
피크 숙성 T7 온도에서 알루미늄 7050은 우수한 각질 제거 및 응력 부식 균열(SCC) 저항성을 제공합니다. 이 점에서 다른 7xxx 합금보다 성능이 뛰어납니다.
SCC 저항을 개선하기 위해 고용체의 구리와 지르코늄을 사용합니다. 이러한 요소를 적절히 재분배하려면 좋은 가공이 중요합니다.
7050의 일반적인 내식성은 보통 수준입니다. 필요한 경우 고순도 알루미늄으로 클래딩하거나 아노다이징 처리하여 부식 성능을 개선합니다.
용접성
7050 알루미늄의 용접성은 가스 금속 아크 용접(GMAW) 또는 가스 텅스텐 아크 용접(GTAW)을 사용하면 양호한 것으로 간주됩니다. 용접 강도는 일반적으로 모재의 60~80%에 이릅니다.
용접 시 열 영향을 받는 부위에 변형이 발생하거나 균열이 생길 수 있으므로 주의해야 합니다. 냉각 속도를 늦추려면 예열을 권장합니다.
마찰 교반 용접도 적절히 최적화하면 고품질의 7050 용접을 생성할 수 있습니다. 용접 후 열처리를 통해 성질 특성을 회복할 수 있습니다.
열 전도성
알루미늄 7050의 열전도율은 121W/m.K 정도로 적당히 높지만 순수한 1xxx 합금보다는 낮습니다. 따라서 전자 제품 및 열 관리 애플리케이션의 열 방출을 지원합니다.
기계 가공성
알루미늄 7050은 고강도 합금치고는 가공성이 좋지만 5xxx 및 6xxx 합금보다는 여전히 낮습니다. 높은 강도를 고려한 적절한 공구 선택과 가공 파라미터가 사용됩니다.
절삭 공구는 가공 중에 발생하는 높은 응력을 견딜 수 있는 적절한 인성이 필요합니다. 잠재적인 채터 문제를 방지하려면 견고한 기계 설정도 중요합니다.

7050 알루미늄용 온도
최적의 성능을 달성하기 위해 7050 알루미늄은 용도에 따라 다양한 온도로 열처리됩니다:
- T7351 - 이 성질은 중간에서 높은 강도와 약간의 연성 및 인성을 제공합니다. 일반적인 인장 강도 수준은 약 490MPa입니다.
- T7451 - T7451 템퍼는 합리적인 연성과 파괴 인성을 유지하면서 가장 높은 강도를 제공합니다. 인장 강도는 약 520MPa에 이릅니다.
- T7651 - 내손상성이 중요한 애플리케이션을 위한 최대 강도는 T7651 템퍼를 사용하여 달성됩니다. 인장 강도는 약 570MPa로 높아집니다.
- T736 &8211; 이 성질은 강도를 약간 감소시키면서 파괴 인성과 내식성을 향상시키기 위해 숙성되었습니다. T736의 인장 강도 수준은 약 400MPa에 달합니다.
숫자는 기본 열처리 순서를 나타냅니다:
- 7xxx = 용액 열처리 + 담금질
- 3xx = 담금질 후 스트레칭
- 5배 또는 6배 = 인공 노화
스트레칭은 T7451 및 T7651 템퍼의 골절 인성을 개선하는 데 도움이 됩니다. 노화 기간과 온도가 강도 대 인성의 균형을 조절합니다.
알루미늄 합금 7050 가공
최적의 물성 균형을 이루기 위해 알루미늄 합금 7050은 다음과 같은 주요 단계를 거쳐 신중하게 가공해야 합니다:
녹는
7050 합금에는 산화 및 수소 픽업의 위험이 높기 때문에 공기 용융을 권장하지 않습니다. 진공 유도 용융이 주로 사용됩니다. 주조 중 높은 유동성은 약 750°C의 용융 온도에서 달성됩니다.
다공성을 최소화하려면 아르곤 또는 질소로 가스 제거를 하는 것이 중요합니다. 불활성 커버 가스 아래에서 녹이면 수소 흡수가 더욱 감소합니다.
티타늄 및 붕소와 같은 입자 정제제를 첨가하여 주조 입자 구조를 개선합니다. 인장 특성을 더욱 향상시키기 위해 용융물에 지르코늄을 첨가할 수도 있습니다.
형성
7050 알루미늄의 강도가 높다는 것은 열간 가공 및 성형 공정에 더 많은 동력이 필요하다는 것을 의미합니다. 일반적으로 370~440°C 범위의 온도가 사용됩니다.
냉각은 미세한 입자와 최적의 특성을 얻을 수 있을 만큼 충분히 빨라야 합니다. 하지만 담금질 균열을 피하기 위해 너무 빠르면 안 됩니다. 판재 생산의 경우 260°C 이상의 따뜻한 압연 마감 온도를 권장합니다.
또한 낮은 압출 온도와 관련된 국소적인 약점을 피하기 위해 성형 시 충분한 열이 필요합니다.
솔루션 열처리
용액 열처리는 CuAl2 및 MgZn2와 같은 용해성 입자를 고용체로 용해시킵니다. 7050 알루미늄을 465~485°C로 약 1시간 동안 가열한 후 물로 담금질하는 방식으로 진행됩니다.
느린 가열 및 냉각 속도를 사용하여 처리 중 왜곡과 열 응력을 최소화합니다. 냉각 강도를 낮춘 담금질 수정도 적용하여 담금질 균열을 최소화할 수 있습니다.
냉간 가공
7050 알루미늄은 담금질과 숙성 사이에 5~10%의 냉간 가공을 하는 경우가 많습니다. 이는 냉간 가공 경화를 통해 기계적 특성을 개선하고 노화 경화 중 침전물 형성을 강화하는 데 도움이 됩니다.
스트레칭은 판재 및 압출과 같은 7050 제품을 냉간 가공하는 일반적인 방법입니다. 냉간 압연은 시트 및 포일 제품에도 사용할 수 있습니다.
나이 경화
숙성 경화는 7050~121°C에서 24시간 동안 가열하여 T7 온도 조건을 달성하는 방식으로 진행됩니다. 숙성 온도는 원하는 강도에 따라 100-150°C 범위에서 결정할 수 있습니다.
숙성 온도가 높을수록 강도는 낮아지고 안정성과 내식성은 향상됩니다. 다단계 에이징은 침전물 최적화를 통해 강도를 더욱 향상시킬 수 있습니다.
곧게 펴기
담금질 및 에이징 단계에서는 7050 알루미늄 부품에 뒤틀림과 왜곡이 발생하는 경우가 많습니다. 스트레이트닝은 부품이 최종 치수 공차 및 표면 마감 요구 사항을 충족하도록 보장합니다.
스트레치 스트레이트닝은 일반적으로 압출 및 압연 시트 제품에 사용됩니다. 판재 섹션은 프레스 또는 롤러 레벨링 프로세스를 사용하여 왜곡을 교정할 수 있습니다.
알루미늄 합금 7050의 미세 구조
알루미늄 7050의 미세 구조는 미세한 입자의 2차 침전물과 합금된 알루미늄 매트릭스로 구성되어 있습니다:
알루미늄 매트릭스 내의 미세 침전물(어두운 반점)을 보여주는 피크 노화 알루미늄 합금 7050의 현미경 사진. 이미지 크레딧: ASTM International
주요 침전물은 다음과 같습니다:
- MgZn2 이 β′ 상 침전물은 7050 알루미늄의 강화에 가장 크게 기여합니다. 이는 입자 내부와 입자 경계를 따라 미세하게 분산된 입자로 형성됩니다.
- Al2CuMg - 이러한 T상 침전물은 추가적인 침전물 경화를 제공합니다. 이들은 전위와 하위 입자 경계에 형성됩니다.
- Al7Cu2Fe - 철 함유 Al7Cu2Fe 입자는 열처리 중 재결정을 위한 핵 형성 부위 역할을 합니다. 일부 거친 Al7Cu2Fe 상도 존재할 수 있습니다.
- Al3Zr - Al3Zr 분산체는 입자 구조를 제어하는 데 사용됩니다. 입자 성장과 재결정을 제한하여 강도를 유지하는 데 도움이 됩니다.
미세하고 균일한 입자 구조는 필요한 강도, 인성 및 기타 기계적 특성의 균형을 달성하는 데 도움이 됩니다. 입자 크기는 약 25μm가 일반적입니다.
분말 야금 알루미늄 합금 7050
분무 기술은 적층 제조 또는 분말 압축에 적합한 미세 알루미늄 합금 7050 분말을 생산할 수 있습니다:
가스 분무
불활성 가스 분무는 알루미늄 7050 분말을 생산하는 가장 일반적인 방법입니다. 고압 질소 또는 아르곤 가스를 사용하여 용융 금속 스트림을 미세한 방울로 분해합니다.
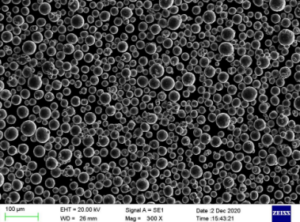
액적은 입자 크기 분포가 제어된 구형 분말 입자로 빠르게 응고됩니다. 가스 분무 7050 분말의 일반적인 입자 크기 범위는 20~150미크론입니다.
플라즈마 분무
플라즈마 원자화는 플라즈마 가스를 사용하여 합금을 녹이고 원자화합니다. 약 5-45미크론까지 입자 크기가 더 미세한 구형 분말을 생산합니다.
이렇게 하면 분말의 흐름과 밀도가 향상됩니다. 그러나 분말은 일반적으로 가스 분무 대체품보다 더 비쌉니다.
기계 합금
원소 알루미늄과 합금 원소 분말을 기계적으로 합금하여 입자 크기가 더욱 미세한 7050 합금 분말을 합성합니다.
고에너지 밀링 기술은 알루미늄 매트릭스에서 합금 첨가물의 균일한 분포를 만드는 데 사용됩니다. 이를 통해 나노 구조 및 비정질 7050 분말 합성이 가능합니다.
생산 방식에 관계없이 적층 제조, 금속 사출 성형 또는 기타 분말 야금 공정에 사용되는 7050 분말은 고순도가 매우 중요합니다. 특히 산소 및 수분 수준을 엄격하게 제어하면 결함을 방지하는 데 도움이 됩니다.
사용 전 분말 오염을 방지하기 위해서는 적절한 분말 취급, 보관 및 대기 제어도 중요합니다.

7050 알루미늄을 사용한 적층 제조
알루미늄 합금 7050 파우더는 파우더 베드 융합 기술을 통해 경량, 고강도 항공우주 및 방위 부품을 3D 프린팅하는 데 점점 더 많이 사용되고 있습니다.
선택적 레이저 용융(SLM)과 전자빔 용융(EBM) 모두 알루미늄 7050 분말을 가공할 수 있습니다. 주요 고려 사항은 다음과 같습니다:
매개변수 최적화
원하는 기계적 특성을 가진 완전 고밀도 7050 부품을 제작하려면 기계 파라미터를 최적화해야 합니다. 여기에는 레이어 두께, 스캔 속도, 빔 출력 및 해치 간격과 같은 측면이 포함됩니다.
뜨거운 균열과 왜곡을 방지하면서 다공성을 최소화하려면 인쇄 중 가열 및 냉각 효과의 균형을 맞춰야 합니다.
높은 반사율
알루미늄 7050 파우더의 광택이 나는 반사 표면은 SLM 중에 레이저를 효과적으로 흡수하지 않고 반사할 수 있습니다. 더 높은 출력 밀도와 각 층의 사전 거칠기 처리는 이 문제를 상쇄하는 데 도움이 됩니다.
산화
분말 입자 표면의 산화막은 용융 중에 분해되어야 최종 부품에 갇히지 않습니다. 그렇지 않으면 이러한 산화물로 인해 강도가 저하됩니다.
아르곤 또는 질소를 사용하여 불활성 분위기에서 처리하면 산화를 최소화할 수 있습니다.
잔여 스트레스
국부적인 가열 및 냉각 주기로 인한 잔류 응력은 알루미늄 7050 AM 제작 공정에서 여전히 문제가 되고 있습니다. 서포트 구조의 신중한 최적화가 필요합니다.
제작 후 열처리는 인쇄된 부품의 잔류 응력을 완화하는 데도 도움이 될 수 있습니다. 열간 등방성 프레스(HIP)는 내부 보이드 제거를 통해 인장 특성을 추가로 개선할 수 있습니다.
7050 알루미늄 분말의 응용 분야
적층 가공 외에도 알루미늄 7050 파우더는 다음과 같은 용도로도 사용할 수 있습니다:
금속 사출 성형(MIM)
합금 7050 파우더는 금속 사출 성형에 적합하여 고강도와 정밀도로 그물 모양의 항공우주 및 방위 부품을 제작할 수 있습니다.
우수한 금형 흐름과 녹색 부품 강도를 달성하기 위해서는 5미크론 이하의 분말이 MIM에 선호됩니다. 바인더 혼합, 사출 성형, 디바인딩 및 소결 단계가 이어집니다.
분말 단조
7050 알루미늄 분말은 그물 모양에 가까운 부품으로 직접 단조할 수 있습니다. 프리폼 형태로 압축한 후 폐쇄 다이 단조는 제어된 변형을 통해 복잡한 3D 부품을 제작합니다.
Al-Zn-Mg-Cu 분말은 압축 시 흐름과 응집력을 돕습니다. 최종 단조 미세 구조는 미세하고 균일한 입자 및 침전물을 나타냅니다.
열 분무
알루미늄 7050 분말은 고속 산소 연료(HVOF) 스프레이와 같은 용사 기술을 사용하여 코팅 재료로 도포됩니다. 이를 통해 내마모성 및 부식 방지 층이 형성됩니다.
이 코팅은 알루미늄 또는 마그네슘 부품의 기본 특성을 변경하지 않고도 부품을 경량으로 보호합니다.
분말 용접
특수 알루미늄 7050 파우더는 알루미늄 부품을 수리하거나 재료를 추가하기 위한 분말 용접 공정에 사용됩니다. 이 기술은 기본 합금과 유사한 강도를 가진 금속학적으로 결합된 침전물을 생성합니다.
낮은 온도 입력으로 열에 민감한 알루미늄 부품을 용접할 때 손상을 방지합니다. 미세한 파우더가 균열과 손상된 부분을 메웁니다.
화약 분말
입자 크기 분포가 제어된 구형 7050 알루미늄 분말은 플레어, 점화기 및 기타 장치의 불꽃 조성물에서 연료 공급원 역할을 합니다.
분말은 적절한 산화제와 결합하면 고온에서 쉽게 연소합니다. 불꽃 분말은 이물질에 의한 오염을 최소화하는 것이 중요합니다.
알루미늄 합금 7050 파우더에 대한 FAQ
Q: 7050 파우더에는 어떤 종류가 있나요?
A: 가스 분무 및 플라즈마 분무 7050 알루미늄 분말이 가장 일반적입니다. 분말 크기는 약 5마이크론에서 150마이크론까지 다양합니다. 구상 형태와 낮은 산소 함량이 일반적입니다. 맞춤형 입자 크기 분포를 생성할 수 있습니다.
Q: 7050 파우더를 취급할 때 어떤 주의 사항이 필요하나요?
A: 산화와 수소 흡수를 방지하기 위해 공기 및 습기에 대한 노출을 최소화해야 합니다. 건조제가 있는 밀폐된 용기에 보관하는 것이 좋습니다. 가연성 분말의 경우 적절한 접지 및 방폭 환경이 필요할 수 있습니다.
Q: 7050 파우더의 적용 사례에는 어떤 것이 있나요?
A: 7050 알루미늄 분말의 주요 응용 분야는 다음과 같습니다:
- 복잡한 형상의 항공우주 및 방위 부품 제작을 위한 SLM 또는 EBM을 통한 적층 제조.
- 금속 사출 성형 &8211; 터빈 블레이드와 같은 소형 고정밀 부품에 적합합니다.
- 분말 단조 &8211; 기능이 통합된 경량 구조 부품을 생산합니다.
- 열 스프레이 – 알루미늄 부품의 보호 코팅으로 사용됩니다.
- 분말 용접 &8211; 알루미늄 항공우주 부품의 균열이나 손상을 수리합니다.
Q: 7050 알루미늄 합금의 일반적인 화학 성분은 무엇인가요?
A: 일반적인 구성은 다음과 같습니다:
- 아연: 6.0-6.7%
- 마그네슘: 2.0-2.6%
- 구리: 2.0-2.5%
- 지르코늄: 0.08-0.15%
- 철분: 최대 0.10%
- 실리콘: 최대 0.12%
- 망간: 최대 0.10%
- 티타늄: 최대 0.06%
- 크롬: 최대 0.04%
다른 미량 원소도 지정된 한도까지 존재할 수 있습니다.
Q: 7050과 7075 알루미늄 합금의 차이점은 무엇인가요?
A: 주요 차이점은 다음과 같습니다:
- 7050의 강도는 최대 570MPa로 7075의 510MPa보다 높습니다.
- 7050은 더 나은 응력 부식 균열 저항성을 제공합니다.
- 7050에는 입자 구조 제어를 위한 지르코늄이 포함되어 있습니다.
- 7075 합금은 골절 인성이 약간 더 우수합니다.
- 7075는 스트레스가 약간 낮은 애플리케이션에 더 널리 사용됩니다.
Additional FAQs: Aluminium Alloy 7050 Powder
1) What particle size distribution works best for AM with Aluminium Alloy 7050 Powder?
- LPBF/SLM: typically 15–45 µm spherical (gas/plasma atomized) for stable flow and packing.
- EBM: 45–106 µm to match larger melt pools and high preheat. Maintain low satellites and high sphericity (>90%).
2) How critical is oxygen content in 7050 powder?
- Very. Elevated oxygen thickens surface oxides, increasing lack‑of‑fusion risk and reducing ductility. AM-grade 7050 often targets O ≤ 0.20 wt% (tighter is better) with dry room handling, sealed containers, and inert gas backfill.
3) Can 7050 be reliably printed without hot cracking?
- Yes, with tuned scan strategies, preheat, and hatch spacing. However, 7xxx Al-Zn-Mg-Cu systems are crack-prone; platform preheats, contour remelts, and tailored scan rotation reduce thermal gradients. Post-build HIP can further close pores.
4) What post-processing is recommended for printed 7050 parts?
- Stress relief, HIP (for density and fatigue), solution heat treatment + quench, controlled cold work/stretch (if applicable), and T7x aging to balance strength and SCC resistance. Surface finishing and anodizing/passivation may be used for corrosion control.
5) How does 7050 compare to 7075 for powder-bed AM?
- 7050 generally offers better stress corrosion cracking resistance and higher peak strengths in T7x than 7075. For AM, 7050 can provide improved damage tolerance; both require careful cracking mitigation and heat-treatment optimization.
2025 Industry Trends: Aluminium Alloy 7050 Powder
- AM qualification growth: More aerospace brackets, ribs, and fittings in 7050 qualified on LPBF with standardized parameter sets and HIP routes.
- Throughput and yield: Multi-laser systems and adaptive scan strategies cut build times by 10–18% and improve first-pass yield via reduced hot cracking.
- Powder genealogy: Wider adoption of digital material passports tracking oxygen pickup, PSD shifts, and reuse cycles.
- Sustainability: Increased closed-loop powder recovery and Environmental Product Declarations (EPDs) requested by primes.
- Heat treatment convergence: Standardized AM-specific T7x schedules tuned for SCC resistance without overaging strength loss.
2025 Snapshot for Aluminium Alloy 7050 Powder (Indicative)
| Metric | 2023 | 2024 | 2025년 8월까지 누적 | 참고 |
|---|---|---|---|---|
| Global 7050 AM powder demand (t) | ~850 | ~940 | ~1,050 | Aerospace + defense tooling |
| AM-grade spherical 7050 price (USD/kg) | 70–140 | 65–130 | 60–125 | Competition + reuse programs |
| 일반적인 O 사양 (wt%) | ≤0.22 | ≤0.20 | ≤0.18 | 더 나은 분무 및 취급성 |
| LPBF build-rate improvement vs. 2023 | - | +8–12% | +10–18% | Multi-laser/process tuning |
| HIP usage for flight-critical 7050 AM (%) | ~68 | ~72 | ~76 | Density + fatigue needs |
| Reused powder share in AM builds (%) | 20–30 | 25-35 | 30–40 | With sieving + O/N monitoring |
출처:
- ASTM/ISO AM 표준: https://www.astm.org, https://www.iso.org
- MPIF design and powder characterization guides: https://www.mpif.org
- Industry market trackers (Context/Wohlers-type reports) and OEM notes (EOS, SLM Solutions, Renishaw, Carpenter Additive)
최신 연구 사례
Case Study 1: Crack-Resistant LPBF 7050 Brackets Using Adaptive Scan (2025)
Background: An aerospace tier-1 needed to reduce hot cracking and rework on thin-wall 7050 brackets.
Solution: Gas-atomized 7050 powder (D50 ~30 µm, O=0.17 wt%); applied 120–160°C platform preheat, contour remelts, and adaptive hatch rotation; post-build HIP and T7x aging.
Results: Lack-of-fusion defects reduced 40%; crack incidence down 60%; tensile strength after aging met targets (UTS ~540–560 MPa), first-pass yield +12%.
Case Study 2: EBM 7050 Lattice Stiffeners with Tailored Heat Treatment (2024)
Background: A defense OEM sought lightweight lattice stiffeners with SCC resistance comparable to wrought T7451.
Solution: EBM with 45–106 µm powder; high preheat minimized residual stress; selective HIP on dense regions; AM‑specific T7451-like schedule validated by SCC testing.
Results: Density ≥99.6% in dense zones; SCC performance matched wrought baseline in chloride exposure tests; mass reduced 15% vs. machined plate design.
전문가 의견
- Prof. Kevin J. Hemker, Professor of Mechanical Engineering, Johns Hopkins University
- “For 7xxx Al powders like 7050, controlling thermal gradients and oxygen is as decisive as chemistry—both drive cracking susceptibility and final fatigue behavior.”
- 샌드빅 애디티브 매뉴팩처링(Sandvik Additive Manufacturing)의 AM 소재 부문 책임자 마르티나 짐머만 박사
- “Digital powder genealogy—tracking O/N and PSD across reuse—has become a qualification requirement for 7050 in flight hardware.”
- Dr. Brandon A. Lane, Additive Manufacturing Researcher, NIST
- “Process maps integrating scan strategy, preheat, and layer energy density are enabling repeatable 7050 builds with fewer hot cracks and tighter property scatter.”
실용적인 도구 및 자료
- ASTM F3302 (standard for AM material specs), F3122 (property data reporting), and relevant fatigue/SCC test methods: https://www.astm.org
- ISO/ASTM 52907 (feedstock requirements) and 52904 (LPBF of metals): https://www.iso.org
- MPIF standards for powder characterization and flow testing: https://www.mpif.org
- NIST AM-Bench datasets and process-mapping tools: https://www.nist.gov/ambench
- Senvol Database for machine–material qualifications: https://senvol.com
- OEM application/parameter notes (EOS, SLM Solutions, Renishaw; Carpenter Additive powder datasheets)
최종 업데이트: 2025-08-25
변경 내역: Added 5 targeted FAQs; inserted a 2025 snapshot table with indicative metrics and sources; provided two recent case studies; included expert viewpoints; compiled practical standards and resources
다음 검토 예정일 및 트리거: 2026-02-01 or earlier if ASTM/ISO/MPIF standards update, major aerospace OEMs publish new 7050 AM qualifications, or market demand/price shifts >10%