Derzeit gibt es folgende Arten von Metallpulvermaterialien für den 3D-Druck Pulver aus rostfreiem Stahl, Formstahlpulver, Nickellegierungspulver, TitanlegierungspulverKobalt-Chrom-Legierungspulver, Aluminiumlegierungspulver und Bronzelegierungspulver.
Metall-Pulver Die Aufbereitungsmethoden lassen sich nach dem Aufbereitungsverfahren unterteilen: Reduktion, Elektrolyse, Mahlen, Zerstäubung usw. Die beiden am weitesten fortgeschrittenen Pulveraufbereitungsverfahren sind die Argonzerstäubung und die Plasmadrehelektrodenmethode.

Es gibt mehrere Leistungsindikatoren für Metallpulver für den 3D-Druck.
Reinheit. Keramische Einschlüsse können die Leistung des endgültigen Teils erheblich beeinträchtigen, und diese Einschlüsse haben im Allgemeinen einen hohen Schmelzpunkt, so dass sie schwer zu sintern sind und daher ein Pulver ohne keramische Einschlüsse erforderlich ist. Zusätzlich zu diesem
Darüber hinaus muss auch der Sauerstoff- und Stickstoffgehalt streng kontrolliert werden. Die derzeitigen Pulveraufbereitungstechniken für den 3D-Druck von Metallen basieren hauptsächlich auf der Zerstäubung (einschließlich Aerosolisierung und Zerstäubung mit rotierenden Elektroden), bei der das Pulver eine große spezifische Oberfläche hat und leicht oxidiert wird.
In speziellen Anwendungen wie der Luft- und Raumfahrt, der Kunde In speziellen Anwendungen wie der Luft- und Raumfahrt, der Kunde’s Anforderungen für diesen Index sind strenger, wie Hochtemperatur-Legierung Pulver Sauerstoffgehalt 0,006% bis 0,018%, Titan-Legierung Pulver Sauerstoffgehalt von 0,007% bis 0,013%, Edelstahl Pulver Sauerstoffgehalt von 0,007% bis 0,013%. 0,013%, Edelstahlpulver Sauerstoffgehalt von 0,010% ~ 0,025% (alle für Massenanteil). Bei Titanlegierungspulvern bilden Stickstoff, Wasserstoff und Titan bei hohen Temperaturen TiN und TiH2, wodurch die Plastizität und Zähigkeit der Titanlegierung verringert wird. Dadurch verringern sich die Plastizität und die Zähigkeit der Titanlegierung. Daher sollte die Atmosphäre während der Pulveraufbereitung streng kontrolliert werden.
Partikelgrößenverteilung des Pulvers. Verschiedene 3D-Druckmaschinen und Formgebungsverfahren erfordern unterschiedliche Pulverpartikelgrößenverteilungen. Die im Metall-3D-Druck üblicherweise verwendeten Pulver haben eine Partikelgröße von 15-53 μm (feines Pulver), 53-105 μm (grobes Pulver), die in einigen Fällen auf 105-150 μm (grobes Pulver) reduziert werden kann. Die Pulvergröße von 15 bis 53 μm wird als Verbrauchsmaterial verwendet, und das Pulver wird Schicht für Schicht nachgefüllt; als Energiequelle wird ein Elektronenstrahl verwendet.
Der Elektronenstrahl wird als Energiequelle für die Pulververlegung Typ Drucker verwendet wird, ist der Brennpunkt etwas gröber, besser geeignet für das Schmelzen von grobem Pulver, geeignet für die Verwendung von 53 bis 105 μm grobes Pulver als die wichtigsten; für die koaxiale Pulverzufuhr Typ Drucker kann die Pulvergröße von 105 bis 150 μm als Verbrauchsmaterialien verwenden.
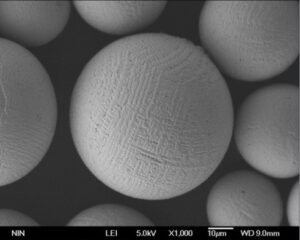
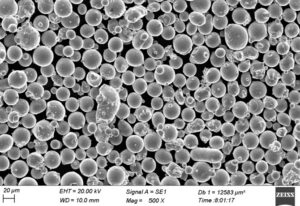
Morphologie des Pulvers. Die Form des Pulvers und die Methode zur Herstellung des Pulvers sind eng miteinander verbunden. Wenn das Metallgas oder die geschmolzene Flüssigkeit in Pulver umgewandelt wird, ist die Form der Pulverpartikel meist kugelförmig; wenn das Pulver aus dem festen Zustand in Pulver umgewandelt wird, sind die Pulverpartikel meist unregelmäßig geformt; und bei der Herstellung des Pulvers durch Elektrolyse in wässriger Lösung ist die Form meist dendritisch. Im Allgemeinen gilt: Je höher die Sphärizität, desto besser ist die Fließfähigkeit der Pulverpartikel. Für 3D-gedruckte Metallpulver ist eine Sphärizität von 98 % oder mehr erforderlich, was die Verteilung und Zuführung des Pulvers während des Drucks erleichtert.
Das nach allen Methoden hergestellte Pulver ist nicht kugelförmig, mit Ausnahme der Aerosolisierungsmethode und der Drehelektrodenmethode. Die Form des Pulvers ist nicht sphärisch. Daher sind die Aerosolisierungsmethode und die Methode der rotierenden Elektrode die wichtigsten Methoden für die Herstellung von hochwertigen 3D-gedruckten Metallpulvern.
Puderfluss und Packungsdichte. Die Fließfähigkeit des Pulvers wirkt sich direkt auf die Gleichmäßigkeit der Verteilung des Pulvers während des Drucks und auf die Stabilität des Pulverförderprozesses aus. Die Fließfähigkeit des Pulvers hängt mit der Pulverform, der Partikelgrößenverteilung und der Schüttdichte zusammen. Die Fließfähigkeit steht im Zusammenhang mit der Pulvermorphologie, der Partikelgrößenverteilung und der Schüttdichte.
Je größer die Pulverpartikel sind, desto größer ist die Partikelgrößenverteilung und die Dichte des Pulvers. Je größer die Pulverpartikel, je regelmäßiger die Partikelform und je geringer der Anteil an sehr feinem Pulver in der Partikelzusammensetzung Je größer die Pulverpartikel, je regelmäßiger die Partikelform und je geringer der Anteil an sehr feinem Pulver in der Partikelzusammensetzung, desto besser die Mobilität. Partikel Die Dichte bleibt gleich, die relative Dichte steigt und die Pulvermobilität nimmt zu. Partikel Die Adsorption von Wasser, Gasen usw. an der Oberfläche verringert die Fließfähigkeit des Pulvers. Die lose Packungsdichte ist eine Volumeneinheit des Pulvers, wenn die Pulverprobe den angegebenen Behälter auf natürliche Weise ausfüllt. Die Masse des Pulvers. Im Allgemeinen gilt: Je gröber das Pulver, desto höher die Schüttdichte. Je gröber das Pulver, desto höher die Schüttdichte. Lose
Die Auswirkung der Schüttdichte auf die Dichte des endgültigen Metalldruckprodukts ist nicht schlüssig. Die Auswirkung der Schüttdichte auf die Dichte des endgültigen Metalldruckprodukts ist nicht schlüssig belegt, aber eine Erhöhung der Schüttdichte kann das Fließen des Pulvers verbessern.
Additional FAQs About Metal Powders for 3D Printing
1) What sphericity and PSD targets are recommended for LPBF vs. EBM?
- LPBF: sphericity ≥0.92–0.97, PSD 15–45 µm. EBM: sphericity ≥0.90–0.95, PSD 45–106 µm to suit larger melt pools and higher preheat temperatures.
2) How do oxygen and nitrogen contents impact part performance?
- Elevated O/N increase strength but reduce ductility and fatigue life; excessive N can form nitrides (e.g., TiN) harming toughness. Follow alloy-specific limits and verify with LECO O/N/H results on each lot.
3) What practical tests indicate good flowability for Metal Powders for 3D Printing?
- Hall flow (e.g., 12–25 s/50 g), Carney flow for coarser powders, angle of repose, and rheometry for spreadability. Pair with apparent/tap density and image-based satellite/hollow quantification.
4) How many powder reuse cycles are acceptable?
- With sieving, blending, and O/N/H monitoring, 6–10 reuse cycles are typical for steels/Ni/Ti. Stop reuse when oxygen trends upward, PSD shifts finer, or density/porosity metrics degrade.
5) What storage and handling practices preserve powder quality?
- Keep sealed under inert gas, minimize humidity and thermal cycling, ground equipment per NFPA 484, and log lot genealogy/reuse count. Sample regularly for PSD and interstitials.
2025 Industry Trends for Metal Powders for 3D Printing
- Heated build plates (200–450°C) widely adopted to broaden print windows and reduce lack-of-fusion in crack-prone alloys.
- Inline quality data on Certificates of Analysis now include CT-based hollow/satellite fraction and real-time O/N/H trends.
- Price stabilization from expanded EIGA/PA capacity; more regional atomizers shorten lead times.
- Sustainability focus: higher revert content and documented powder reuse programs without compromising mechanical properties.
- Qualification momentum: more public allowables for Ti-6Al-4V, IN718, and 316L after HIP and defined surface states.
2025 Market and Technical Snapshot
| Metric (2025) | Typical Value/Range | YoY Change | Notes/Source |
|---|---|---|---|
| AM-grade 316L/CoCr powder price | $30–$80/kg | -3–8% | Supplier quotes, distributor indices |
| AM-grade Ti-6Al-4V powder price | $120–$220/kg | -5–10% | Capacity gains (EIGA/PA) |
| AM-grade IN718 powder price | $70–$160/kg | -2–7% | Alloy/operator dependent |
| Recommended PSD (LPBF / EBM / DED) | 15–45 µm / 45–106 µm / 45–150 µm | Stable | OEM guidance |
| Typical LPBF density after HIP | 99.7–99.95% | +0.1–0.2 pp | OEM/academic datasets |
| Validated reuse cycles (with QC) | 6–10 | +1–2 | O/N/H + sieving programs |
| Sphericity (SEM/image analysis) | ≥0.92–0.97 | Slightly up | Supplier CoAs |
Indicative sources:
- ISO/ASTM AM standards (52900 series; 52907 powders; 52908 machine qualification): https://www.iso.org | https://www.astm.org
- NIST AM Bench and powder metrology: https://www.nist.gov
- ASM International Handbooks (Powder Metallurgy; Additive Manufacturing): https://www.asminternational.org
- NFPA 484 (Combustible metals safety): https://www.nfpa.org
Latest Research Cases
Case Study 1: Low-Oxygen IN718 Powder Improves LPBF Fatigue (2025)
Background: An aerospace tier-1 needed higher HCF life on thin LPBF brackets.
Solution: Switched to argon gas-atomized IN718 (O ≤0.025 wt%, sphericity ≥0.95), implemented 300°C plate heating, island scan with contour-first, HIP + standard age.
Results: Relative density 99.9%; surface-connected defect rate −55% on CT; HCF life (R=0.1) improved 2.1×; first-pass yield +8%.
Case Study 2: Ti-6Al-4V Powder Reuse Program with Inline O/N/H (2024)
Background: Medical OEM sought to reduce powder cost while maintaining ductility.
Solution: Established 8-cycle reuse with 53 µm sieve cutback, lot blending rules, and batchwise LECO O/N/H; parts HIP’d and machined to identical surface spec.
Results: Oxygen rose from 0.10→0.14 wt% over 8 cycles yet elongation remained within spec; no density drift (≥99.8% after HIP); powder spend −18% YoY.
Expert Opinions
- Prof. Tresa Pollock, Distinguished Professor of Materials, UC Santa Barbara
Key viewpoint: “Cleanliness and morphology—especially low satellite and hollow fractions—directly map to defect populations and fatigue behavior in powder-bed parts.” - Dr. John Slotwinski, Additive Manufacturing Metrology Expert (former NIST)
Key viewpoint: “Lot-to-lot PSD and interstitial control often determine qualification timelines more than marginal laser parameter changes.” - Dr. Christina Salvo, Materials Engineer, Aerospace AM Programs
Key viewpoint: “Heated-plate LPBF plus disciplined powder reuse plans deliver both quality and cost control for mission-critical alloys.”
Practical Tools and Resources
- Standards and guidance
- ISO/ASTM 52907 (Metal powders), 52908 (Machine qualification), 52910 (Design for AM)
- https://www.iso.org | https://www.astm.org
- Metrology and safety
- NIST AM Bench; powder characterization and porosity methods: https://www.nist.gov
- NFPA 484 for combustible metal powders: https://www.nfpa.org
- Technical databases and handbooks
- ASM Digital Library and Handbooks for AM materials: https://www.asminternational.org
- QC instrumentation
- PSD/shape: Malvern Mastersizer, image analysis/SEM
- Interstitials: LECO O/N/H analyzers
- Flow: Hall/Carney funnels, angle of repose, FT4 rheometer
- Defects: Industrial CT for hollow/satellite fraction
Last updated: 2025-08-26
Changelog: Added 5 targeted FAQs; included 2025 trends with data table; provided two recent case studies; compiled expert viewpoints; listed practical tools/resources focused on Metal Powders for 3D Printing KPIs
Next review date & triggers: 2026-02-01 or earlier if ISO/ASTM update powder QA standards, OEMs publish new heated-plate LPBF datasets, or NIST/ASM release updated fatigue–defect correlation data