鉄合金粉末 は、鉄にニッケル、クロム、マンガン、炭素などの合金元素を混ぜた粉末冶金形態を指す。鉄粉末冶金では、鉄ベースの粉末混合物を圧縮・焼結することで、密度、気孔率、強度、磁性などの特性を制御した部品やコンポーネントを製造することができる。
鉄合金粉末の概要
鉄合金粉末は、従来の鉄や鋼の形状に比べていくつかの利点がある:
- ネットシェイプに近い高い寸法精度と再現性
- 制御された気孔率と密度を得る能力
- 機械加工の削減による製造コストの低減
- 廃棄物の発生が少なく、高い材料利用率
- 複雑な部品の大量生産能力
鉄合金粉末は、純鉄、低合金鋼、工具鋼、ステンレス鋼、軟磁性合金が一般的で、以下に概説する:
鉄合金粉末の種類
| パウダータイプ | 合金元素 | 特徴 | 用途 |
|---|---|---|---|
| 純鉄 | 炭素 0.008%、酸素 | 高いグリーン強度、低コスト | 自動車、機械 |
| 低合金鋼 | C、Mn、Si、Cr、Mo | 強度、焼入れ性の向上 | 自動車、オイル/ガス |
| 工具鋼 | C、W、Mo、V、Co | 高硬度、耐摩耗性 | 切削工具、金型 |
| ステンレス鋼 | Cr、Ni、Mo | 耐食性、強度 | バルブ、船舶用 |
| ソフト・マグネティック | Ni、Mo、Cu、Nb | 高透磁率、低損失 | 電磁石、モーター |
鉄合金粉末の特徴
鉄合金粉末の特性は、適切な合金元素と加工条件を選択することによって調整することができる:
| パラメータ | 特徴 | 制御方法 |
|---|---|---|
| 構成 | 合金元素、残留物 | 粉末製造法 |
| 粒子径 | ファイン、ウルトラファイン、マイクロファイン | ガス/水アトマイズ、粉砕 |
| 粒子形状 | 不規則、球形、薄片状 | ガス/水噴霧、条件 |
| 純度 | 酸素、窒素、炭素レベル | アニール、保護雰囲気 |
| 見かけ密度 | グリーン密度、焼結密度 | 圧縮圧力、焼結 |
| 多孔性 | 開いた毛穴、閉じた毛穴 | コンパクション、合金組成 |
| 表面積 | 比表面積 | 粒度分布 |
鉄合金粉末の用途
鉄合金粉末は、以下の分野で多様な用途に使用されている:
| 産業 | 用途 | コンポーネント例 |
|---|---|---|
| 自動車 | ギア、ベアリング、フィルター、エンジン部品 | コンロッド、カムシャフト、ピストンリング |
| 航空宇宙 | 構造部品、航空機、タービン部品 | ランディングギア、タービンディスク、ファスナー |
| 機械 | 摩耗部品、工具部品、駆動システム | ブッシュ、シャフト、カム、プーリー |
| 電気 | 軟磁性コア、ローター、電動機部品 | トランス、インダクタ、ステータ、ロータ |
| 消費者 | ロック部品、カミソリの刃、磁石 | 南京錠、磁気アセンブリ |
| メディカル | 手術器具、インプラント、器具 | メス、整形外科用インプラント、MRI装置 |

仕様と設計基準
鉄合金粉末部品は、組成、機械的特性、寸法、表面仕上げ、試験方法などの規格に適合しなければならない。重要な規格は以下の通り:
| スタンダード | 説明 |
|---|---|
| ISO 4492 | 金属粉末 – 柔軟性および硬さ試験 |
| ISO 2738 | 焼結金属材料 – 引張試験片 |
| ISO 3995 | 金属粉 – グリーン強度測定 |
| ISO 4490 | 金属粉末の見掛け密度の測定 |
| MPIF規格 | 金属粉末工業連合会発行の材料規格、試験方法 |
| ASTM B783 | 鉄系粉末冶金(PM)部品仕様 |
供給される粉末の最低基準は、純度、粒度分布、見かけ密度、流量である。完成部品については、密度、機械的特性、衝撃エネルギー、硬度、機械加工性、耐食性、磁気特性に関する仕様が存在する。
設計標準は、寸法公差、表面仕上げ、バリ取り、断面厚さ、フィレット半径、リブ配置、肉厚などの要素に関するガイドラインを提供します。粉末冶金部品設計のルールはMPIF規格35に定められています。
粉体製造・加工
鉄合金粉末の製造工程には、次のような重要なステップがある:
パウダー製造
鉄合金粉末は、以下の方法で製造することができる:
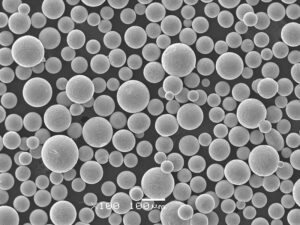
- 霧化 – 合金を溶融し、ガスまたは水の噴射により溶融流を微細な液滴に分解する。ガスアトマイズされた粉末は、プレスに理想的な球状の粒子を持つ。
- 機械加工 – 高エネルギーボールミルで原料の冷間溶接、破砕、再溶接を繰り返す。不規則な形状の微粉末を製造。
- 電解 水溶液からの鉄粉の電解析出。
- 削減 – 水素または一酸化炭素ガスを使用して、酸化鉄粉を鉄に化学還元すること。
- その他の方法 カルボニル分解、回転霧化、プラズマ霧化、蒸気の凝縮。
| 方法 | 粒子形状 | 粒子サイズ | 純度 | コスト |
|---|---|---|---|---|
| ガス噴霧 | 球形 | 15 – 150 μm | 高い | 高い |
| 水の霧化 | 不規則 | 150 – 300 μm | ミディアム | 低い |
| 機械加工 | 薄っぺらい | 1 – 100 μm | 低い | ミディアム |
パウダーブレンド
ベースとなる鉄粉は、合金元素、潤滑剤、流動剤と、最終的に必要とされる合金組成に応じてブレンドされる。混合粉末は、均一な組成にするためにブレンダーで均質化される。
コンパクション
成形は、混合粉末を高圧下で金型キャビティに押し込み、所望の形状を持つ成形体を製造する。一般的な成形方法には次のようなものがある:
- シングル・アクション・プレス:シンプル、低コスト、低生産量に適しています。圧力は最大600MPa。
- ダブル・アクション・プレス:上下パンチから粉体を圧縮。最大1000MPaの圧力。部品の均一性が向上します。
- 静水圧プレス:流体中のすべての表面にかかる均一な圧力。複雑な形状、均一な密度。カプセル化が必要。
- ロールコンパクション:パウダーを2本のロールで挟んで圧縮し、シート状にする。シートはプレス用に造粒される。パウダーの流れを良くする。
焼結
焼結は、粒子間の結合を誘発するために融点以下に加熱することによって成形体を緻密化する。焼結により拡散プロセスが活性化し、気孔がなくなり強度が増す。焼結は、酸化を防ぐために制御された雰囲気の中で行われます。
二次事業
コイニング、再プレス、浸潤、機械加工、表面処理などの追加加工は、用途に応じた最終的な部品形状と特性を得るために行われる。
設置、操作、メンテナンス
以下のガイドラインは粉末プレスと焼結炉に適用される:
- メーカーの仕様に従い、平坦で振動のない基礎の上に機器を設置する。
- プレス装置のラムやボルスタを水平にし、圧縮ムラを防ぐ
- 取扱説明書に従って、プレス機とパンチの適切な潤滑を確保する。
- 適切な排気と冷却システムの設定
- 炉の温度センサー、制御装置、記録装置の校正
- 酸化を最小限に抑えるため、窒素や解離アンモニアなどの不活性ガスを使用する。
- 機器の予防保全のスケジュールと手順を策定する
- プレス工具やパンチの摩耗、亀裂、損傷がないか定期的に点検すること。
- 炉の断熱材と発熱体を定期的にチェックする
- 均一な加熱と標準への準拠を確実にするため、プロセスを定期的に検証する。
- 適切な作業手順、安全予防措置、品質チェックについてオペレーターを教育する。
- 機器の点検、潤滑、調整、修理については、メーカーのガイドラインに従うこと。
- すべての機器のメンテナンス活動と部品生産データの記録を管理する。
鉄合金粉末サプライヤーの選択
鉄合金粉末のサプライヤーを選択する上で重要な要素は以下の通りである:
| パラメータ | 説明 |
|---|---|
| パウダーの品質 | 化学、粒子形状、粒度分布、純度 |
| 組成範囲 | 多様な材料グレードと合金システム |
| 製造能力 | 微粒化、粉砕、混合、ふるい分け、乾燥 |
| 試験施設 | 化学分析、粒子径、グリーン密度、焼結特性 |
| 品質認証 | ISO9001、IATF16949、ASA9100、ISO13485 |
| 技術的専門知識 | 合金知識、部品設計入力、アプリケーションエンジニアリング |
| カスタマーサポート | リクエストへの対応、プロジェクト管理 |
| 配送 | 納期厳守の実績、数量の柔軟性 |
| 所在地 | リードタイム短縮のための事業所への近さ |
| 価格 | 競争力、ボリュームディスカウント、安定性 |
サプライヤーは、組成、粒度分布、見かけ密度、ふるい分析の詳細を記した分析証明書を提供すべきである。サプライヤーは、部品設計と粉末の選択について協力する技術チームを持つべきである。サプライヤーの工程と品質管理は、粉体のロット間の一貫性を確保しなければならない。

粉末冶金の長所と短所
| メリット | デメリット |
|---|---|
| ニアネットシェイプ、最小限の加工 | 鍛造合金に比べ、材料強度に限界がある。 |
| 寸法精度が良い | プレス能力によるサイズ制限 |
| 複雑な形状も実現可能 | 形状の複雑さ、肉厚の制限 |
| 大量生産で経済的 | 二次加工は数量が少ない分コスト増 |
| 幅広い合金に対応 | プレスによる異方性 |
| 機械加工に比べて無駄が少ない | 制御雰囲気焼結が必要 |
| 金属加工よりも低いエネルギー消費 | 粉体製造のための設備投資 |
| フィルター、ベアリングの気孔率制御 | パウダーハンドリングとブレンドの専門知識が必要 |
よくある質問
Q: 鉄粉にはどのようなグレードがありますか?
A: 主な鋼種には、純鉄、低合金鋼、工具鋼、ステンレス鋼、軟磁性合金があります。それぞれ機械的特性、磁気的特性、その他の特性に合わせた特定の組成を持っています。
Q: 鉄粉のプレスに最適な粒度分布は?
A: 粒度範囲は15-150μmが好ましく、大部分は45-75μmです。より微細なパウダーは充填性に優れますが、ダイフィリングのための流動性が低くなります。粗いパウダーは流動性が良いが、高密度化に影響する。
Q: プレス用粉末の流動性を向上させるには?
A: ステアリン酸亜鉛やエチレンビスステアリン酸アミドのような潤滑剤を0.5~1%添加すると、粉末の流動性が向上します。粉末をアニールしたり、球状アトマイズ粉末を使用することも流動性を向上させます。
Q: 焼結鉄部品のクラックの原因は何ですか?
A: 粒子が大きい、粒度分布が広い、合金含有量が多い、加熱・冷却速度が速い、断面が厚い、などは焼結時に割れ欠陥の原因となります。組成、粉末特性、部品設計、焼結サイクルの最適化が必要である。
Q: 粉末金属部品の寸法公差に影響を与えるものは何ですか?
A: 金型の摩耗、プレス後の弾性スプリングバック、焼結温度の均一性、部品形状、二次加工、最終加工が主な要因です。工程管理と金型設計が重要です。
Q: 鉄粉末冶金部品の耐摩耗性を向上させる方法は?
A: 炭素、クロム、モリブデン、バナジウム、タングステンとの合金化、または含浸によって硬度を高める。気孔率を低くし、高密度化することで耐摩耗性も向上する。
Q: 鉄の部品に銅を浸透させる利点は何ですか?
A: 溶けた銅は毛細管現象によって内部の空隙を満たし、強度、弾性率、衝撃エネルギー、疲労寿命、導電性を向上させます。
Q: ステンレス鋼粉末は工具鋼粉末のように加工できますか?
A: いいえ、ステンレス鋼は酸化を避けるため、成形と焼結の間に保護雰囲気が必要です。加工パラメーターは別途最適化する必要があります。
Q: 焼結中の寸法変化の原因は何ですか?
A: 主な理由は、気孔の閉塞による収縮、相変態による体積変化、不均一な温度分布による歪みです。寸法変化を最小限に抑えるためには、適切な炉の設定と焼結サイクルの選択が必要です。
Frequently Asked Questions (Supplemental)
1) What particle size and shape are best for pressing iron alloys powder?
- For conventional press-and-sinter, a bimodal PSD centered around 45–75 μm with limited fines improves flow and die fill, while some fines aid green density. Water-atomized (irregular) powders boost green strength; gas-atomized (spherical) improve flow and enable higher density at lower pressures.
2) How do oxygen and carbon levels impact properties in iron alloy powders?
- Elevated oxygen reduces ductility and inhibits sintering; tight O control is critical for stainless and soft-magnetic grades. Carbon increases hardness/strength via pearlite/martensite but can reduce toughness; precise C control is essential for low-alloy/tool steel PM parts.
3) When should I choose HIP (hot isostatic pressing) for iron alloy powder parts?
- Use HIP to achieve near‑full density (≥99.5%) for high-fatigue or pressure‑tight components, or to close internal porosity after press‑sinter or binder jetting. It is common for stainless, tool steel, and structural aerospace PM parts.
4) Are binder‑jetted iron alloys powder parts strong enough for end use?
- With proper debind/sinter and optional infiltration or HIP, binder‑jetted steels (e.g., 17‑4PH, 316L) can reach 95–99% density and meet many functional requirements. Design for sintering shrinkage and consider secondary densification for fatigue-critical applications.
5) What standards govern characterization and acceptance of iron alloy powders?
- Typical references include ISO/ASTM 52907 for powder characterization, MPIF Standard 35 for material design data, ASTM B783 for iron-based PM parts, and ASTM B331/B212 for flow/apparent density testing. Application sectors may require additional ISO/ASTM/AMS specs.
2025 Industry Trends and Data
- Sustainability focus: Higher recycled content in iron alloys powder, with traceability via digital “powder passports.”
- Automotive electrification: Growth in soft-magnetic composites and low-loss Fe‑based powders for e‑motors and inductors.
- Process integration: Inline O/N/H monitoring and automated blending improve lot‑to‑lot consistency.
- Binder jetting maturation: Wider adoption for stainless and low‑alloy steels, paired with standardized sintering profiles and HIP.
- Cost optimization: Argon recirculation and improved water‑atomization nozzles reduce gas and energy consumption.
| KPI (Iron Alloys Powder, 2025) | 2023 Baseline | 2025 Typical/Target | Relevance | Sources/Notes |
|---|---|---|---|---|
| Press-and-sinter structural steel density | 6.9–7.2 g/cm³ | 7.2–7.4 g/cm³ | Strength/fatigue | MPIF 35; plant data |
| Binder‑jetted 17‑4PH density (post‑sinter) | 94–97% | 96–98% (≥99% w/HIP) | Mechanical reliability | OEM/application notes |
| Soft magnetic core loss (50 Hz, 1.5 T) | Baseline | −5–10% vs. 2023 | E‑motor efficiency | Supplier roadmaps |
| Recycled content in ferrous PM powders | 10–25% | 20–40% | Sustainability, cost | EPD/LCA reports |
| Inline O/N/H adoption at mills | Pilot | Common on new lines | Quality stability | Producer disclosures |
| Powder passport usage in RFQs | 限定 | Increasingly required | Traceability/compliance | Automotive/aerospace RFQs |
References:
- MPIF Standards (incl. Standard 35, testing): https://www.mpif.org
- ISO/ASTM 52907 (metal powder characterization): https://www.iso.org
- ASTM B783 (iron-based PM parts), ASTM B212/B213 (apparent density/flow): https://www.astm.org
- ASM Handbook, Powder Metallurgy: https://dl.asminternational.org
Latest Research Cases
Case Study 1: High-Density Low-Alloy Steel via Warm Compaction and Optimized Sintering (2025)
- Background: An automotive supplier sought higher fatigue performance for PM gears without switching to wrought.
- Solution: Implemented warm compaction (120–150°C), tailored lubricant, and a two‑step sinter (debinding plateau + high‑temp 1120–1150°C in N₂‑H₂), followed by sizing.
- Results: As‑sintered density increased from 7.10 to 7.32 g/cm³; bending fatigue limit +12%; dimensional scatter (CpK) improved from 1.1 to 1.5; scrap −18%.
Case Study 2: Binder‑Jetted 17‑4PH with HIP for Pressure‑Tight Manifolds (2024)
- Background: An industrial pneumatics OEM needed leak‑tight stainless manifolds with internal channels.
- Solution: Adopted binder jetting of 17‑4PH, controlled debind/sinter cycle, then HIP at 103 MPa/1150°C and H900 aging; integrated CT‑based acceptance.
- Results: Leak rate <1×10⁻⁶ mbar·L/s; density 99.6%; UTS 1180 MPa, YS 1090 MPa; machining time −35% vs. wrought block; unit cost −14% at 3k/yr.
Expert Opinions
- Prof. Randall M. German, Powder Metallurgy Scholar and Author
- Viewpoint: Achieving higher green density through warm compaction and engineered lubricants remains the most cost‑effective path to stronger press‑sinter iron alloys powder components.
- Dr. Animesh Bose, VP Technology (ret.), Höganäs AB; PM Fellow
- Viewpoint: Binder jetting of stainless and low‑alloy steels is production‑ready when paired with rigorous sintering control and HIP for fatigue‑critical parts.
- Dr. John J. Dunkley, Atomization Specialist
- Viewpoint: Advances in water‑atomization nozzle design are narrowing the flowability gap with gas‑atomized powders, improving economics for high‑volume PM steels.
Affiliation links:
- Höganäs AB: https://www.hoganas.com
- ASM International: https://www.asminternational.org
- MPIF: https://www.mpif.org
Practical Tools/Resources
- Standards and data: MPIF Standard 35 (design/property data); ASTM B783, B212, B213; ISO/ASTM 52907
- Process modeling: Simufact Powder Simulator; Ansys for sintering distortion and thermal cycles
- Metrology: LECO O/N/H analyzers (https://www.leco.com); laser diffraction PSD; Hall/Carney flowmeters; CT scanning for porosity
- Materials databases: MatWeb (https://www.matweb.com); Senvol Database for AM ferrous materials (https://senvol.com/database)
- Quality/traceability: Powder passports and lot COAs; SPC templates from MPIF resources
Last updated: 2025-08-22
Changelog: Added 5 supplemental FAQs; provided 2025 trends with KPI table and references; included two case studies on warm compaction and binder‑jet/HIP stainless; added expert viewpoints with affiliations; compiled standards, modeling, and QA resources for Iron Alloys Powder.
Next review date & triggers: 2026-02-01 or earlier if MPIF/ASTM/ISO standards update, major OEMs mandate powder passports in RFQs, or new data emerges on binder‑jet sintering/HIP performance for ferrous powders.