Gaszerstäubung ist ein pulvermetallurgisches Verfahren zur Herstellung von feinen Metallpulvern. Dabei wird eine Metalllegierung geschmolzen und die Schmelze mithilfe eines Hochgeschwindigkeitsgasstrahls in feine Tröpfchen zerlegt. Die Tröpfchen verfestigen sich schnell zu Pulvern mit einer kugelförmigen Morphologie und einer kontrollierten Partikelgrößenverteilung. Gasverdüste Pulver haben einzigartige Eigenschaften, die sie für spezielle Anwendungen in verschiedenen Branchen geeignet machen.
Wie funktioniert die Gaszerstäubung?
Das Gaszerstäubungsverfahren beginnt mit dem Schmelzen der gewünschten Legierung in einem Tiegel oder Induktionsofen. Das flüssige Metall wird dann in einem dünnen Strom in die Zerstäubungskammer gegossen. Hochdruckgasdüsen (in der Regel Stickstoff oder Argon), die um den Metallstrom herum positioniert sind, zerlegen ihn in feine Tröpfchen. Während die Tröpfchen durch den Zerstäubungsturm fallen, verfestigen sie sich aufgrund des großen Verhältnisses von Oberfläche zu Volumen schnell zu kugelförmigen Pulvern. Die Pulver werden am Boden des Turms gesammelt und mit Sieben nach Partikelgröße klassifiziert.
Die Größe der erzeugten Pulver hängt von den Gasdurchflussraten und der Durchflussrate des Metallstroms ab. Höhere Gasdrücke und geringere Metalldurchsätze führen zu feineren Pulvern. Andere Prozessparameter wie der Gaseinblaswinkel und die Konstruktion der Zerstäubungsdüse beeinflussen ebenfalls die Pulvereigenschaften.
Was sind die Vorteile von gaszerstäubten Pulvern?
Im Vergleich zu Pulvern, die mit anderen Methoden wie der Wasserzerstäubung hergestellt werden, haben gaszerstäubte Pulver die folgenden Vorteile:
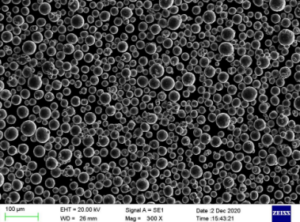
- Hochgradig kugelförmige Partikelmorphologie
- Enge Partikelgrößenverteilung
- Geringe Sauerstoff- und Stickstoffaufnahme bei der Zerstäubung
- Fähigkeit zur Zerstäubung von Legierungen mit hohen Schmelztemperaturen
- Flexibilität bei der Änderung von Prozessparametern und der Anpassung von Pulvereigenschaften
Die sphärische Form verbessert den Pulverfluss und die Packungsdichte. Die kontrollierte Partikelgrößenverteilung ermöglicht eine präzise Steuerung der endgültigen Teileigenschaften. Die inerte Zerstäubungsatmosphäre verhindert die Verunreinigung reaktiver Legierungschemikalien. Dank dieser Vorteile erfüllen gaszerstäubte Pulver die Anforderungen fortschrittlicher Metall-AM-Prozesse wie Laser-Pulverbettschmelzen und Binder-Jetting. Aufgrund ihrer hohen Reinheit eignen sie sich auch für pulvermetallurgische Anwendungen wie das Metallspritzgießen, wo Verunreinigungen die Eigenschaften beeinträchtigen können.

Welche Metalle und Legierungen werden üblicherweise gasverdüst?
Zu den gängigen Metallen und Legierungen, die gasverdüst werden, gehören:
- Titanlegierungen wie Ti-6Al-4V
- Superlegierungen auf Nickelbasis wie Inconel 718, Inconel 625
- Kobalt-Chrom-Legierungen
- Werkzeugstähle wie H13
- Rostfreie Stähle wie 316L, 17-4PH
- Aluminium-Legierungen
- Kupfer-Legierungen
Hochtemperaturlegierungen auf der Basis von Titan, Nickel und Kobalt eignen sich besonders gut für die Gasverdüsung. Die Inertgasatmosphäre verhindert eine übermäßige Sauerstoffaufnahme in diesen reaktiven elementaren Pulvern. Refraktärmetalle wie Wolfram werden ebenfalls gasverdüst, da ihre hohen Schmelzpunkte die Wasserverdüsung erschweren.
Insgesamt kann die Gaszerstäubung feine kugelförmige Pulver aus jeder Legierung herstellen, die ohne Zersetzung schmilzt. Das Verfahren kann individuell angepasst werden, um neuartige Legierungen für fortschrittliche Anwendungen zu zerstäuben.
Was sind einige Anwendungen von gaszerstäubten Pulvern?
Zu den wichtigsten Anwendungsbereichen von gasverdüsten Legierungspulvern gehören:
Additive Fertigung von Metall
- Beim Laser-Pulverbettschweißen werden gaszerstäubte Pulver aufgrund ihrer kugelförmigen Morphologie und kontrollierten Größenverteilung verwendet. Diese Eigenschaften gewährleisten einen guten Fluss und eine gute Packung im Pulverbett.
- Beim Binder-Jetting werden auch gaszerstäubte Pulver verwendet, um isotrope Eigenschaften in den gedruckten Teilen zu erzeugen. Die kugelförmige Form und die präzise Kontrolle der Größe verbessern die Packungsdichte und die Verteilung des Pulvers.
Pulvermetallurgie
- Das Metall-Spritzgießen beruht auf gaszerstäubten Pulvern mit kontrollierter Partikelgröße. Dies ermöglicht eine hohe Pulverbeladung und eine gleichmäßige Schrumpfung.
- Beim Pulverpressen und Sintern werden zerstäubte vorlegierte Pulver zur Herstellung von Automobilkomponenten, Schneidwerkzeugen und anderen Bauteilen verwendet.
Thermisches Spray
- Gaszerstäubte Pulver, die in Plasma-, Flamm- oder Hochgeschwindigkeits-Sauerstoffspritzanlagen (HVOF) zugeführt werden, erzeugen aufgrund ihrer kugelförmigen Morphologie hervorragende Beschichtungen.
Gesundheitswesen
- Poröse Strukturen aus gasverdüstem Titan- und Kobalt-Chrom-Pulver werden für orthopädische Implantate verwendet.
- Feines Edelstahlpulver wird zur Herstellung von chirurgischen Instrumenten im Metall-Spritzgussverfahren verwendet.
Die Kombination aus Reinheit, Wiederholbarkeit und Partikeleigenschaften macht gaszerstäubte Pulver ideal für diese kritischen Anwendungen in verschiedenen Branchen.
Welche Partikelgrößenverteilung wird für verschiedene Anwendungen verwendet?
Die optimale Partikelgrößenverteilung hängt von der geplanten Anwendung ab:
- Beim Laser-Pulverbettschmelzen liegt der typische Bereich bei 15-45 Mikrometern. Bei sehr feinen Pulvern unter 10 Mikron kann es zu Problemen bei der Handhabung kommen. Üblich ist ein Größenbereich von 25-35 Mikrometern.
- Beim Binder-Jetting werden feinere Pulver im Bereich von 5-25 Mikron verwendet, um die Sinterung zu verbessern. Die Schichtdicke bestimmt auch die Mindestpartikelgröße.
- Beim Metall-Spritzgießen werden bimodale Verteilungen mit Pulvergrößen unter 25 Mikron verwendet. Dies verbessert die Packungsdichte und den Fluss.
- Beim thermischen Spritzen werden größere Partikel als 45 Mikrometer benötigt, um eine bessere Impulsübertragung und Beschichtungsdichte zu erreichen. Üblich sind Größenbereiche zwischen 45 und 100 Mikrometern.
- Bei orthopädischen Implantaten fördert eine Pulvergröße von weniger als 75 Mikron das Einwachsen von Gewebe in die poröse Struktur.
Die Prozessparameter der Gaszerstäubung können optimiert werden, um Pulver mit der gewünschten Partikelgrößenverteilung für die vorgesehene Anwendung herzustellen.
Was sind die neuesten Entwicklungen in der Gaszerstäubungstechnologie?
Zu den neuesten Fortschritten in der Gaszerstäubungstechnologie gehören:
- Bei der Close-Coupled-Zerstäubung wird ein in die Zerstäubungsdüse integrierter Ofen mit Abschmelzelektroden verwendet, um einen besser kontrollierten Prozess zu ermöglichen. Dies verbessert die Sauberkeit der Schmelze.
- Mehrere konzentrisch angeordnete Gasinjektoren können einzigartige Partikelgrößenverteilungen erzeugen. Die Variation des Gasdrucks zwischen den Injektoren erhöht die Flexibilität der Zerstäubung.
- Vorfilternde Zerstäuber verwenden einen dünnen Flüssigkeitsfilm, um im Vergleich zu frei fallenden Metallströmen feinere Zerstäubungströpfchen zu erzeugen. Dies erweitert die Möglichkeiten für Pulver unter 10 Mikron.
- Rückkopplungskontrollsysteme mit optischen Sensoren ermöglichen eine dynamische Anpassung des Gasdrucks und der Metalldurchflussrate, um die Pulvergrößenverteilung aufrechtzuerhalten. Dies verbessert die Konsistenz.
- Bei der Induktionszerstäubung werden elektromagnetisches Schweben und Induktionsspulen zur präzisen Steuerung des Schmelzesees eingesetzt. Dies ermöglicht einen sehr gleichmäßigen, berührungslosen Zerstäubungsprozess.
- Die additive Fertigung wird zur Herstellung komplexer Zerstäuberdüsengeometrien eingesetzt, die mit konventioneller Bearbeitung nicht möglich sind. Dies ermöglicht eine bessere Kontrolle der Zerstäubung.
Diese Prozessinnovationen erweitern die Legierungssysteme und Partikeleigenschaften, die durch Gaszerstäubung erreicht werden können.

Welche Herausforderungen gibt es bei der Gaszerstäubung?
Einige der wichtigsten Herausforderungen im Zusammenhang mit der Gaszerstäubung sind:
- Verunreinigung reaktiver Legierungen durch Sauerstoff-/Stickstoffaufnahme – Die Verwendung von hochreinen Inertgasen und Vakuumkammern minimiert dies.
- Satellitenbildung bei der Zerstäubung durch Bänder zwischen den Tröpfchen – Optimierung der Düsengeometrie und der Gasströmung reduziert die Satellitenbildung.
- Herstellung unregelmäßiger, nicht kugelförmiger Partikelformen – Eine sorgfältige Kontrolle der Prozessparameter gewährleistet eine glatte sphärische Morphologie.
- Erzielung gleichmäßiger Abkühlungsraten zwischen großen und kleinen Partikeln – Modifizierte Düsenkonstruktionen tragen zur Angleichung der Tröpfchenverfestigungsraten bei.
- Handhabung von heißen Pulvern mit hoher Reaktivität und Oxidation unterhalb des Schmelzpunktes – Die Handhabung von Pulvern unter inerter Atmosphäre unterdrückt die Oxidation.
- Kosten und Komplexität im Zusammenhang mit der Verwendung von Hochdruckgassystemen – Jüngste Innovationen verbessern die Produktivität und senken die Kosten.
Die weitere Forschung konzentriert sich auf das Verständnis und die Kontrolle der physikalischen Vorgänge bei der Schmelzzerstäubung, um die Qualität und Konsistenz des gaszerstäubten Pulvers weiter zu verbessern.
Was sind die Alternativen zur Gaszerstäubung?
Zu den alternativen Pulverherstellungsverfahren zur Gasverdüsung gehören:
- Wasserzerstäubung – Kostengünstig, verursacht aber Oxidation und unregelmäßige Pulverformen
- Plasmazerstäubung – Erzeugt hochsphärische Pulver, aber sehr geringe Produktivität
- Elektrodeninduktions-Schmelzgaszerstäubung – Gut für reaktive Legierungen, aber höhere O2-Aufnahme
- Verfahren mit rotierenden Elektroden – Vielversprechend für die Herstellung von kugelförmigen Metallpulvern, aber noch in der Entwicklung
- Plasmasphäroidisierung – Sphäroidisiert unregelmäßige Pulver, produziert aber keine frischen Legierungspulver
- Mechanisches Fräsen – Verunreinigung des Pulvers durch Abrieb und Reibung
Für die meisten Anwendungen stellt die Gaszerstäubung das beste Gleichgewicht zwischen Kosten, Produktivität und Pulverqualität dar. Aber neue Zerstäubungstechniken tauchen immer wieder als Alternativen für Nischenanwendungen auf.
Wie sieht die Zukunft für gaszerstäubte Pulver aus?
Gaszerstäubte Pulver werden mit dem Wachstum der additiven Fertigung von Metallen weiter an Bedeutung gewinnen. Die präzise Steuerung der Pulvereigenschaften, die durch die Gaszerstäubung möglich ist, ist für anspruchsvolle AM-Anwendungen in der Luft- und Raumfahrt sowie in der Medizin entscheidend. Dies führt zu erheblichen Investitionen und Innovationen in der Zerstäubungstechnologie.
Neben AM wird auch der zunehmende Einsatz der Pulvermetallurgie in der Automobilindustrie und anderen Branchen die Einführung der Gasverdüsung beschleunigen. Die Umstellung auf Metallpulver ermöglicht komplexe Bauteilgeometrien und Legierungszusammensetzungen, die mit Knetprodukten nicht realisierbar sind.
Die Gaszerstäubung wird auch neue Materialien wie amorphe Legierungspulver mit einzigartigen Eigenschaften ermöglichen. Durch die Steuerung der Abkühlungsraten während der Zerstäubung können maßgeschneiderte Legierungen und metastabile Phasen erzeugt werden.
Insgesamt wird die Gaszerstäubung durch die Verbesserung von Qualität und Kosteneffizienz in Zukunft auf weitere Materialsysteme und Industrieanwendungen ausgedehnt.

FAQ
Was ist die kleinste Partikelgröße, die durch Gaszerstäubung erzeugt werden kann?
Die Gaszerstäubung kann Pulver bis zu einer Größe von etwa 5 Mikron erzeugen. Spezielle Düsen, die einen Vorfilterstrom verwenden, haben Partikel im Submikronbereich erzeugt. Aber die Produktion in Größenordnungen unter 10 Mikron bleibt eine Herausforderung.
Wie entstehen bei der Gaszerstäubung solche kugelförmigen Teilchen?
Die hohe Oberflächenspannung der Metalltröpfchen in Verbindung mit der schnellen Erstarrung in der Schutzgasatmosphäre bewahrt die Kugelform. Bänder zwischen den Tröpfchen, die Unregelmäßigkeiten verursachen, werden durch optimale Zerstäubungsparameter minimiert.
Was ist der Vorteil einer engen Größenverteilung?
Eine enge Verteilung sorgt für gleichbleibende Eigenschaften und Leistungen in der Endanwendung. Zum Beispiel gleichmäßiges Schmelzen und Fließen bei der AM-Metallverarbeitung. Probleme mit Segregation und Porosität werden vermieden.
Wie hoch ist die maximale Produktionsrate bei gaszerstäubten Pulvern?
Die Produktionsraten kommerzieller Gaszerstäuber liegen in der Regel im Bereich von 5 bis 20 kg Pulver pro Minute. Bei optimierten Systemen wurden für einige Legierungen mit niedrigerem Schmelzpunkt Produktionsraten von bis zu 100 kg/min gemeldet.
Wie werden reaktive Materialien wie Aluminiumgas zerstäubt?
Es müssen hochreine Inertgase (Argon, Stickstoff) verwendet werden, um eine übermäßige Sauerstoff- und Nitridaufnahme zu vermeiden. Die Handhabung und Sammlung unter Schutzgasatmosphäre ist ebenfalls entscheidend. Es können auch Vakuumkammern verwendet werden.
Gibt es Möglichkeiten, gaszerstäubte Pulver wirtschaftlicher herzustellen?
Jüngste Innovationen wie eng gekoppelte Düsen, fortschrittliche Vorfilmdüsen, Mehrfachgaseinspritzung und Elektrodentiegel verbessern die Energieeffizienz. Auch die additive Fertigung von Düsen senkt die Kosten. Höhere Produktionsraten tragen zur Verbesserung der Skalenerträge bei.
Kann die Gasverdüsung die Eigenschaften von Knetprodukten erreichen?
Bei optimierter Verarbeitung können mit gasverdüsten Pulvern bei bestimmten Werkstoffen mechanische Eigenschaften erreicht werden, die denen herkömmlicher Knetlegierungen nahe kommen. Die Eigenschaften sind jedoch nach wie vor durch die Restporosität der pulvermetallurgischen Produkte begrenzt.
Welche Industriezweige sind heute die größten Verbraucher von gaszerstäubten Pulvern?
Derzeit sind die Luft- und Raumfahrt und die Medizintechnik die größten Abnehmer von gaszerstäubten Pulvern für die additive Fertigung und den Metallspritzguss. Auch der Einsatz in der Automobilindustrie nimmt rasch zu.
Erlaubt die Gasverdüsung Legierungszusammensetzungen, die auf herkömmliche Weise nicht verarbeitet werden können?
Ja, die Gasverdüsung hat sehr hohe Abkühlungsraten, die Zersetzungsreaktionen unterdrücken und metastabile und amorphe Legierungsphasen ermöglichen können. Es ermöglicht auch die Herstellung von Legierungszusammensetzungen mit schlechter Gießbarkeit oder Verarbeitbarkeit als Pulver.
mehr über 3D-Druckverfahren erfahren
Additional FAQs About Gas Atomization
1) What CoA data should buyers require for gas atomized powders?
- Chemistry, PSD (D10/D50/D90), flow (Hall/Carney), apparent/tap density, O/N/H, moisture, and for AM grades: image‑based sphericity/satellite %, CT‑measured hollow fraction, and lot traceability with test methods (ASTM/ISO).
2) How do gas‑to‑metal ratio and melt superheat affect PSD and satellites?
- Higher gas‑to‑metal ratio and adequate superheat generally reduce D50 and narrow PSD, while stable superheat and optimized nozzle/plume alignment lower ligament formation, cutting satellite content.
3) When is vacuum gas atomization (VGA/EIGA) preferred over inert gas atomization?
- For reactive alloys (Ti, Al, Mg) and aerospace/medical grades requiring very low O/N/H and minimal inclusions; VGA/EIGA often yields fewer hollows and better sphericity than standard inert gas atomization.
4) Can gas atomized powders be reused in AM, and what should be monitored?
- Yes, commonly 5–10 cycles with sieving. Track PSD shift, flow, apparent/tap density, and O/N/H; monitor satellite/hollow fractions via image analysis/CT; refresh with virgin powder when thresholds drift.
5) How does gas atomization compare to water atomization for binder jetting?
- Water‑atomized powders are cheaper and common in BJ steels/Cu but have higher oxide and irregular shapes. Gas atomized variants offer better packing and lower impurity pickup, helping achieve higher sintered density or reduced HIP reliance.
2025 Industry Trends for Gas Atomization
- CoA transparency: Growing inclusion of sphericity, satellite %, and CT hollow fraction alongside O/N/H and PSD for AM‑grade lots.
- Energy and argon savings: Argon recirculation and heat recovery cut Ar consumption by 15–30% and total energy 5–12% in modern atomizers.
- Regional supply: New atomization lines in NA/EU/APAC shorten lead times for Ti/Ni/SS AM powders.
- Advanced controls: Closed‑loop gas‑to‑metal ratio, melt superheat control, and plume vision reduce satellites and improve yield.
- Binder jet adoption: Engineered bimodal PSD steels achieve 97–99.5% sintered density; HIP used selectively for critical parts.
2025 Market and Technical Snapshot (Gas Atomization)
| Metrisch (2025) | Typischer Wert/Bereich | Veränderung zum Vorjahr | Anmerkungen/Quelle |
|---|---|---|---|
| Gas‑atomized 316L price | $10–$18/kg | −2–5% | Supplier/distributor indices |
| Gas‑atomized 17‑4PH price | $12–$20/kg | −2–5% | PSD/alloy dependent |
| Ti‑6Al‑4V (VGA/EIGA) | $150–$280/kg | −3–7% | Aerospace/medical grades |
| Common AM PSD cuts (LPBF/BJ/DED) | 15–45 or 20–63 µm / 20–80+ µm / 53–150 µm | Stabil | OEM-Leitfaden |
| Sphärizität (Bildanalyse) | ≥0,93–0,98 | Leicht gestiegen | Lieferanten-CoAs |
| Satellite fraction (image) | ≤3–6% | Runter | Process tuning |
| CT hollow particle fraction | 0.5–1.5% | Runter | VGA/EIGA + CT QC |
| Argon use reduction (recirc) | 15–30% | Up | Energy/LCA initiatives |
Indikative Quellen:
- ISO/ASTM 52907 (Metal powders), 52908 (AM process qualification): https://www.iso.org | https://www.astm.org
- ASTM B214/B213/B212/B962 (powder tests), MPIF references: https://www.astm.org | https://www.mpif.org
- NIST AM Labor- und Pulvermesstechnik: https://www.nist.gov
- ASM Handbooks (Powder Metallurgy; Additive Manufacturing): https://www.asminternational.org
- NFPA 484 (Combustible metal dusts): https://www.nfpa.org
Aktuelle Forschungsfälle
Case Study 1: Closed‑Loop Plume Control Cuts Satellites in 316L (2025)
Background: An AM service bureau reported recoater jams tied to high satellite content from a key supplier’s gas atomized 316L.
Solution: Supplier implemented real‑time plume imaging, closed‑loop gas‑to‑metal ratio, and tighter melt superheat; added post‑classification air elutriation.
Results: Satellite fraction reduced from 8.1% to 3.1% (image analysis); Hall flow +14%; LPBF relative density rose from 99.4% to 99.8%; unplanned stoppages −40%.
Case Study 2: VGA with CT Screening for Ti‑6Al‑4V Fatigue Scatter Reduction (2024)
Background: An aerospace OEM needed lower hollow particle fraction to improve fatigue consistency in PBF Ti‑6Al‑4V.
Solution: Vacuum gas atomization (EIGA electrodes), in‑line oxygen monitoring, and lot‑level CT to cap hollows ≤1.0%; argon recirculation to lower cost.
Results: Median hollows 0.6%; O = 0.12 wt% ±0.01; HIP’d coupons showed ~2× reduction in HCF scatter band; powder cost −6% via gas reuse.
Expertenmeinungen
- Prof. Diran Apelian, Distinguished Professor (emeritus), Metal Processing
Key viewpoint: “Melt cleanliness plus stable gas‑to‑metal ratio and superheat set the quality ceiling in gas atomization—post‑screening can’t fully recover poor plume dynamics.” - Dr. John Slotwinski, Experte für Messtechnik in der additiven Fertigung (ehemals NIST)
Key viewpoint: “Reporting sphericity, satellite %, and CT‑quantified hollows on CoAs is now a leading indicator of PBF defect propensity—buyers should require these metrics.” - Prof. Tresa Pollock, angesehene Professorin für Materialwissenschaften, UC Santa Barbara
Key viewpoint: “For reactive alloys, vacuum/inert control during atomization fundamentally influences downstream fatigue and corrosion performance, even after HIP.”
Note: Viewpoints synthesized from public talks and publications; affiliations are publicly known.
Praktische Werkzeuge und Ressourcen
- Standards and testing
- ISO/ASTM 52907, 52908; ASTM B214 (sieves), B213 (flow), B212 (apparent density), B962 (tap density): https://www.iso.org | https://www.astm.org
- Safety and compliance
- NFPA 484 combustible metal dust guidance; ATEX/DSEAR resources for Dust Hazard Analysis: https://www.nfpa.org
- Metrology and QC
- NIST powder characterization; LECO O/N/H analyzers; industrial CT for hollow/satellite quantification: https://www.nist.gov
- Technical references
- ASM Digital Library (Powder Metallurgy; Additive Manufacturing; Stainless/Titanium/Nickel): https://www.asminternational.org
- Buyer’s QC checklist
- CoA completeness (chemistry, PSD, flow, densities, O/N/H, sphericity, satellites, hollows), genealogy/traceability, SPC dashboards, sample builds/sinter coupons, local inventory and refresh policies
Letzte Aktualisierung: 2025-08-26
Änderungsprotokoll: Added 5 targeted FAQs; inserted 2025 market/technical snapshot table with sources; provided two recent gas atomization case studies; compiled expert viewpoints; curated practical tools/resources
Nächster Überprüfungstermin & Auslöser: 2026-02-01 or earlier if ISO/ASTM/MPIF standards update, major OEMs revise AM powder specs, or new NIST/ASM datasets link morphology/interstitials to AM defect rates and fatigue performance