Wolfram-Pulver werden als Verbrauchsmaterial in Branchen wie dem 3D-Druck von Wolfram und Wolframlegierungen, porösen Materialien und hochdichten Pulverbeschichtungen verwendet. Dieser Beitrag befasst sich mit der Herstellung, den Anwendungen und den Perspektiven von Wolframpulvern.
Herstellung von kugelförmigem Wolfram-Pulver
Mit der rasanten Entwicklung der 3D-Drucktechnologie, poröser Materialien, hochdichter Pulverbeschichtung und des Spritzgusses steigt die Nachfrage nach hochwertigen sphärischen Wolframpulvern.
Hochwertiges sphärisches Wolframpulver zeichnet sich nicht nur durch gute Fließfähigkeit, gute Sphärizität, hohe Schüttdichte und Schwingungsdichte sowie geringen Sauerstoffgehalt aus.
Der hohe Preis für hochwertige sphärische Wolframpulver auf dem Markt hat die Weiterentwicklung der 3D-Drucktechnologie für Wolframprodukte mit komplexen Strukturen behindert. Das Aufkommen der Plasmasphäroidisierung von Wolframpulvern hat dieses Phänomen gemildert.
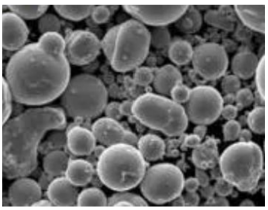
Plasma mit seiner hohen Temperatur, seiner hohen Enthalpie und seiner hohen chemischen Reaktivität erfüllt den Bedarf an einer Wärmequelle für die Sphäroidisierung von Wolframpulver im Wolframpulver-Sphäroidisierungsprozess. Bei der Plasmasphäroidisierungstechnik werden unregelmäßig geformte Partikel mit einem Trägergas durch eine Aufladepistole in einen Plasmalichtbogen gespritzt. Unter der Einwirkung von Wärmeübertragungsmechanismen wie Strahlung, Konvektion und Leitung wird das Pulver schnell bis zum vollständigen oder teilweisen Schmelzen erhitzt, und die geschmolzenen Teilchen verfestigen sich schnell und schrumpfen unter der Oberflächenspannung zu einem dichten kugelförmigen Pulver. Die Vorteile des plasmageschmolzenen Wolframpulvers sind die hohe Energiekonzentration, der große Temperaturgradient, die Möglichkeit, den Energieeintrag durch die Steuerung der Prozessparameter genau zu kontrollieren, und die thermische Energienutzung von bis zu 75 %. Nach der Plasmasphäroidisierung wird die Fließfähigkeit des Wolframs verbessert und die scheinbare Dichte und die Schwingungsdichte des Wolframpulvers erhöht.

Die Anwendung von Wolfram-Pulver
Im Vergleich zur Pulvermetallurgie haben 3D-gedruckte Wolframteile nicht nur eine größere Formenvielfalt, sondern auch bessere Gesamteigenschaften wie Abschirmung und Hochtemperaturbeständigkeit, was sie vielseitiger macht. 3D-gedrucktes Wolfram hat die folgenden Hauptanwendungen.
1) Herstellung von medizinischen Kollimatoren. Im Vergleich zu Blei ist die Wolframlegierung für die Herstellung von Kollimatoren besser geeignet, nicht nur, weil die Legierung umweltfreundlich und ungiftig ist, sondern auch, weil sie eine starke Fähigkeit zum Schutz vor Strahlen hat. Kollimatoren sind die Bestandteile des Strahlenkopfes von medizinischen Beschleunigern, die hauptsächlich in der onkologischen Strahlentherapie eingesetzt werden.
2) Herstellung von Düsen. Im Vergleich zu gewöhnlichen Messing- oder Stahldüsen haben Düsen aus Wolframlegierungen bessere thermomechanische Eigenschaften, vor allem in Bezug auf eine gute Wärmebeständigkeit, gute Wärmeleitfähigkeit, Steifigkeit, Hochtemperaturfestigkeit und eine geringere Anfälligkeit für extreme Anlassen.
3) Herstellung von Komponenten für Röntgenprüfgeräte. Die hohe Dichte verleiht Wolframlegierungen einen sehr guten Strahlenschutz, während der höhere Schmelzpunkt und der niedrigere Volumenausdehnungskoeffizient ihnen auch ein breiteres Anwendungsspektrum für den Einsatz in Hochtemperaturumgebungen verleihen.
4) Herstellung von Schrauben. Aufgrund des hohen spezifischen Gewichts, der niedrigen Temperaturbeständigkeit und der Korrosionsbeständigkeit werden Schrauben aus Wolfram häufig in Gegengewichtsteilen für Golfköpfe, Teilen für Wiederbelebungszüge und in der Luft- und Raumfahrttechnik verwendet.
5) Herstellung von Wärmedämmschirmen. Es ist geeignet für die Anwendung in Vakuum-Widerstandsöfen wegen seiner guten Wärmedämmung Wirkung, gute Korrosionsbeständigkeit, starke Fähigkeit, Strahlung Linien, ausgezeichnete Hochtemperaturbeständigkeit und starke Oxidationsbeständigkeit zu absorbieren.
(6) Herstellung von Wolfram-Streustrahlungsschutzgittern. 3D-gedruckte Wolfram-Streugitter eignen sich für den Einsatz in Computertomographen, die aufgrund ihrer Hochtemperaturbeständigkeit, Verschleißfestigkeit und starken Strahlungsresistenz eine wichtige Waffe im Kampf gegen neue Coronaviren sind.
Zusätzlich zu den oben erwähnten Wolframteilen kann die 3D-Drucktechnologie auch zur Herstellung von Produkten wie Wolframstiften, Kontakten, Druckgussformen und Wärmeerzeugern verwendet werden.

Die Aussichten von sphärischem Wolframpulver im 3D-Druck
Als wichtigstes Verbrauchsmaterial für 3D-gedruckte Wolframprodukte hat kugelförmiges Wolframpulver das herkömmliche Wolframpulver mit seinen einzigartigen Vorteilen ersetzt. Die Herstellung von kugelförmigem Pulver durch Halogenierung und Wolframpulver Reoxidation Reduktion Methoden hat verschiedene Nachteile wie niedrige Sphäronisierung Rate, geringe Ausbeute, und Abfallflüssigkeit zu entsorgen. Die Mikrowellen-Einkavitäten-Methode zur Sphäroidisierung von Wolframpulver hat eine niedrige Sphäroidisierungsrate, eine geringe Ausbeute und die Notwendigkeit, die Abfalllösung zu entsorgen. Die Mikrowelle einzigen Hohlraum Methode der Sphäroidisierung Wolfram-Pulver hat eine unzureichende Wärmequelle, und die Leistung des Wolfram-Pulver produziert ist instabil und die Konsistenz ist schlecht.
Derzeit leidet das in China hergestellte kugelförmige Wolframpulver noch unter einer breiten Partikelgrößenverteilung, geringer Ausbeute, schlechter Einheitlichkeit und einem hohen Grad an Stabilität. Die Forschung und Entwicklung von sphärischen Wolfram-Pulver sind noch in der Entwicklungsphase. Die Forschung und Entwicklung von kugelförmigem Wolframpulver befindet sich noch in der Entwicklungsphase, und der Herstellungsprozess, die Technologie und das Verfahren müssen noch weiter untersucht werden.
Die Forschung und Entwicklung von kugelförmigem Wolframpulver befindet sich noch in der Entwicklungsphase, und der Vorbereitungsprozess, die Technologie und das Verfahren müssen noch weiter untersucht werden. Die Plasmasphäroidisierungstechnologie ist durch einen hohen Energieverbrauch, einen hohen Energieverbrauch, einen hohen Gasverbrauch, hohe Investitionen in die Ausrüstung, hohe Betriebskosten, eine unausgereifte Technologieentwicklung und andere Probleme gekennzeichnet. Die hohe Energie des Plasmas und die kontrollierbare Reaktionsatmosphäre ermöglichen jedoch die Herstellung anderer Das Plasmasphäroidisierungsverfahren ist durch einen hohen Energieverbrauch, hohe Investitionen in die Ausrüstung, hohe Betriebskosten und eine ausgereifte Technologieentwicklung gekennzeichnet. Das durch das Plasma hergestellte kugelförmige Wolframpulver hat eine hohe Sphärizität. Das hergestellte kugelförmige Wolframpulver hat eine gute Sphärizität, eine gleichmäßige Partikelgrößenverteilung, eine hohe Dichte und ein gutes Fließverhalten. Der gesamte Aufbereitungsprozess ist schnell und kontinuierlich. Daher wird die Plasmasphäroidisierung eine Alternative für die Herstellung von sphärischem Wolframpulver sein. Daher ist die Plasmasphäroidisierung eine Alternative für die Herstellung von kugelförmigem Wolframpulver. In Kombination mit numerischen Simulationen können die Prozessparameter schnell optimiert werden. Mit der kontinuierlichen Verbesserung der Plasmasphäroidisierungstechnologie, der Senkung der Produktionskosten und der schnellen Optimierung der Prozessparameter kann die Plasmasphäroidisierung zur Herstellung von Wolframpulver eingesetzt werden.
Mit der kontinuierlichen Verbesserung der Plasma-Sphärolyse-Technologie, die Verringerung der Produktionskosten und die Erhöhung der Pulver Ausbeute, Plasma-Sphärolyse-Technologie wird eine wichtige Rolle bei der Herstellung von Wolfram-Pulver zu spielen. Die Plasma-Sphäroidisierung Technologie wird eine glänzende Zukunft in der industriellen Produktion von Wolfram-Pulver Periodisierung haben.
Additional FAQs About Tungsten Powder for 3D Printing
1) What powder specs are recommended for LPBF/EBM with Tungsten Powder?
- Sphericity >0.95, PSD D10–D90 ≈ 15–45 µm (LPBF) or 45–90 µm (EBM), oxygen ≤0.08–0.12 wt%, moisture <0.02%, low satellites, apparent density ≥9 g/cm³. These improve flow, packing, and reduce lack‑of‑fusion and cracking.
2) How does Tungsten Powder behave during sintering and HIP?
- Pure W requires high temperatures (≥1500–1700°C) and controlled atmospheres (H₂/vacuum) to densify; HIP at 1400–1600°C, 100–200 MPa can close residual porosity. Grain growth control is critical to maintain strength.
3) What are practical design rules for printing tungsten parts?
- Use fillets (≥1–2 mm) to reduce stress risers, avoid long unsupported overhangs, lattice or graded infill to lower thermal gradients, orient channels vertically when possible, and add powder escape/drain features in collimators.
4) Is binder jetting viable for complex tungsten geometries?
- Yes. Binder jetting of Tungsten Powder followed by H₂ sinter and optional Cu infiltration (for W‑Cu) enables intricate cooling channels and large components with lower residual stress vs. LPBF.
5) How should Tungsten Powder be stored and reused?
- Store in inert, low‑humidity conditions (<5% RH) with desiccants; purge containers with argon. Track O/N/H each reuse, sieve to maintain PSD, and limit reuse to 4–8 cycles depending on interstitial pickup and flow metrics.
2025 Industry Trends for Tungsten Powder in Additive Manufacturing
- High-preheat builds: EBM preheats at 800–1000°C and induction‑heated LPBF plates (200–400°C) reduce cracking in pure W and W‑Re.
- Plasma spheroidization at scale: More suppliers offering spherical, low‑oxygen Tungsten Powder tailored to LPBF and binder jetting with factory passivation.
- Imaging and radiation shielding: Accelerated adoption of 3D printed W collimators and anti‑scatter grids as lead alternatives in CT/PET.
- Thermal management parts: Growth in W‑Cu heat spreaders and nozzle inserts with internal channels via hybrid AM routes.
- Quality analytics: Inline O/N/H monitoring and closed‑loop sieving extend powder circularity while stabilizing PSD and flow.
2025 Market and Technical Snapshot (Tungsten Powder for AM)
| Metric (2025) | Wert/Bereich | YoY Change | Notes/Source |
|---|---|---|---|
| AM-grade spherical Tungsten Powder price | $180–$320/kg | -2–5% | Supplier datasheets, market briefs |
| Recommended PSD (LPBF/EBM) | 15–45 µm / 45–90 µm | Standardizing | OEM parameter sets |
| Achievable density (optimized LPBF/EBM) | 98.5–99.8% | +0.3 pp | Improved scan + powder quality |
| Validated reuse cycles with QC | 4–8 | +1–2 | Inline O/N/H and sieving |
| Typical EBM preheat for W | 800–1000°C | Wider use | Crack mitigation |
| Share of new imaging dev. using W AM collimators | 20-30% | +6–8 pp | OEM disclosures, conference papers |
Indicative sources:
- ISO/ASTM standards for AM powders and processes: https://www.iso.org, https://www.astm.org
- NIST AM Bench/metrology resources: https://www.nist.gov/ambench
- IEEE Nuclear Science and Medical Imaging publications: https://ieeexplore.ieee.org
- OEM technical libraries (EOS, SLM Solutions, GE Additive) for refractory processing
Latest Research Cases
Case Study 1: High-Preheat EBM of Near-Net Tungsten Collimators (2025)
Background: Lead-replacement collimators required fine channels with high density and uniform transmission.
Solution: Used plasma‑spheroidized Tungsten Powder (O ≤0.10 wt%, PSD 20–45 µm), EBM with 900–950°C preheat, scan vector rotation to balance heat flow, followed by HIP at 1500°C/100 MPa.
Results: 99.6–99.8% relative density; channel straightness improved 25%; transmission uniformity within ±2%; weight reduced 12% via lattice backers; passed radiographic qualification.
Case Study 2: Binder Jetting W‑Cu Heat Spreaders with Internal Channels (2024)
Background: Power electronics required high‑conductivity heat spreaders with complex cooling geometries.
Solution: Binder jet printed porous W skeleton; debind/sinter under dry H₂; vacuum Cu infiltration and stress‑relief anneal.
Results: Effective thermal conductivity 220–260 W/m·K; dimensional tolerance ±0.1–0.15 mm; 30% cycle‑time reduction vs. machined W‑Cu; improved hotspot suppression in module tests.
Expert Opinions
- Prof. Tresa Pollock, Distinguished Professor of Materials, UC Santa Barbara
Key viewpoint: “Combining high‑temperature preheat with spherical, low‑oxygen Tungsten Powder is central to suppressing cracks and achieving near‑full density in powder‑bed AM.” - Dr. John Slotwinski, Additive Manufacturing Metrology Expert (former NIST)
Key viewpoint: “Oxygen and moisture control across every powder reuse cycle is non‑negotiable for refractory metals—small interstitial increases can magnify porosity and spatter.” - Dr. Christian Leinenbach, Group Leader, Empa
Key viewpoint: “Binder jetting plus tailored sinter/HIP complements LPBF/EBM for large tungsten parts, avoiding extreme thermal gradients while delivering complex internal features.”
Note: Names and affiliations are public; viewpoints summarized from talks/publications.
Practical Tools and Resources
- ISO/ASTM 52907 (Metal powders for AM) and 52908 (Machine qualification)
- https://www.iso.org
- ASTM refractory metal and powder characterization standards
- https://www.astm.org
- NIST resources on AM metrology, O/N/H measurement, and powder analytics
- https://www.nist.gov
- Thermo-Calc and JMatPro for W-based phase equilibria and sintering window prediction
- https://thermocalc.com | https://www.sentesoftware.co.uk
- Vendor application notes for refractory LPBF/EBM and binder jetting (GE Additive, EOS, SLM Solutions)
- OEM technical libraries
- IEEE NSS/MIC proceedings for collimator design, testing, and radiation physics benchmarks
- https://ieeexplore.ieee.org
Last updated: 2025-08-26
Changelog: Added 5 targeted FAQs; included 2025 trends with market/technical table and sources; provided two recent case studies; compiled expert viewpoints; curated practical tools/resources specific to Tungsten Powder AM
Next review date & triggers: 2026-02-01 or earlier if ISO/ASTM release updated refractory powder standards, major OEMs publish new high-preheat LPBF/EBM parameter sets for tungsten, or NIST posts new datasets on tungsten powder reuse and oxygen control