インコネル625の3D印刷 は、高温強度と耐食性に優れたニッケル・クロム・モリブデン合金です。そのため、要求の厳しい用途向けの複雑な形状の3Dプリントに適しています。このガイドでは、3Dプリントしたインコネル625の組成、特性、パラメータ、用途の概要を説明します。
インコネル625の3D印刷入門
インコネル625は高性能超合金で、航空宇宙、海洋、原子力、化学産業などのアディティブ・マニュファクチャリングに頻繁に使用されています。主な特性は以下の通り:
表1: 3Dプリンターによるインコネル625素材の概要
| プロパティ | 詳細 |
|---|---|
| ニッケル含有量 | 58-63% |
| 高強度 | 引張強さ 1,310 MPa |
| 耐熱温度 | 最高1,400°Fまたは760°C |
| 耐食性 | 耐熱性、耐酸性、耐アルカリ性に優れる。 |
| 耐クラック性 | 優れた疲労強度と靭性 |
| 作業性 | 溶接による接合 |
| 一般的な用途 | 航空宇宙、海洋、産業用途 |
3Dプリンティングは、従来の方法では不可能だった複雑なインコネル625部品の製造を可能にします。インコネル625の組成、特性、印刷プロセスのパラメータ、用途などの詳細については、引き続きお読みください。

3d印刷インコネル625の化学組成
インコネル625合金の化学成分には、ニッケル、クロム、モリブデン、ニオブ、鉄が含まれる:
表2: インコネル625合金組成
| エレメント | 重量 |
|---|---|
| ニッケル(Ni) | 58.0 – 63.0 % |
| クロム(Cr) | 20.0 – 23.0 % |
| モリブデン (Mo) | 8.0 – 10.0 % |
| ニオブ | 3.15 – 4.15 % |
| 鉄(Fe) | 残り |
| カーボン(C) | ≤ 0.10% |
| マンガン (Mn) | ≤ 0.50% |
| ケイ素 (Si) | ≤ 0.50% |
| リン (P) | ≤ 0.015% |
| 硫黄 (S) | ≤ 0.015% |
| アルミニウム(Al) | ≤ 0.40% |
| チタン(Ti) | ≤ 0.40% |
| コバルト | ≤ 1.0% |
慎重に最適化されたこのニッケル・クロムマトリックスは、延性、疲労強度、溶接性を維持しながら、耐熱性と耐食性の優れた組み合わせを提供します。
3Dプリンターによるインコネル625の機械的特性
インコネル625の機械的特性は、要求の厳しい用途に適しています:
表3: インコネル625の機械的性質
| プロパティ | 価値 |
|---|---|
| 密度 | 8.44 g/cm3 |
| 融点 | 2,300〜2,460°F(1,260〜1,350°C) |
| 引張強度 | 125,000 – 240,000 psi |
| 降伏強さ(焼きなまし) | 110,000psi以上 |
| 伸び | 最低30 |
| ヤング率 | 29 x 10^6 psi |
| ポディション比 | 0.29 |
| 疲労強度 | 110 – 129 ksi |
| 破壊靭性 | 200 ksi√in |
| 硬度 | ~35 HRC |
強度、耐クラック性、耐熱性、耐食性の組み合わせにより、インコネル625は過酷な環境にも耐えることができます。
3Dプリンティング用インコネル625の主な利点
3Dプリンターによるインコネル625には大きな利点があります:
表4: の利点 インコネル625の3Dプリンティング 部品
| メリット | 説明 |
|---|---|
| 高い強度対重量比 | 鋼鉄と同等の強度を持ちながら、重量はわずかであるため、コストを節約できる。 |
| 極端な温度に耐える | 極低温から1,400°Fまで機械的特性を保持 |
| 耐食性 | 1,400°Fまでの酸、アルカリ溶液に対する優れた耐薬品性 |
| 耐クラック性 | 高い疲労強度で破壊に強い |
| 熱安定性 | 低熱膨張率で歪みを回避 |
| 食品の安全性 | 溶出がなく、食品加工機器に認可されている |
| カスタム合金 | アプリケーションの要件に合わせて化学物質をカスタマイズ可能 |
| 複雑な形状 | 加工では不可能な複雑な形状のプリント |
| 連結アセンブリ | 溶接なしで複雑なアセンブリを印刷し、コストを削減 |
| 迅速な反復 | 迅速なプロトタイプによる部品の設計、テスト、適合化 |
これらの利点は設計の可能性を広げ、より軽く、より強く、より長持ちする部品を可能にする。
インコネル625の推奨3Dプリントパラメータ
インコネル625部品をレーザー粉末床溶融および指向性エネルギー蒸着システムで印刷する場合の典型的なプロセスパラメータを示します:
表5: インコネル625標準3Dプリンティングパラメータ
| パラメータ | 代表値 |
|---|---|
| レイヤーの厚さ | 20 – 100 ミクロン |
| レーザー出力 | 最大500W |
| スキャン速度 | 800 – 1200 mm/s |
| ビーム径 | 50 – 200 ミクロン |
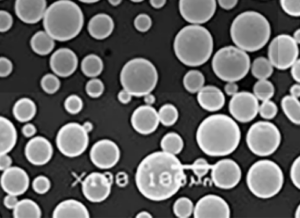
| パウダーサイズ | 15 – 45 ミクロン |
| 印刷の向き | 45°の角度 |
| サポート体制 | 必須 |
| アニーリング | オプション 2,100 – 2,300°F、2 時間 |
密度と残留応力のバランスを取る必要があります。ASTM F3056のような確立された方法に従うことで、割れや歪みを最小限に抑えることができます。次に、一般的な用途を見てみましょう。
3Dプリントインコネル625部品の用途
加工業的に製造されたインコネル625の一般的な用途には、以下のようなものがある:
表6: インコネル625 3Dプリンティング用途
| 産業 | 用途 | コンポーネント |
|---|---|---|
| 航空宇宙 | 構造用ブラケット、エンジン部品、油圧システム | タービンブレード、ロケットノズル、排気マニホールド、燃料エレメント |
| 石油・ガス | ダウンホールツール、バルブ、坑口システム | ドリルビット、ワイヤーライン工具、クリスマスツリー |
| 自動車 | ターボチャージャー、排気部品 | マニホールド、スーパーチャージャーローターハウジング、ターボインペラ |
| 化学処理 | 熱交換器、反応容器、配管継手 | パイプスプールとエルボー、ミキシングブレード、プロセス機器 |
| 食品と医薬品 | ミキサー、ドライヤー、ヒーター、コンベヤー | ベアリング、シャフト、ファスナー、コネクター |
| マリン | 推進部品、淡水化システム | ポンプ、インペラ、カップリング、バルブ |
| 発電 | 熱交換器、蒸気システム部品 | ヘッダー、過熱器チューブ、凝縮器チューブ |
3Dプリンティングにより、より軽量で強度の高いインコネル625のカスタム部品が可能になり、要求の厳しい用途における複雑なアセンブリが統合され、重要なシステムでの採用が促進されます。

インコネル625を3Dプリントするための材料オプション
積層造形用の一般的なインコネル625合金オプションには、以下のものがあります:
表7: 共通 インコネル625の3Dプリンティング 素材フォーマット
| タイプ | 説明 | 主要物件 |
|---|---|---|
| インコネル625規格 | 添加剤として最も広く使用されているグレード | 引張強さ1050MPa、980℃での破断強さ760MPa |
| インコネル625ウルトラ | より高い密度と延性 | 降伏強度と引張強度が30%向上 |
| Inconel 718 | 耐熱航空宇宙グレード | 優れた強度と硬度 >540°C |
| カスタム625合金 | アプリケーションに特化したカスタムケミストリー | 放射率、導電率、磁性などの向上 |
特殊化されたインコネル粉末は、粒子の形状、サイズ、化学的性質を最適化し、3Dプリントの成功を後押しします。
インコネル625 3Dプリンティング規格
3Dプリントされたインコネル625の部品と粉末を認定するための主な基準:
表8: インコネル625合金3Dプリント規格
| スタンダード | 説明 |
|---|---|
| ASTM F3056 | 積層造形ニッケル合金標準仕様書 |
| ASTM B946 | 欠陥検出の基準 |
| AMS 2801 | ニッケル合金の熱処理 |
| AMS 5662 | レーザー粉末床溶融プロセス要件 |
| ISO/ASTM 52900 | 設計と製造の一般原則 |
印刷されたインコネル部品をこれらの仕様に従って認証することで、サービスにおける高い品質と信頼性が保証されます。
3Dプリンティング用インコネル625のサプライヤー
インコネル625金属粉末の主要サプライヤーには以下のものがある:
表9: インコネル625パウダーサプライヤー
| サプライヤー | 説明 | 価格 |
|---|---|---|
| LPWテクノロジー | 幅広い合金範囲、カスタムパーティクル最適化 | $$$ |
| サンドビック・オスプレイ | 標準および特注ニッケル合金粉末 | $$$ |
| エラスティール | 幅広い超合金材料ポートフォリオ | $$ |
| AMG超合金英国 | ニッケル合金に特化 | $-$$ |
| テクナ | 先進のプラズマ球状化プロセス | $$$ |
これらのプレミアム合金の専門家は、インコネル625の粒子径、形状、化学的性質、欠陥を微調整し、印刷の成功を確実にします。
3Dプリンターによるインコネル625の長所と短所
表10: インコネル625 3Dプリンティングの利点と限界
| 長所 | 短所 |
|---|---|
| 1800°Fの温度変化に耐える | スチールやアルミニウムよりも高価 |
| 鋼鉄の5倍の耐破壊性 | 応力緩和のための熱処理が必要 |
| 鋼鉄の半分の密度 | 最適化なしではマイクロクラックが発生しやすい |
| 熱間腐食や孔食に強い | サポートが必要なオーバーハングの印刷が難しい |
| 食品用および医療用の生体適合性 | 限られた大規模サプライヤーと印刷業者 |
| アセンブリを統合した複雑な形状の印刷 | 後処理は難しい |
健全なプロセスを実践すれば、3Dプリントによるインコネル625の多大な性能上の利点は、部品コストの上昇を上回ります。
よくある質問
Q: インコネル625を印刷する際のクラックの原因は何ですか?
A: 大きな熱勾配による高い冷却応力が割れにつながります。適切な支持構造、最適化されたプロセス設定、事前/事後の熱処理、および機械加工によるリリーフのすべてが、割れを最小限に抑えるのに役立ちます。
Q: 3Dプリントしたインコネル625は熱処理が必要ですか?
A: オプションの熱処理は内部応力を緩和し、機械的特性と耐クラック性を向上させます。1900-2100°Fで1-3時間の焼鈍が一般的です。
Q: インコネル625のアズプリント部品にはどのような表面仕上げが期待できますか?
A: 未加工の表面仕上げは、印刷パラメータによって250~500ミクロンRaです。追加の機械加工、研削、研磨、電解研磨により、表面仕上げの要件を高めることができます。
Q: 3Dプリントしたインコネル625を溶接できますか?
A: はい、インコネル625は、GTAW、電子ビームまたはレーザー溶接法を使用して、3Dプリント・アセンブリの接合や部品の修正に容易に溶接できます。歪みを避けるためには、適切な固定が重要です。
Additional FAQs on 3D Printing Inconel 625
1) What powder specifications matter most for 3D Printing Inconel 625?
Aim for spherical gas-atomized IN625 with PSD D10–D90 ≈ 15–45 μm, low interstitials (O ≤0.03–0.06 wt%, N ≤0.02 wt%, H ≤10 ppm), and minimal satellites. Consistent flow (Hall flow) and tap density support stable recoating and high density.
2) Which heat treatments are commonly used after LPBF IN625?
Stress relief: 870–980°C for 1–2 h in vacuum/argon.
Solution/anneal: 980–1150°C followed by rapid cool to restore ductility and corrosion resistance. HIP is often applied first (e.g., 1150–1200°C, 100–170 MPa, 2–4 h, inert) to close porosity.
3) How can I reduce cracking and distortion in 3D Printing Inconel 625?
Use platform preheat (≥80–200°C), thin layers (20–40 μm), optimized hatch and contour strategies, adequate supports, reduced downskin energy, and balanced scan rotations. Apply HIP and proper stress relief. Keep oxygen low in the build chamber.
4) What corrosion environments justify choosing IN625 over stainless steels?
Hot chlorides, seawater crevice conditions, sour service (H2S/CO2), oxidizing and reducing acids, and high-temperature salt exposure. IN625’s Cr–Mo–Nb chemistry provides superior pitting and crevice corrosion resistance versus 316L/904L.
5) What nondestructive evaluation (NDE) methods suit printed IN625?
X-ray CT for internal porosity/lack-of-fusion, dye penetrant for surface-breaking flaws, and eddy current or ultrasonic testing for near-surface/subsurface indications. Correlate in-situ monitoring with CT to reduce inspection load where permitted.
2025 Industry Trends for 3D Printing Inconel 625
- Multi-laser LPBF standardization: 8–12 laser systems with coordinated tiling cut cycle times 20–40% for IN625 brackets and heat exchangers.
- In-situ quality acceptance: Melt pool and coaxial imaging linked to part acceptance for defined geometries, reducing CT volume in production.
- Post-processing playbooks: HIP + targeted anneal recipes standardized for aerospace and energy, improving fatigue life and corrosion performance.
- L-PBF to DED hybrid repairs: IN625 DED used for turbine component repairs with digital twins for bead geometry control.
- Sustainability: Argon recirculation, powder genealogy, and higher recycled Ni content in powder supply chains.
| 2025 Metric (IN625 AM) | Typical Range/Value | なぜそれが重要なのか | ソース |
|---|---|---|---|
| LPBF relative density (post-HIP) | 99.6–99.95% | Aerospace-grade integrity | Peer-reviewed AM studies; OEM notes |
| High-cycle fatigue (machined, HIP) | 250–450 MPa at 10^7 cycles | Qualification for rotating/pressure hardware | Journal datasets; ASTM E466 |
| Build rate (12‑laser LPBF, 40 μm layers) | 35–70 cm³/h per system | Cost per part reduction | OEM application notes |
| Oxygen in AM-grade powder | ≤0.03–0.06 wt% | Ductility, crack resistance | Supplier specs; ASM |
| Typical LPBF PSD | D10–D90 ≈ 15–45 μm | Stable recoating | ISO/ASTM 52907 |
| Indicative powder price (gas-atomized IN625) | $40–$120/kg | Budgeting and sourcing | Market trackers/suppliers |
Authoritative references and further reading:
- ASTM F3056 (AM nickel alloys), ISO/ASTM 52907 (feedstock), ISO/ASTM 52910 (DFAM): https://www.astm.org and https://www.iso.org
- ASM Handbook (Nickel, Cobalt, and Their Alloys): https://www.asminternational.org
- NIST AM Bench and datasets: https://www.nist.gov
最新の研究事例
Case Study 1: Multi‑Laser LPBF IN625 Heat Exchanger with In‑Situ QA (2025)
Background: An aerospace OEM needed to scale a compact IN625 heat exchanger while reducing CT inspection.
Solution: Printed on a 12‑laser LPBF with coordinated tiling; implemented coaxial melt pool monitoring and layer-wise anomaly tagging; HIP followed by 980°C anneal and Ni‑based diffusion brazing of manifolds.
Results: 33% build-time reduction, 40% cut in CT usage for designated regions after correlation studies, >99.8% density post‑HIP, and 18% lower pressure drop at equal duty vs. prior design.
Case Study 2: DED Repair of IN625 Turbine Exhaust Components (2024)
Background: A power-gen utility sought to extend service life of cracked IN625 exhaust mixers.
Solution: Removed damage and deposited IN625 via laser DED with closed-loop bead height control; local stress relief at 950°C; final machining to datum.
Results: Restored geometry within ±0.15 mm, passed fluorescent penetrant and UT; returned to service with projected 8,000 h life extension; 42% cost saving vs. new part.
専門家の意見
- Dr. John N. DuPont, Professor of Materials Science and Engineering, Lehigh University
Key viewpoint: “Controlling Nb segregation and minimizing lack‑of‑fusion are paramount in LPBF IN625; HIP plus appropriate solution anneal restores ductility and corrosion resistance.” - マルティナ・ツィンマーマン博士、フラウンホーファーIWM 添加材料部門責任者
Key viewpoint: “Validated in‑situ monitoring linked to acceptance criteria is reducing reliance on blanket CT for IN625 production parts.” - Dr. Brent Stucker, AM standards contributor and industry executive
Key viewpoint: “Hybrid approaches—AM preforms, HIP, and selective machining—achieve wrought‑like performance in IN625 while preserving design freedom where it matters.”
Citations for expert profiles:
- Lehigh University: https://www.lehigh.edu
- フラウンホーファーIWM:https://www.iwm.fraunhofer.de
- ASTM AM CoE: https://amcoe.org
実用的なツールとリソース
- Standards and qualification
- ASTM F3056 (AM nickel alloys), AMS 5662/5666 (Ni alloy requirements), ISO/ASTM 52901 (qualification principles)
- Design and simulation
- Ansys Additive/Mechanical, Simufact Additive for distortion and support optimization
- nTopology for lattice/thermal topology optimization
- Process control and QC
- LECO O/N/H analysis: https://www.leco.com
- CT scanning per ASTM E1441; melt pool monitoring from major OEMs
- Bodycote HIP services: https://www.bodycote.com
- Materials data and learning
- ASM Alloy Center Database: https://www.asminternational.org
- NIST AM Bench datasets: https://www.nist.gov
最終更新日: 2025-08-21
変更履歴: Added 5 focused FAQs, 2025 trend table with sourcing, two IN625 case studies, expert viewpoints with credible affiliations, and practical tools/resources aligned to IN625 AM.
次回の見直し日とトリガー: 2026-02-01 or earlier if ASTM/AMS standards are updated, major OEMs publish new multi-laser IN625 parameter sets or in‑situ acceptance criteria, or powder pricing/availability shifts >10% QoQ.