Poudre d'alliages de fer désigne les formes de métallurgie des poudres de fer mélangées à des éléments d'alliage tels que le nickel, le chrome, le manganèse et le carbone. La métallurgie des poudres de fer permet de fabriquer des pièces et des composants dont la densité, la porosité, la résistance, les propriétés magnétiques et autres sont contrôlées par le compactage et le frittage de mélanges de poudres à base de fer.
Aperçu des alliages de fer en poudre
Les poudres d'alliage de fer présentent plusieurs avantages par rapport aux formes conventionnelles de fer et d'acier :
- Précision dimensionnelle et répétabilité élevées avec des capacités proches de la forme d'un filet
- Capacité à obtenir une porosité et des densités contrôlées
- Diminution des coûts de fabrication grâce à la réduction de l'usinage
- Utilisation élevée des matériaux et réduction de la production de déchets
- Capacité de production en masse de pièces complexes
La poudre d'alliage de fer est généralement disponible sous forme de fer pur, d'aciers faiblement alliés, d'aciers à outils, d'aciers inoxydables et d'alliages magnétiques doux, comme indiqué ci-dessous :
Types de poudres d'alliage de fer
| Type de poudre | Éléments d'alliage | Caractéristiques | Applications |
|---|---|---|---|
| Fer pur | Carbone < ; 0,008%, Oxygène | Haute résistance à l'état vert, faible coût | Automobile, machines |
| Aciers faiblement alliés | C, Mn, Si, Cr, Mo | Résistance et trempabilité accrues | Automobile, pétrole/gaz |
| Aciers à outils | C, W, Mo, V, Co | Dureté élevée, résistance à l'usure | Outils de coupe, matrices |
| Aciers inoxydables | Cr, Ni, Mo | Résistance à la corrosion, solidité | Vannes, marine |
| Aimant doux | Ni, Mo, Cu, Nb | Perméabilité élevée, faible perte | Électro-aimants, moteurs |
Caractéristiques de la poudre d'alliage de fer
Les propriétés de la poudre d'alliage de fer peuvent être adaptées en sélectionnant les éléments d'alliage et les conditions de traitement appropriés :
| Paramètres | Caractéristiques | Méthode de contrôle |
|---|---|---|
| Composition | Éléments d'alliage, résidus | Méthode de production de poudre |
| Taille des particules | Fine, ultrafine, microfine | Atomisation gaz/eau, broyage |
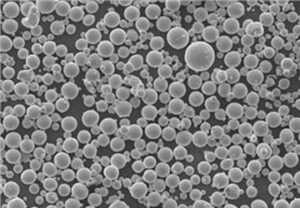
| Forme des particules | Irrégulier, sphérique, floconneux | Atomisation gaz/eau, conditions |
| La pureté | Niveaux d'oxygène, d'azote et de carbone | Recuit, atmosphères protectrices |
| Densité apparente | Densité verte, densité frittée | Pression de compactage, frittage |
| Porosité | Pores ouverts et fermés | Compaction, composition de l'alliage |
| Surface | Surface spécifique | Distribution de la taille des particules |
Applications de la poudre d'alliage de fer
La poudre d'alliage de fer est utilisée dans une large gamme d'applications dans les secteurs suivants :
| L'industrie | Applications | Exemples de composants |
|---|---|---|
| Automobile | Engrenages, roulements, filtres, pièces de moteur | Bielles, arbres à cames, segments de piston |
| Aérospatiale | Pièces de structure, composants d'avions et de turbines | Trains d'atterrissage, disques de turbine, fixations |
| Machines | Pièces d'usure, composants d'outillage, systèmes d'entraînement | Bagues, arbres, cames, poulies |
| Électricité | Noyaux magnétiques doux, rotors, pièces de moteurs électriques | Transformateurs, inducteurs, stators, rotors |
| Consommateur | Pièces de serrures, lames de rasoir, aimants | Cadenas, assemblages magnétiques |
| Médical | Instruments, implants et dispositifs chirurgicaux | Scalpels, implants orthopédiques, machines IRM |

Spécifications et normes de conception
Les pièces en poudre d'alliage de fer doivent être conformes aux spécifications relatives à la composition, aux propriétés mécaniques, aux dimensions, à l'état de surface et aux méthodes d'essai. Les normes les plus importantes sont les suivantes
| Standard | Description |
|---|---|
| ISO 4492 | Poudres métalliques – ; Essais de flexibilité et de dureté |
| ISO 2738 | Matériaux métalliques frittés – ; Éléments d'essai de traction |
| ISO 3995 | Poudres métalliques – ; Détermination de la résistance à l'état vert |
| ISO 4490 | Mesure de la densité apparente des poudres métalliques |
| Normes MPIF | Normes de matériaux, méthodes d'essai publiées par la Fédération des industries des poudres métalliques |
| ASTM B783 | Spécification des pièces en métallurgie des poudres à base de fer (PM) |
Les normes minimales pour la poudre fournie sont la pureté, la distribution de la taille des particules, la densité apparente et le débit. Pour les composants finis, il existe des spécifications concernant la densité, les propriétés mécaniques, l'énergie d'impact, la dureté, l'usinabilité, la résistance à la corrosion et les propriétés magnétiques.
Les normes de conception fournissent des lignes directrices sur des facteurs tels que les tolérances dimensionnelles, la finition de surface, la marge de dépouille, l'épaisseur de la section, les rayons de congés, l'emplacement des nervures et l'épaisseur de la paroi. Les règles de conception des pièces en métal pulvérulent sont définies dans la norme MPIF 35.
Fabrication et traitement des poudres
Le processus de fabrication de la poudre d'alliage de fer comporte les étapes clés suivantes :
Production de poudre
La poudre d'alliage de fer peut être produite par :
- Atomisation – ; La fusion de l'alliage et la désintégration du flux fondu en fines gouttelettes à l'aide de jets de gaz ou d'eau. La poudre atomisée au gaz présente des particules sphériques idéales pour le pressage.
- Fraisage mécanique – ; Soudage à froid répété, fracturation et ressoudage de la matière première dans des broyeurs à billes à haute énergie. Produit une poudre fine de forme irrégulière.
- Électrolyse – ; Dépôt électrolytique de poudres de fer à partir de solutions aqueuses.
- Réduction – ; Réduction chimique des poudres d'oxyde de fer en fer à l'aide d'hydrogène ou de monoxyde de carbone.
- Autres méthodes – ; Décomposition du carbonyle, atomisation rotative, atomisation par plasma, condensation de la vapeur.
| Méthode | Forme des particules | Taille des particules | La pureté | Coût |
|---|---|---|---|---|
| atomisation du gaz | Sphérique | 15 – ; 150 μm | Haut | Haut |
| Vaporisation de l'eau | Irrégulier | 150 – ; 300 μm | Moyen | Faible |
| Fraisage mécanique | Floconneux | 1 – ; 100 μm | Faible | Moyen |
Mélange de poudres
La poudre de fer de base est mélangée à des éléments d'alliage, des lubrifiants et des agents de fluidité en fonction de la composition finale de l'alliage requise. Le mélange de poudres est homogénéisé dans un mélangeur pour obtenir une composition uniforme.
Le compactage
Le compactage consiste à presser le mélange de poudres dans une cavité sous haute pression afin de produire un compact vert ayant la forme souhaitée. Les méthodes de compactage les plus courantes sont les suivantes :
- Pressage simple action: Simple, peu coûteux, adapté aux faibles cadences de production. Pressions jusqu'à 600 MPa.
- Double Action Pressing: La poudre est comprimée par les poinçons supérieurs et inférieurs. Pressions jusqu'à 1000 MPa. Meilleure uniformité de la pièce.
- Pressage isostatique: Pression uniforme appliquée sur toutes les surfaces d'un fluide. Formes complexes, densités uniformes. Nécessite une encapsulation.
- Compaction par rouleaux: La poudre est comprimée entre deux rouleaux pour former une feuille. La feuille est granulée pour être pressée. Améliore l'écoulement de la poudre.
Frittage
Le frittage densifie le compact en le chauffant en dessous du point de fusion afin d'induire une liaison entre les particules. Le frittage active les processus de diffusion qui éliminent les pores et augmentent la résistance. Le frittage est effectué dans des atmosphères contrôlées pour éviter l'oxydation.
Opérations secondaires
Des opérations supplémentaires telles que le monnayage, le refoulement, l'infiltration, l'usinage et le traitement de surface sont utilisées pour obtenir la géométrie finale de la pièce et les propriétés requises par l'application.
Installation, fonctionnement et entretien
Les lignes directrices suivantes s'appliquent aux presses à poudre et aux fours de frittage :
- Installer l'équipement sur des fondations planes et exemptes de vibrations, conformément aux spécifications du fabricant.
- Niveler le vérin et la mitre de l'équipement de pressage afin d'éviter un compactage inégal
- Assurer une lubrification adéquate des presses et des poinçonneuses conformément au manuel d'utilisation.
- Mettre en place des systèmes de ventilation et de refroidissement appropriés
- étalonner les capteurs de température, les régulateurs et les dispositifs d'enregistrement des fours
- Utiliser des gaz inertes comme l'azote ou l'ammoniac dissocié pour minimiser l'oxydation.
- Élaborer des calendriers et des procédures pour la maintenance préventive des équipements
- Inspecter régulièrement les outils de pressage et les poinçons pour vérifier qu'ils ne sont pas usés, fissurés ou endommagés.
- Vérifier périodiquement l'isolation du four et les éléments chauffants
- Valider régulièrement les processus pour garantir un chauffage uniforme et le respect des normes.
- Former les opérateurs aux procédures opérationnelles appropriées, aux précautions de sécurité et aux contrôles de qualité.
- Suivre les directives du fabricant pour les inspections, la lubrification, les réglages et les réparations de l'équipement.
- Tenir des registres de toutes les activités de maintenance des équipements et des données relatives à la production de pièces.
Choix d'un fournisseur de poudre d'alliage de fer
Les facteurs clés dans la sélection d'un fournisseur de poudre d'alliage de fer sont les suivants :
| Paramètres | Description |
|---|---|
| Qualité de la poudre | Chimie, forme des particules, distribution de la taille, pureté |
| Gamme de composition | Variété de grades de matériaux et de systèmes d'alliages |
| Capacités de production | Atomisation, broyage, mélange, tamisage, séchage |
| Moyens d'essais | Pour l'analyse chimique, la taille des particules, la densité verte, les propriétés de frittage |
| Certifications de qualité | ISO 9001, IATF 16949, AS9100, ISO 13485 |
| Expertise technique | Connaissance des alliages, contributions à la conception des pièces, ingénierie des applications |
| Soutien à la clientèle | Réactivité aux demandes, gestion de projets |
| Livraison | Respect des délais de livraison, flexibilité des quantités |
| Localisation | Proximité des opérations pour des délais réduits |
| Tarification | Compétitivité, rabais de volume, stabilité |
Les fournisseurs doivent fournir des certificats d'analyse détaillant la composition, la distribution granulométrique, la densité apparente et l'analyse granulométrique. Ils doivent disposer d'équipes techniques pour collaborer à la conception des pièces et à la sélection des poudres. Le processus et les contrôles de qualité du fournisseur doivent garantir la cohérence des poudres d'un lot à l'autre.

Avantages et inconvénients de la métallurgie des poudres
| Avantages | Inconvénients |
|---|---|
| Forme proche de la forme nette, usinage minimal | Résistance limitée des matériaux par rapport aux alliages corroyés |
| Bonne précision dimensionnelle | Limitations de taille en fonction de la capacité de la presse |
| Géométries complexes réalisables | Restrictions concernant la complexité de la forme, l'épaisseur de la paroi |
| Economique pour la production de masse | Les opérations secondaires augmentent les coûts pour des volumes moindres |
| Large gamme d'alliages disponibles | Propriétés anisotropes dues au pressage |
| Déchets minimes par rapport à l'usinage | Frittage en atmosphère contrôlée nécessaire |
| Consommation d'énergie inférieure à celle de l'usinage des métaux | Investissement en capital pour la production de poudre |
| Contrôle de la porosité pour les filtres, les roulements | Manipulation de poudres et expertise en matière de mélanges nécessaires |
FAQ
Q : Quelles sont les différentes qualités de poudre de fer disponibles ?
R : Les principales catégories comprennent le fer pur, les aciers faiblement alliés, les aciers à outils, les aciers inoxydables et les alliages magnétiques doux. Chacune a une composition spécifique adaptée aux propriétés mécaniques, magnétiques ou autres.
Q : Quelle est la distribution granulométrique idéale pour le pressage de la poudre de fer ?
R : Il est préférable que la taille des particules soit comprise entre 15 et 150 μm, la majorité se situant entre 45 et 75 μm. Les poudres plus fines se tassent mieux mais peuvent avoir un faible débit pour le remplissage des moules. Les poudres plus grossières ont un bon écoulement mais affectent la densification.
Q : Comment améliorer les propriétés d'écoulement de la poudre pour le pressage ?
R : L'ajout de lubrifiants tels que le stéarate de zinc ou l'éthylène bis-stéaramide dans une proportion de 0,5 à 1 % améliore le débit de la poudre. Le recuit de la poudre ou l'utilisation de poudre atomisée sphérique améliore également l'écoulement.
Q : Quelles sont les causes des fissures dans les pièces en fer fritté ?
R : Les particules de grande taille, la distribution étendue des particules, la teneur élevée en alliages, les vitesses de chauffage/refroidissement élevées et les sections épaisses peuvent provoquer des défauts de fissuration pendant le frittage. Il est nécessaire d'optimiser la composition, les caractéristiques des poudres, la conception des pièces et le cycle de frittage.
Q : Qu'est-ce qui affecte la tolérance dimensionnelle des pièces en métal pulvérulent ?
R : Les facteurs clés sont l'usure de la matrice, le retour élastique après pressage, l'uniformité de la température de frittage, la géométrie de la pièce, les opérations secondaires et l'usinage final. Les contrôles du processus et la conception de la matrice sont essentiels.
Q : Comment améliorer la résistance à l'usure des composants de la métallurgie des poudres de fer ?
R : Augmenter la dureté par alliage avec du carbone, du chrome, du molybdène, du vanadium, du tungstène ou par imprégnation. Une porosité plus faible et une densification plus importante améliorent également la résistance à l'usure.
Q : Quel est l'intérêt de l'infiltration du cuivre dans les pièces en fer ?
R : Le cuivre fondu remplit la porosité interne par capillarité, ce qui améliore la résistance, le module d'élasticité, l'énergie d'impact, la résistance à la fatigue et la conductivité électrique.
Q : Les poudres d'acier inoxydable peuvent-elles être traitées comme les poudres d'acier à outils ?
R : Non, l'acier inoxydable nécessite des atmosphères protectrices pendant le compactage et le frittage pour éviter l'oxydation. Les paramètres de traitement doivent être optimisés séparément.
Q : Qu'est-ce qui provoque un changement dimensionnel pendant le frittage ?
R : Les principales raisons sont le rétrécissement dû à la fermeture des pores, les transformations de phase entraînant des changements de volume et une distribution non uniforme de la température entraînant des distorsions. Une bonne configuration du four et une bonne sélection du cycle de frittage sont nécessaires pour minimiser les changements dimensionnels.
en savoir plus sur les procédés d'impression 3D
Frequently Asked Questions (Supplemental)
1) What particle size and shape are best for pressing iron alloys powder?
- For conventional press-and-sinter, a bimodal PSD centered around 45–75 μm with limited fines improves flow and die fill, while some fines aid green density. Water-atomized (irregular) powders boost green strength; gas-atomized (spherical) improve flow and enable higher density at lower pressures.
2) How do oxygen and carbon levels impact properties in iron alloy powders?
- Elevated oxygen reduces ductility and inhibits sintering; tight O control is critical for stainless and soft-magnetic grades. Carbon increases hardness/strength via pearlite/martensite but can reduce toughness; precise C control is essential for low-alloy/tool steel PM parts.
3) When should I choose HIP (hot isostatic pressing) for iron alloy powder parts?
- Use HIP to achieve near‑full density (≥99.5%) for high-fatigue or pressure‑tight components, or to close internal porosity after press‑sinter or binder jetting. It is common for stainless, tool steel, and structural aerospace PM parts.
4) Are binder‑jetted iron alloys powder parts strong enough for end use?
- With proper debind/sinter and optional infiltration or HIP, binder‑jetted steels (e.g., 17‑4PH, 316L) can reach 95–99% density and meet many functional requirements. Design for sintering shrinkage and consider secondary densification for fatigue-critical applications.
5) What standards govern characterization and acceptance of iron alloy powders?
- Typical references include ISO/ASTM 52907 for powder characterization, MPIF Standard 35 for material design data, ASTM B783 for iron-based PM parts, and ASTM B331/B212 for flow/apparent density testing. Application sectors may require additional ISO/ASTM/AMS specs.
2025 Industry Trends and Data
- Sustainability focus: Higher recycled content in iron alloys powder, with traceability via digital “powder passports.”
- Automotive electrification: Growth in soft-magnetic composites and low-loss Fe‑based powders for e‑motors and inductors.
- Process integration: Inline O/N/H monitoring and automated blending improve lot‑to‑lot consistency.
- Binder jetting maturation: Wider adoption for stainless and low‑alloy steels, paired with standardized sintering profiles and HIP.
- Cost optimization: Argon recirculation and improved water‑atomization nozzles reduce gas and energy consumption.
| KPI (Iron Alloys Powder, 2025) | 2023 Baseline | 2025 Typical/Target | Relevance | Sources/Notes |
|---|---|---|---|---|
| Press-and-sinter structural steel density | 6.9–7.2 g/cm³ | 7.2–7.4 g/cm³ | Strength/fatigue | MPIF 35; plant data |
| Binder‑jetted 17‑4PH density (post‑sinter) | 94–97% | 96–98% (≥99% w/HIP) | Mechanical reliability | OEM/application notes |
| Soft magnetic core loss (50 Hz, 1.5 T) | Baseline | −5–10% vs. 2023 | E‑motor efficiency | Supplier roadmaps |
| Recycled content in ferrous PM powders | 10–25% | 20–40% | Sustainability, cost | EPD/LCA reports |
| Inline O/N/H adoption at mills | Pilot | Common on new lines | Quality stability | Producer disclosures |
| Powder passport usage in RFQs | Limitée | Increasingly required | Traceability/compliance | Automotive/aerospace RFQs |
References:
- MPIF Standards (incl. Standard 35, testing): https://www.mpif.org
- ISO/ASTM 52907 (metal powder characterization): https://www.iso.org
- ASTM B783 (iron-based PM parts), ASTM B212/B213 (apparent density/flow): https://www.astm.org
- ASM Handbook, Powder Metallurgy: https://dl.asminternational.org
Latest Research Cases
Case Study 1: High-Density Low-Alloy Steel via Warm Compaction and Optimized Sintering (2025)
- Background: An automotive supplier sought higher fatigue performance for PM gears without switching to wrought.
- Solution: Implemented warm compaction (120–150°C), tailored lubricant, and a two‑step sinter (debinding plateau + high‑temp 1120–1150°C in N₂‑H₂), followed by sizing.
- Results: As‑sintered density increased from 7.10 to 7.32 g/cm³; bending fatigue limit +12%; dimensional scatter (CpK) improved from 1.1 to 1.5; scrap −18%.
Case Study 2: Binder‑Jetted 17‑4PH with HIP for Pressure‑Tight Manifolds (2024)
- Background: An industrial pneumatics OEM needed leak‑tight stainless manifolds with internal channels.
- Solution: Adopted binder jetting of 17‑4PH, controlled debind/sinter cycle, then HIP at 103 MPa/1150°C and H900 aging; integrated CT‑based acceptance.
- Results: Leak rate <1×10⁻⁶ mbar·L/s; density 99.6%; UTS 1180 MPa, YS 1090 MPa; machining time −35% vs. wrought block; unit cost −14% at 3k/yr.
Expert Opinions
- Prof. Randall M. German, Powder Metallurgy Scholar and Author
- Viewpoint: Achieving higher green density through warm compaction and engineered lubricants remains the most cost‑effective path to stronger press‑sinter iron alloys powder components.
- Dr. Animesh Bose, VP Technology (ret.), Höganäs AB; PM Fellow
- Viewpoint: Binder jetting of stainless and low‑alloy steels is production‑ready when paired with rigorous sintering control and HIP for fatigue‑critical parts.
- Dr. John J. Dunkley, Atomization Specialist
- Viewpoint: Advances in water‑atomization nozzle design are narrowing the flowability gap with gas‑atomized powders, improving economics for high‑volume PM steels.
Affiliation links:
- Höganäs AB: https://www.hoganas.com
- ASM International: https://www.asminternational.org
- MPIF: https://www.mpif.org
Practical Tools/Resources
- Standards and data: MPIF Standard 35 (design/property data); ASTM B783, B212, B213; ISO/ASTM 52907
- Process modeling: Simufact Powder Simulator; Ansys for sintering distortion and thermal cycles
- Metrology: LECO O/N/H analyzers (https://www.leco.com); laser diffraction PSD; Hall/Carney flowmeters; CT scanning for porosity
- Materials databases: MatWeb (https://www.matweb.com); Senvol Database for AM ferrous materials (https://senvol.com/database)
- Quality/traceability: Powder passports and lot COAs; SPC templates from MPIF resources
Last updated: 2025-08-22
Changelog: Added 5 supplemental FAQs; provided 2025 trends with KPI table and references; included two case studies on warm compaction and binder‑jet/HIP stainless; added expert viewpoints with affiliations; compiled standards, modeling, and QA resources for Iron Alloys Powder.
Next review date & triggers: 2026-02-01 or earlier if MPIF/ASTM/ISO standards update, major OEMs mandate powder passports in RFQs, or new data emerges on binder‑jet sintering/HIP performance for ferrous powders.