Einführung in die Additive Fertigung von Aluminium
Erinnern Sie sich an das letzte Mal, als Sie ein schnittiges neues Flugzeug bestaunt oder das Design eines leichten Autos bewundert haben? Die Chancen stehen gut Additive Fertigung von Aluminium eine Rolle gespielt! Diese Technologie erfreut sich zunehmender Beliebtheit, da sie die Herstellung komplizierter Teile aus einem starken, aber leichten Material ermöglicht: Aluminium.
Der Prozess der Additiven Fertigung von Aluminium
Die additive Fertigung, oder wie viele von uns sie liebevoll nennen, der 3D-Druck, ist nicht mehr auf Plastikspielzeug oder Prototypen beschränkt. Inzwischen werden auch Metalle verwendet, und Aluminium steht dabei an erster Stelle.
2.1. Layer-by-Layer Produktion
So wie eine Torte Schicht für Schicht hergestellt wird (erinnern Sie sich an die köstlichen mehrschichtigen Torten?), werden Objekte durch additive Fertigung Schicht für Schicht aufgebaut. Jede dünne Schicht aus Aluminiumpulver wird mit Hilfe von Hochleistungslasern zusammengeschmolzen, bis das gewünschte Objekt seine Form annimmt. Das ist wie Magie, oder?
2.2. Materialauswahl und Vorbereitung
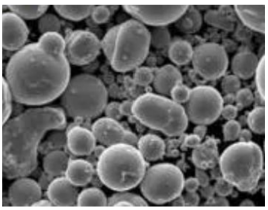
Die Wahl der richtigen Aluminiumsorte ist entscheidend. Das Pulver ist vorlegiert, d. h. die erforderlichen Legierungselemente werden vor der Verarbeitung beigemischt. Können Sie sich vorstellen, Mehl vor dem Backen zu sieben? Dies ist das metallische Äquivalent!
2.3. Nachbearbeitungsschritte
Nachdem das Objekt gedruckt wurde, ist es Zeit für den letzten Schliff, z. B. eine Wärmebehandlung, um die Materialeigenschaften zu verbessern. Stellen Sie sich das so vor, als würden Sie einen Diamanten polieren, um ihn zum Glänzen zu bringen!

Vorteile von Aluminium in der additiven Fertigung
Warum also Aluminium? Schauen wir uns seine Vorzüge an.
3.1. Festigkeit und Dauerhaftigkeit
Aluminium bietet ein hervorragendes Gleichgewicht zwischen Stärke und Gewicht. Stellen Sie sich einen Turner vor: stark, aber unglaublich beweglich. Das ist unser Aluminium in der Welt der Fertigung!
3.2. Leichtgewichtige Eigenschaften
In Branchen wie der Luftfahrt oder der Automobilindustrie kommt es auf jedes Gramm an. Aluminium mit seinem federleichten Gewicht ist der unbesungene Held hinter vielen effizienten und umweltfreundlichen Konstruktionen.
3.3. Kosten-Wirksamkeit
Wer liebt nicht gute Qualität zu einem günstigen Preis? Die Kosteneinsparungen bei Transport und Materialeffizienz machen Aluminium zu einer beliebten Wahl.
Anwendungen der Additiven Fertigung von Aluminium
Wo schlägt die additive Fertigung von Aluminium Wellen?
4.1. Luft- und Raumfahrt und Luftfahrt
Flugzeuge benötigen Materialien, die stabil und dennoch leicht sind. Und wer könnte diese Anforderungen besser erfüllen als Aluminium?
4.2. Autoindustrie
Von Motorkomponenten bis hin zu Fahrwerksteilen - die additive Fertigung von Aluminium bringt die Automobilwelt in Schwung.
4.3. Medizinische Ausrüstung
Überrascht? Aufgrund seiner Biokompatibilität eignet sich Aluminium für die Herstellung bestimmter medizinischer Geräte und Implantate.
4.4. Unterhaltungselektronik
Der elegante Laptop oder das Smartphone, das Sie bewundern? Dank Aluminium ist das schicke, leichte Design möglich.

Herausforderungen und Lösungen
Wie bei jeder Technologie gibt es auch hier Hürden zu überwinden.
5.1. Oberflächenrauhigkeit
Die Endbearbeitung ist von entscheidender Bedeutung, da Aluminiumteile nach der Produktion eine raue Oberfläche aufweisen können. Aber haben Sie schon einmal von dem Sprichwort gehört: “rau an den Kanten, aber ein Juwel im Herzen”?
5.2. Umgang mit thermischen Spannungen
Zu viel Hitze kann die Teile verformen. Die Lösung? Optimierte Stützstrukturen und kontrollierte Bauumgebungen.
5.3. Sicherstellung der Produktkonsistenz
Qualitätssicherung ist das A und O. Mit den richtigen Kontrollen und Abwägungen ist es möglich, die Konsistenz der Produktion aufrechtzuerhalten.
Die Zukunft der Additiven Fertigung von Aluminium
Wenn wir in die Zukunft blicken, scheint das Potenzial dieser Technologie grenzenlos zu sein. Von nachhaltiger Produktion bis hin zu innovativem Design - der Himmel ist die Grenze!

Schlussfolgerung
Die additive Fertigung von Aluminium verändert die Industrie durch seine Festigkeit, sein geringes Gewicht und seine Kosteneffizienz. Mit den Fortschritten der Technologie werden ihre Anwendungen und ihr Einfluss noch weiter zunehmen. Sind Sie bereit für die Aluminiumrevolution?
FAQs
- Was ist die additive Fertigung von Aluminium?
- Dabei handelt es sich um ein 3D-Druckverfahren, bei dem Aluminiumpulver verwendet wird, um Objekte Schicht für Schicht zu erstellen.
- Warum wird Aluminium in der additiven Fertigung bevorzugt?
- Aufgrund seiner Festigkeit, seines geringen Gewichts und seiner Kosteneffizienz.
- Welche Branchen profitieren am meisten von der additiven Fertigung von Aluminium?
- Die Luft- und Raumfahrt, die Automobilindustrie, die Medizintechnik und die Unterhaltungselektronik sind die Hauptnutznießer.
- Gibt es Herausforderungen bei der Verwendung von Aluminium in der additiven Fertigung?
- Ja, es gibt Herausforderungen wie Oberflächenrauhigkeit, Wärmespannungen und Produktkonsistenz, aber es gibt Lösungen.
- Ist die additive Fertigung von Aluminium umweltfreundlich?
- Angesichts des Potenzials für Materialeffizienz und nachhaltige Produktion ist dies möglich.
mehr über 3D-Druckverfahren erfahren
Frequently Asked Questions (FAQ)
1) Which aluminum alloys are most common in Aluminum Additive Manufacturing and why?
- AlSi10Mg and AlSi7Mg lead due to good weldability, low cracking tendency, and predictable heat-treat response. High‑strength Sc/Zr‑modified Al‑Mg alloys and F357 (AlSi7Mg0.6) are growing for better fatigue and higher temperature stability.
2) What powder characteristics most affect build quality in LPBF?
- Particle size distribution 15–45 μm (sometimes 20–63 μm), high sphericity (>0.93), low satellites, low moisture, and low oxygen. Consistent apparent/tap density and stable Hall/Carney flow per ISO/ASTM 52907 and ASTM B213 are key.
3) How do heat treatments differ for AlSi10Mg vs F357 after printing?
- AlSi10Mg: T5/T6‑like regimes (e.g., stress relief 2–3 h at ~300–320°C) to adjust Si morphology and relieve stress. F357/F357‑AM: full T6 (solution ~540–550°C + quench + age ~155–170°C) to maximize strength and fatigue.
4) Can Aluminum Additive Manufacturing match wrought properties?
- With optimized scan strategies, proper heat treatment, and surface finishing/HIP where needed, tensile strength can meet or exceed cast equivalents and approach wrought in some cases. Surface‑initiated fatigue remains a focus; machining or shot peen improves results.
5) What are common challenges when printing aluminum and how to mitigate them?
- Keyholing and porosity: tune laser power/hatch/scan speed and maintain low humidity.
- Warping: preheat plate, optimize supports, balanced scan vectors.
- Spatter/soot buildup: high‑flow inert gas management and regular optics cleaning.
- Hydrogen porosity: dry powder and maintain low dew point in the chamber.
2025 Industry Trends: Aluminum Additive Manufacturing
- High‑strength AM alloys: Commercialization of Sc‑ and Zr‑modified Al‑Mg systems with improved crack resistance, enabling thicker sections and better fatigue.
- Multi‑laser productivity: 4–12 laser platforms with coordinated overlap reduce build times 25–60% for AlSi10Mg and F357.
- Digital material passports: Lot‑level PSD, O/H, flow, and reuse counts standardize cross‑site validation and regulatory submissions.
- Sustainability: Argon recirculation and powder circularity programs extend reuse cycles (5–12 blends) and cut gas consumption 20–40%.
- Hybrid manufacturing: AM near‑net shapes + 5‑axis machining deliver cast‑like surface finishes with reduced lead time for complex housings and heat exchangers.
2025 KPI Snapshot (indicative ranges for LPBF aluminum)
| Metrisch | 2023 Typical | 2025 Typical | Notes/Sources |
|---|---|---|---|
| LPBF build rate (cm³/h per laser, AlSi10Mg) | 40–70 | 60–110 | Multi‑laser + scan optimization |
| As‑built density (relative) | 99.3–99.7% | 99.5–99.9% | Optimized parameter sets |
| Surface roughness Ra (μm, vertical) | 12–25 | 8–18 | Process tuning + finishing |
| Oxygen in AM powder (wt%) | 0.06–0.12 | 0.04–0.08 | Improved handling/drying |
| Reuse cycles before blend | 3–6 | 5–12 | Digital tracking + sieving |
| Heat exchanger weight reduction vs cast | 20–35% | 25–45% | Lattice/conformal designs |
References: ISO/ASTM 52907; ASTM B213/B212; ASTM F3318 (LPBF AlSi10Mg); OEM application notes (EOS, SLM Solutions, Renishaw, 3D Systems); NIST AM‑Bench; industry sustainability reports
Latest Research Cases
Case Study 1: Conformal Aluminum Heat Exchanger via LPBF (2025)
Background: An EV OEM needed higher thermal performance and shorter lead time than investment casting could deliver.
Solution: Printed AlSi10Mg exchanger with conformal channels; applied stress relief and targeted machining on sealing faces; implemented digital powder passports and argon recirculation.
Results: Build time −41%; mass −33%; pressure drop −18% at equal duty; CT‑verified density 99.7%; cycle time from design to test article cut from 10 weeks to 4 weeks.
Case Study 2: Sc‑Modified Al‑Mg Brackets for Aerospace Interiors (2024)
Background: A tier‑1 supplier sought higher specific stiffness and fatigue life than AlSi10Mg brackets.
Solution: Qualified Sc/Zr‑modified Al‑Mg powder (15–45 μm), optimized scan to avoid hot cracking; full T6‑like heat treatment; shot peen to improve surface fatigue.
Results: High‑cycle fatigue life +28% vs AlSi10Mg baseline; part count reduced 5→2 via consolidation; lead time −35%; no cracking observed in coupon metallography.
Expert Opinions
- Prof. Ian Gibson, Professor of Additive Manufacturing, University of Twente
Key viewpoint: “Coordinated multi‑laser strategies and parameter portability are moving Aluminum Additive Manufacturing from prototypes to repeatable serial production.” - Dr. John Slotwinski, Materials Research Engineer, NIST
Key viewpoint: “Powder quality—PSD, oxygen, and moisture—verified by standardized methods remains the strongest predictor of porosity and fatigue in LPBF aluminum.” https://www.nist.gov/ - Dr. Anushree Chatterjee, Director, ASTM International AM Center of Excellence
Key viewpoint: “Expect broader alignment of COAs with ISO/ASTM 52907 and faster qualification under ASTM F3318 for AlSi10Mg and emerging high‑strength Al alloys.” https://amcoe.astm.org/
Practical Tools/Resources
- ISO/ASTM 52907: Metal powder feedstock characterization
https://www.iso.org/standard/78974.html - ASTM F3318: Standard for AlSi10Mg processed by LPBF
https://www.astm.org/ - ASTM B213/B212: Flow and apparent density tests for metal powders
https://www.astm.org/ - NIST AM‑Bench: Benchmark datasets for AM validation
https://www.nist.gov/ambench - Senvol Database: Machine/material data for Aluminum Additive Manufacturing
https://senvol.com/database - OEM parameter libraries and guides (EOS, SLM Solutions, Renishaw, 3D Systems) for AlSi10Mg/F357
Last updated: 2025-08-27
Changelog: Added 5 focused FAQs, 2025 KPI/trend table, two recent case studies, expert viewpoints, and curated standards/resources specific to Aluminum Additive Manufacturing.
Next review date & triggers: 2026-03-31 or earlier if ISO/ASTM standards update, OEMs release new Al AM parameter sets, or major data on powder reuse/gas recovery is published.