3D 프린팅 인코넬 625 은 고온 강도와 내식성이 뛰어난 니켈-크롬-몰리브덴 합금입니다. 따라서 까다로운 응용 분야의 복잡한 형상을 3D 프린팅하는 데 적합합니다. 이 가이드에서는 3D 프린팅된 인코넬 625의 구성, 특성, 파라미터 및 용도에 대한 개요를 제공합니다.
3D 프린팅 인코넬 625 소개
인코넬 625는 항공우주, 해양, 원자력 및 화학 산업 전반에 걸쳐 적층 제조에 자주 사용되는 고성능 초합금입니다. 주요 특성은 다음과 같습니다:
표 1: 3D 프린팅 인코넬 625 소재 개요
| 속성 | 세부 정보 |
|---|---|
| 니켈 함량 | 58-63% |
| 높은 강도 | 인장 강도 1,310MPa |
| 온도 저항 | 최대 1,400°F 또는 760°C |
| 내식성 | 열, 산, 알칼리성에 대한 높은 내성 |
| 균열 저항 | 뛰어난 피로 강도 및 인성 |
| 작업성 | 결합을 위해 쉽게 용접 가능 |
| 일반적인 용도 | 항공우주, 해양, 산업 애플리케이션 |
3D 프린팅을 사용하면 기존 방법으로는 얻을 수 없는 복잡한 인코넬 625 부품을 제작할 수 있습니다. 구성, 특성, 프린팅 공정 파라미터, 응용 분야 등에 대한 자세한 내용은 계속 읽어보세요.

3D 프린팅 인코넬 625의 화학 성분
인코넬 625 합금 화학에는 니켈, 크롬, 몰리브덴, 니오븀 및 철이 포함됩니다:
표 2: 인코넬 625 합금 구성
| 요소 | 무게 % |
|---|---|
| 니켈(Ni) | 58.0 – 63.0 % |
| 크롬(Cr) | 20.0 – 23.0 % |
| 몰리브덴(Mo) | 8.0 – 10.0 % |
| 니오븀(Nb) | 3.15 – 4.15 % |
| 철(Fe) | 나머지 |
| 탄소(C) | ≤ 0.10% |
| 망간(Mn) | ≤ 0.50퍼센트 |
| 실리콘(Si) | ≤ 0.50퍼센트 |
| 인(P) | ≤ 0.015% 이하 |
| 유황(S) | ≤ 0.015% 이하 |
| 알루미늄(Al) | ≤ 0.40퍼센트 |
| 티타늄(Ti) | ≤ 0.40퍼센트 |
| 코발트 (Co) | ≤ 1.0% |
세심하게 최적화된 이 니켈-크롬 매트릭스는 연성, 피로 강도 및 용접성을 유지하면서 내열성 및 내식성의 탁월한 조합을 제공합니다.
3D 프린팅된 인코넬 625의 기계적 특성
인코넬 625의 기계적 특성으로 인해 까다로운 애플리케이션에 적합합니다:
표 3: 인코넬 625 기계적 특성
| 속성 | 가치 |
|---|---|
| 밀도 | 8.44g/cm3 |
| 녹는점 | 2,300~2,460°F(1,260~1,350°C) |
| 인장 강도 | 125,000 &8211; 240,000 psi |
| 항복 강도(어닐링) | 최소 110,000psi |
| 신장 | 최소 30% |
| 영의 계수 | 29 x 10^6 psi |
| 포션 비율 | 0.29 |
| 피로 강도 | 110 &8211; 129 ksi |
| 골절 인성 | 200 ksi√in |
| 경도 | ~35 HRC |
강도, 균열 저항성, 열적 특성 및 내식성의 조합으로 인코넬 625는 극한의 환경에서도 견딜 수 있습니다.
3D 프린팅용 인코넬 625의 주요 이점
3D 프린팅된 인코넬 625는 주요 이점을 제공합니다:
표 4: 장점 3D 프린팅 인코넬 625 부품
| 혜택 | 설명 |
|---|---|
| 높은 중량 대비 강도 비율 | 강철만큼 강하면서도 무게는 훨씬 가벼워 비용 절감 효과 |
| 극한의 온도에도 견딜 수 있습니다. | 극저온에서 1,400°F까지 기계적 특성 유지 |
| 내식성 | 산, 최대 1,400°F의 알칼리성 용액에 대한 뛰어난 내화학성 |
| 균열 저항 | 높은 피로 강도로 골절 실패 방지 |
| 열 안정성 | 낮은 열팽창 계수로 왜곡 방지 |
| 식품 안전 | 침출이 없는 식품 가공 장비에 대한 승인 |
| 맞춤형 합금 | 애플리케이션 요구 사항에 맞게 화학을 사용자 지정할 수 있습니다. |
| 복잡한 지오메트리 | 제작으로는 구현할 수 없는 복잡한 모양 인쇄 |
| 통합 어셈블리 | 용접 없이 복잡한 어셈블리를 인쇄하여 비용 절감 |
| 빠른 반복 | 신속한 프로토타입을 통한 부품 엔지니어링, 테스트, 조정 |
이러한 장점은 설계 가능성을 확장하고 더 가볍고 튼튼하며 오래 지속되는 부품을 가능하게 합니다.
인코넬 625에 권장되는 3D 프린팅 파라미터
레이저 파우더 베드 융합 및 지향성 에너지 증착 시스템에서 인코넬 625 부품을 프린트할 때의 일반적인 공정 파라미터는 다음과 같습니다:
표 5: 인코넬 625 표준 3D 프린팅 파라미터
| 매개변수 | 일반 값 |
|---|---|
| 레이어 두께 | 20 &8211; 100 미크론 |
| 레이저 파워 | 최대 500W |
| 스캔 속도 | 800 &8211; 1200 mm/s |
| 빔 직경 | 50 &8211; 200 미크론 |
| 분말 크기 | 15 &8211; 45 미크론 |
| 인쇄 방향 | 45° 각도 |
| 지원 구조 | 필수 |
| 어닐링 | 2시간 동안 2,100 &8211; 2,300°F 옵션 |
설정은 밀도와 잔류 응력의 균형을 맞춰야 합니다. ASTM F3056과 같은 확립된 방법을 따르면 균열과 왜곡을 최소화할 수 있습니다. 다음으로 일반적인 적용 사례를 살펴보겠습니다.
3D 프린팅 인코넬 625 부품의 응용 분야
산업 전반에 걸쳐 적층 제조된 인코넬 625의 일반적인 용도는 다음과 같습니다:
표 6: 인코넬 625 3D 프린팅 애플리케이션
| 산업 | 애플리케이션 | 구성 요소 |
|---|---|---|
| 항공우주 | 구조용 브래킷, 엔진 부품, 유압 시스템 | 터빈 블레이드, 로켓 노즐, 배기 매니폴드, 연료 요소 |
| 석유 및 가스 | 다운홀 도구, 밸브, 웰헤드 시스템 | 드릴 비트, 유선 도구, 크리스마스 트리 |
| 자동차 | 터보차저, 배기 부품 | 매니폴드, 슈퍼차저 로터 하우징, 터보 임펠러 |
| 화학 처리 | 열교환기, 반응 용기, 파이프 피팅 | 파이프 스풀 및 엘보, 믹싱 블레이드, 공정 장비 |
| 식품 및 제약 | 믹서, 건조기, 히터, 컨베이어 | 베어링, 샤프트, 패스너, 커넥터 |
| 해양 | 추진 부품, 담수화 시스템 | 펌프, 임펠러, 커플링, 밸브 |
| 전력 생산 | 열교환기, 증기 시스템 구성 요소 | 헤더, 과열기 튜브, 응축기 튜브 |
3D 프린팅은 까다로운 애플리케이션에서 복잡한 어셈블리를 통합하는 더 가볍고 튼튼한 맞춤형 인코넬 625 부품을 구현하여 중요한 시스템에서 채택을 촉진합니다.

3D 프린팅용 인코넬 625 소재 옵션
적층 제조에 널리 사용되는 인코넬 625 합금 옵션은 다음과 같습니다:
표 7: 공통 3D 프린팅 인코넬 625 머티리얼 형식
| 유형 | 설명 | 주요 속성 |
|---|---|---|
| 인코넬 625 표준 | 첨가제용으로 가장 널리 사용되는 등급 | 980°C에서 인장 강도 1050MPa, 파열 강도 760MPa |
| 인코넬 625 울트라 | 더 높은 밀도 및 연성 | 수율 및 인장 강도 30% 증가 |
| 인코넬 718 | 내열성 항공 우주 등급 | 540°C의 뛰어난 강도와 경도 |
| 맞춤형 625 합금 | 애플리케이션별 맞춤 화학 | 향상된 방사율, 전도성, 자성 등 |
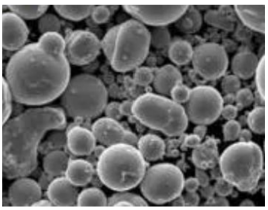
특수 인코넬 파우더는 입자 모양, 크기 및 화학적 특성을 최적화하여 3D 프린팅의 성공률을 높입니다.
인코넬 625 3D 프린팅 표준
3D 프린팅된 인코넬 625 부품 및 분말을 인증하기 위한 주요 표준입니다:
표 8: 인코넬 625 합금 3D 프린팅 표준
| 표준 | 설명 |
|---|---|
| ASTM F3056 | 적층 제조 니켈 합금의 표준 사양 |
| ASTM B946 | 결함 감지 표준 |
| AMS 2801 | 니켈 합금의 열처리 |
| AMS 5662 | 레이저 파우더 베드 융합 공정 요구 사항 |
| ISO/ASTM 52900 | 설계 및 제조에 대한 일반 원칙 |
이러한 사양에 따라 인쇄된 인코넬 부품을 인증하면 높은 품질과 서비스 안정성을 보장할 수 있습니다.
3D 프린팅용 인코넬 625 공급업체
인코넬 625 금속 분말의 주요 공급업체는 다음과 같습니다:
표 9: 인코넬 625 분말 공급업체
| 공급업체 | 설명 | 가격 책정 |
|---|---|---|
| LPW 기술 | 광범위한 합금 범위, 맞춤형 파티클 최적화 | $$$ |
| 샌드빅 오스프리 | 표준 및 맞춤형 니켈 합금 분말 | $$$ |
| 에라스틸 | 광범위한 초합금 소재 포트폴리오 | $$ |
| AMG 슈퍼합금 영국 | 니켈 합금 전문 | $-$$ |
| Tekna | 고급 플라즈마 구상화 프로세스 | $$$ |
이 프리미엄 합금 전문가는 인코넬 625 입자 크기, 모양, 화학 및 결함을 미세 조정하여 성공적인 인쇄를 보장합니다.
3D 프린팅 인코넬 625의 장단점
표 10: 인코넬 625 3D 프린팅의 장점과 한계
| 장점 | 단점 |
|---|---|
| 1800°F의 온도 변화에도 견딜 수 있습니다. | 강철이나 알루미늄보다 더 비싼 비용 |
| 강철보다 5배 더 강한 골절 저항성 | 스트레스 완화를 위한 열처리 필요 |
| 강철 밀도의 절반 | 최적화하지 않으면 미세 균열에 취약함 |
| 고온 부식 및 피팅 방지 | 지지대가 필요한 인쇄하기 어려운 오버행 |
| 식품 및 의료용 생체 적합성 | 제한된 대규모 공급업체 및 프린터 |
| 어셈블리를 통합하는 복잡한 형상 인쇄 | 후처리는 까다로울 수 있습니다. |
건전한 공정 관행을 통해 3D 프린팅된 인코넬 625의 엄청난 성능 이점은 부품 비용 상승을 상쇄합니다.
자주 묻는 질문
Q: 인코넬 625를 인쇄할 때 균열이 발생하는 원인은 무엇입니까?
A: 큰 열 구배로 인한 높은 냉각 응력은 균열로 이어집니다. 적절한 지지 구조, 최적화된 공정 설정, 사전/사후 열처리 및 가공 릴리프가 균열을 최소화하는 데 도움이 됩니다.
Q: 3D 프린팅한 인코넬 625는 열처리가 필요합니까?
A: 선택적 열처리는 내부 응력을 완화하여 기계적 특성과 균열 저항성을 향상시킵니다. 단면 두께에 따라 1900~2100°F에서 1~3시간 동안 어닐링하는 것이 일반적입니다.
Q: 애스프린팅된 Inconel 625 부품에는 어떤 표면 마감을 기대할 수 있습니까?
A: 원시 표면 마감은 인쇄 매개변수에 따라 250-500 미크론 Ra 범위입니다. 추가 가공, 연삭, 연마 또는 전기 연마를 통해 표면 마감 요구 사항을 향상시킬 수 있습니다.
Q: 3D 프린팅한 인코넬 625를 용접할 수 있나요?
A: 예, 인코넬 625는 3D 프린팅 어셈블리를 결합하거나 부품을 수정하기 위해 GTAW, 전자빔 또는 레이저 용접 방법을 사용하여 쉽게 용접할 수 있습니다. 왜곡을 방지하려면 적절한 고정 장치가 중요합니다.
Additional FAQs on 3D Printing Inconel 625
1) What powder specifications matter most for 3D Printing Inconel 625?
Aim for spherical gas-atomized IN625 with PSD D10–D90 ≈ 15–45 μm, low interstitials (O ≤0.03–0.06 wt%, N ≤0.02 wt%, H ≤10 ppm), and minimal satellites. Consistent flow (Hall flow) and tap density support stable recoating and high density.
2) Which heat treatments are commonly used after LPBF IN625?
Stress relief: 870–980°C for 1–2 h in vacuum/argon.
Solution/anneal: 980–1150°C followed by rapid cool to restore ductility and corrosion resistance. HIP is often applied first (e.g., 1150–1200°C, 100–170 MPa, 2–4 h, inert) to close porosity.
3) How can I reduce cracking and distortion in 3D Printing Inconel 625?
Use platform preheat (≥80–200°C), thin layers (20–40 μm), optimized hatch and contour strategies, adequate supports, reduced downskin energy, and balanced scan rotations. Apply HIP and proper stress relief. Keep oxygen low in the build chamber.
4) What corrosion environments justify choosing IN625 over stainless steels?
Hot chlorides, seawater crevice conditions, sour service (H2S/CO2), oxidizing and reducing acids, and high-temperature salt exposure. IN625’s Cr–Mo–Nb chemistry provides superior pitting and crevice corrosion resistance versus 316L/904L.
5) What nondestructive evaluation (NDE) methods suit printed IN625?
X-ray CT for internal porosity/lack-of-fusion, dye penetrant for surface-breaking flaws, and eddy current or ultrasonic testing for near-surface/subsurface indications. Correlate in-situ monitoring with CT to reduce inspection load where permitted.
2025 Industry Trends for 3D Printing Inconel 625
- Multi-laser LPBF standardization: 8–12 laser systems with coordinated tiling cut cycle times 20–40% for IN625 brackets and heat exchangers.
- In-situ quality acceptance: Melt pool and coaxial imaging linked to part acceptance for defined geometries, reducing CT volume in production.
- Post-processing playbooks: HIP + targeted anneal recipes standardized for aerospace and energy, improving fatigue life and corrosion performance.
- L-PBF to DED hybrid repairs: IN625 DED used for turbine component repairs with digital twins for bead geometry control.
- Sustainability: Argon recirculation, powder genealogy, and higher recycled Ni content in powder supply chains.
| 2025 Metric (IN625 AM) | Typical Range/Value | Why it matters | 출처 |
|---|---|---|---|
| LPBF relative density (post-HIP) | 99.6–99.95% | Aerospace-grade integrity | Peer-reviewed AM studies; OEM notes |
| High-cycle fatigue (machined, HIP) | 250–450 MPa at 10^7 cycles | Qualification for rotating/pressure hardware | Journal datasets; ASTM E466 |
| Build rate (12‑laser LPBF, 40 μm layers) | 35–70 cm³/h per system | Cost per part reduction | OEM application notes |
| Oxygen in AM-grade powder | ≤0.03–0.06 wt% | Ductility, crack resistance | Supplier specs; ASM |
| Typical LPBF PSD | D10–D90 ≈ 15–45 μm | Stable recoating | ISO/ASTM 52907 |
| Indicative powder price (gas-atomized IN625) | $40–$120/kg | Budgeting and sourcing | Market trackers/suppliers |
Authoritative references and further reading:
- ASTM F3056 (AM nickel alloys), ISO/ASTM 52907 (feedstock), ISO/ASTM 52910 (DFAM): https://www.astm.org and https://www.iso.org
- ASM Handbook (Nickel, Cobalt, and Their Alloys): https://www.asminternational.org
- NIST AM Bench and datasets: https://www.nist.gov
Latest Research Cases
Case Study 1: Multi‑Laser LPBF IN625 Heat Exchanger with In‑Situ QA (2025)
Background: An aerospace OEM needed to scale a compact IN625 heat exchanger while reducing CT inspection.
Solution: Printed on a 12‑laser LPBF with coordinated tiling; implemented coaxial melt pool monitoring and layer-wise anomaly tagging; HIP followed by 980°C anneal and Ni‑based diffusion brazing of manifolds.
Results: 33% build-time reduction, 40% cut in CT usage for designated regions after correlation studies, >99.8% density post‑HIP, and 18% lower pressure drop at equal duty vs. prior design.
Case Study 2: DED Repair of IN625 Turbine Exhaust Components (2024)
Background: A power-gen utility sought to extend service life of cracked IN625 exhaust mixers.
Solution: Removed damage and deposited IN625 via laser DED with closed-loop bead height control; local stress relief at 950°C; final machining to datum.
Results: Restored geometry within ±0.15 mm, passed fluorescent penetrant and UT; returned to service with projected 8,000 h life extension; 42% cost saving vs. new part.
Expert Opinions
- Dr. John N. DuPont, Professor of Materials Science and Engineering, Lehigh University
Key viewpoint: “Controlling Nb segregation and minimizing lack‑of‑fusion are paramount in LPBF IN625; HIP plus appropriate solution anneal restores ductility and corrosion resistance.” - Dr. Martina Zimmermann, Head of Additive Materials, Fraunhofer IWM
Key viewpoint: “Validated in‑situ monitoring linked to acceptance criteria is reducing reliance on blanket CT for IN625 production parts.” - Dr. Brent Stucker, AM standards contributor and industry executive
Key viewpoint: “Hybrid approaches—AM preforms, HIP, and selective machining—achieve wrought‑like performance in IN625 while preserving design freedom where it matters.”
Citations for expert profiles:
- Lehigh University: https://www.lehigh.edu
- Fraunhofer IWM: https://www.iwm.fraunhofer.de
- ASTM AM CoE: https://amcoe.org
Practical Tools and Resources
- Standards and qualification
- ASTM F3056 (AM nickel alloys), AMS 5662/5666 (Ni alloy requirements), ISO/ASTM 52901 (qualification principles)
- Design and simulation
- Ansys Additive/Mechanical, Simufact Additive for distortion and support optimization
- nTopology for lattice/thermal topology optimization
- Process control and QC
- LECO O/N/H analysis: https://www.leco.com
- CT scanning per ASTM E1441; melt pool monitoring from major OEMs
- Bodycote HIP services: https://www.bodycote.com
- Materials data and learning
- ASM Alloy Center Database: https://www.asminternational.org
- NIST AM Bench datasets: https://www.nist.gov
Last updated: 2025-08-21
Changelog: Added 5 focused FAQs, 2025 trend table with sourcing, two IN625 case studies, expert viewpoints with credible affiliations, and practical tools/resources aligned to IN625 AM.
Next review date & triggers: 2026-02-01 or earlier if ASTM/AMS standards are updated, major OEMs publish new multi-laser IN625 parameter sets or in‑situ acceptance criteria, or powder pricing/availability shifts >10% QoQ.