Überblick über die additive Fertigung von Titan
Additive Fertigung von TitanDer Begriff "3D-Druck von Titan" bezieht sich auf verschiedene additive Fertigungsverfahren, mit denen Titanbauteile schichtweise direkt aus 3D-Modelldaten hergestellt werden. Es ermöglicht die Herstellung komplexer Titanbauteile mit großer geometrischer Freiheit, die mit herkömmlichen Methoden entweder nicht oder nur sehr teuer hergestellt werden können.
Titan ist aufgrund seines guten Verhältnisses von Festigkeit zu Gewicht, seiner Korrosionsbeständigkeit, seiner Biokompatibilität und seiner Leistungsfähigkeit bei hohen Temperaturen ein idealer Werkstoff für die additive Fertigung. Die Verarbeitung von Titan mit additiven Verfahren stellt jedoch aufgrund seiner chemischen Reaktivität und anisotropen Materialeigenschaften auch einige besondere Herausforderungen dar.
Einige wichtige Details zur additiven Fertigung von Titan:
- Häufig verwendete 3D-Druckverfahren für Titan sind das selektive Laserschmelzen (SLM), das Elektronenstrahlschmelzen (EBM) und das direkte Metall-Lasersintern (DMLS).
- Am häufigsten werden Titanlegierungen wie Ti-6Al-4V verwendet, aber auch handelsübliches Reintitan und andere Legierungen können gedruckt werden.
- Ermöglicht die Herstellung von leichten, komplexen Teilen wie Gitterstrukturen und dünnwandigen Geometrien.
- Erzeugt nahezu endkonturnahe Teile, was den Ausschuss und die Kosten im Vergleich zu subtraktiven Verfahren reduziert.
- Bietet Flexibilität bei der Gestaltung und Konsolidierung von Baugruppen in einem gedruckten Teil.
- Nachbearbeitungen wie das heißisostatische Pressen (HIP) und die maschinelle Bearbeitung sind häufig erforderlich, um die gewünschten Oberflächen- und Materialeigenschaften zu erreichen.
- Eigenschaften, die mit denen von geschmiedetem, gegossenem und geknetetem Titan vergleichbar oder besser sind, aber Anisotropie ist ein Problem.
- Zu den Anwendungsbereichen gehören die Luft- und Raumfahrt, medizinische Implantate, die Automobilindustrie und chemische Anlagen.
- Höhere Kosten als bei der traditionellen Fertigung, aber wirtschaftlich bei kleinen Losgrößen und komplexen Teilen.
Arten von additiven Fertigungsverfahren für Titan
| Prozess | Beschreibung | Merkmale |
|---|---|---|
| Selektives Laserschmelzen (SLM) | Verwendet einen Laser zum selektiven Schmelzen und Verschmelzen von Metallpulverpartikeln Schicht für Schicht | Am weitesten verbreitete und ausgereifte Technologie <br> Gute Genauigkeit und Oberflächengüte <br> Geringe Porosität in gedruckten Teilen |
| Elektronenstrahlschmelzen (EBM) | Verwendet einen Elektronenstrahl als Wärmequelle zum Schmelzen des Materials | Relativ schnelle Aufbauraten <br> Teile haben eine höhere Porosität im Vergleich zu SLM <br> Nur leitfähige Materialien können verarbeitet werden |
| Direktes Metall-Laser-Sintern (DMLS) | Verwendet einen Laser zum Sintern von Pulverpartikeln und zur Herstellung fertiger Teile | Hohe Genauigkeit und Detailauflösung <br> Leicht poröse Teile, die infiltriert werden müssen |
| Gerichtete Energieabscheidung (DED) | Fokussiert thermische Energie, um Materialien durch Schmelzen zu verschmelzen, während sie aufgetragen werden | In erster Linie für zusätzliche Funktionen und Reparaturen und nicht für komplette Teile <br> Höhere Bauraten, aber geringere Genauigkeit |

Anwendungen der additiven Fertigung von Titan
| Industrie | Verwendungszwecke und Beispiele |
|---|---|
| Luft- und Raumfahrt | Flugzeug- und Motorkomponenten wie Hydraulikverteiler, Ventile, Gehäuse, Halterungen |
| Medizinische | Zahnärztliche und orthopädische Implantate, chirurgische Instrumente |
| Automobilindustrie | Leichte Teile wie Krümmer, Turboladerräder |
| Chemisch | Korrosionsbeständige Teile zur Handhabung von Flüssigkeiten wie Rohre, Ventile, Pumpen |
| Verteidigung | Leichte tragende Komponenten für Fahrzeuge und Waffen |
| Allgemeines Ingenieurwesen | Kundenspezifische Teile in Kleinserien für verschiedene Branchen |
Spezifikationen für die additive Fertigung von Titan
| Parameter | Typische Werte |
|---|---|
| Schichtdicke | 20 – 100 μm |
| Mindestgröße des Merkmals | ~100 μm |
| Oberflächenrauhigkeit, Ra | 10 – 25 μm, bei Überhängen höher |
| Volumen aufbauen | 50 x 50 x 50 mm bis 500 x 500 x 500 mm |
| Präzision | ± 0,1% bis ± 0,2% bei den Abmessungen |
| Porosität | 0,5 – 1% für SLM, bis zu 5% für EBM |
| Mikrostruktur | Feine, säulenförmige vorherige Beta-Körner mit Alpha-Latten |
Designüberlegungen für AM-Teile aus Titan
- Optimieren Sie die Teileausrichtung, um Stützen zu reduzieren und Überhänge zu vermeiden.
- Verwenden Sie freitragende Winkel von mehr als 45°, um Stützen zu vermeiden.
- Dünne Wände (≤ 1 mm) erfordern höhere Laserintensitäten und Scangeschwindigkeiten
- Der minimale Lochdurchmesser sollte ≥ 1 mm sein.
- Interne Kanäle sollten ≥ 2 mm für die Pulverentfernung sein
- Vermeiden Sie hohle, teilweise geschlossene Volumen
- Achten Sie auf eine ausreichende Wandstärke (2-4 mm) für tragende Teile
- Ermöglicht Nachbearbeitungen wie Bearbeitung, Bohren, Polieren usw.
Normen für die additive Fertigung von Titan
| Standard | Beschreibung |
|---|---|
| ASTM F3001 | Standardspezifikation für die additive Fertigung von Titan-6-Aluminium-4-Vanadium ELI (Extra Low Interstitial) mit Pulverbettfusion |
| ASTM F2924 | Standardspezifikation für die additive Fertigung von Titan-6-Aluminium-4-Vanadium durch Pulverbettschmelzen |
| ASTM F3184 | Standardspezifikation für die additive Fertigung von rostfreiem Stahl durch Pulverbettschmelzen |
| ISO/ASTM 52921 | Standardterminologie für die additive Fertigung – Koordinatensysteme und Testmethoden |
| ASME BPVC Abschnitt IX | Kessel- und Druckbehältervorschriften für die Qualifizierung der additiven Fertigung |
Anbieter von additiven Fertigungssystemen für Titan
| Anbieter | Printer Models | Einstiegspreisklasse |
|---|---|---|
| EOS | EOS M 100, EOS M 290, EOS M 400 | $200,000 – $1,500,000 |
| SLM-Lösungen | SLM® 125, SLM® 280, SLM® 500, SLM® 800 | $250,000 – $1,400,000 |
| 3D Systems | ProX® DMP 200, ProX® DMP 300, ProX® DMP 320 | $350,000 – $1,250,000 |
| GE-Zusatzstoff | Konzept Laser M2, M2 Multilaser, M2 Dual Laser | $400,000 – $1,200,000 |
| Velo3D | Sapphire, Sapphire XC | $150,000 – $600,000 |
Die Preise variieren je nach Bauvolumen, Laserleistung und zusätzlichen Funktionen. Die zusätzlichen Kosten umfassen Installation, Schulung, Material und Nachbearbeitung.
Betrieb und Wartung von Titandruckern
- Bedienungsanleitung und Sicherheitsvorkehrungen des Herstellers einholen und befolgen
- Reinigen Sie das optische System und die Spiegel, um die Laserleistung und die Strahlqualität zu erhalten.
- Regelmäßige Kalibrierungen für Laser- und Scansysteme durchführen
- Durchführung von Testdrucken zur Überprüfung der Teilequalität vor Beginn der Produktion
- Entwicklung von Standardarbeitsanweisungen (SOPs) für Druckparameter
- Titanpulver ordnungsgemäß in einer inerten Umgebung lagern und handhaben
- Reinigen Sie die Baukammer regelmäßig, um kondensiertes Material zu entfernen und Verunreinigungen zu vermeiden.
- Vorbeugende Wartung wie Schmieren von Linearführungen, Nachziehen von Befestigungselementen, Auswechseln von Filtern
Auswahl eines Lieferanten/Dienstleistungsunternehmens für die additive Fertigung von Titan
| Überlegungen | Einzelheiten |
|---|---|
| Erfahrung und Fachwissen | Jahrelange Erfahrung, geschulte Bediener, Metall-AM-Fachwissen |
| Druckermodelle und Spezifikationen | Bewertung von Bauvolumen, Genauigkeit, Materialien usw. |
| Qualitätszertifizierungen | ISO 9001, ISO 13485, Nadcap-Akkreditierung |
| Verfügbarkeit von Materialien | Auswahl an Titanlegierungen, Partikelgrößen, kundenspezifische Legierungen |
| Nachbearbeitungsmöglichkeiten | Entbindern, HIP, Bearbeiten, Polieren, Beschichten |
| Prüfung und Validierung von Teilen | Mechanische Prüfung, NDT, Metallographie |
| Unterstützung bei der Gestaltung | Topologieoptimierung, Design für AM-Richtlinien |
| Produktionskapazität | Losgrößen, Vorlaufzeiten, Skalierbarkeit, redundante Kapazität |
| Kosten | Maschinenstundensätze, Materialpreise, Nebenkosten |
| Kundenreferenzen und -bewertungen | Feedback zur Dienstleistungsqualität von bestehenden Kunden |

Vor- und Nachteile der additiven Fertigung von Titan
| Vorteile | Beschränkungen |
|---|---|
| Komplexe, leichte Geometrien möglich | Höhere Kosten als bei traditioneller Fertigung für große Mengen |
| Konsolidierte Baugruppen und reduzierte Teileanzahl | Geringere Maßgenauigkeit und Oberflächengüte als bei der maschinellen Bearbeitung |
| Kürzere Vorlaufzeiten für Kleinserien | Nachbearbeitung oft erforderlich, um gewünschte Eigenschaften zu erreichen |
| Geringerer Materialabfall | Anisotrope Materialeigenschaften und Eigenspannungen |
| Flexibilität bei Entwurfsiterationen | Größenbeschränkungen basierend auf dem Bauvolumen des Druckers |
| Just-in-time-Fertigung | Schwierigkeiten bei der Pulverentfernung bei komplexen internen Kanälen |
| Teileanpassung und Personalisierung | Porosität im Material, die heißisostatisches Pressen erfordert |
Unterschiede zwischen Metall-Spritzguss und additiver Fertigung für Titanteile
| Parameter | Metall-Spritzgießen | Additive Fertigung |
|---|---|---|
| Prozess | Mischen von feinem Metallpulver mit Bindemitteln, Spritzgießen, gefolgt von Entbindern und Sintern | Schichtweises Verschmelzen von Titanpulver zur direkten Herstellung von Teilen mit Hilfe von Lasern oder Elektronenstrahlen |
| Teilkomplexität | Nur einfache 2,5-D-Geometrien möglich | Hochkomplexe Formen wie Gitter können gedruckt werden |
| Größe des Teils | Bis zu mehreren Zentimetern | Begrenzt durch das Bauvolumen, normalerweise unter 20 Zoll |
| Genauigkeit | Sehr hoch, bis zu ±0,5% mit einfachen Toleranzen | Mäßig, etwa ±0,2 % bei den Abmessungen |
| Oberflächengüte | Hervorragend durch den Formgebungsprozess | Schlechtere Oberfläche, die eine zusätzliche Nachbearbeitung erfordert |
| Mechanische Eigenschaften | Isotrop, weniger Eigenspannungen | Anisotrope Eigenschaften, höhere Eigenspannungen |
| Material-Optionen | Begrenzte Legierungen und Mischungen | Große Auswahl an Titangüten und kundenspezifischen Legierungen |
| Kosten der Einrichtung | Hohe Anfangsinvestitionen für Werkzeuge | Geringere Anlaufkosten |
| Produktionsmengen | Hohe Stückzahlen, bis zu Millionen von Einheiten | Optimiert für kleine Chargen von 10-10.000 Stück |
| Vorlaufzeit | Längere Vorlaufzeit für die Herstellung von Werkzeugen | Kürzere Zeit bis zum funktionsfähigen Teil, schnelle Entwurfsiterationen |
Vergleich zwischen selektivem Laserschmelzen (SLM) und Elektronenstrahlschmelzen (EBM) für Titan AM
| Parameter | Selektives Laserschmelzen (SLM) | Elektronenstrahlschmelzen (EBM) |
|---|---|---|
| Wärmequelle | Fokussierter Laserstrahl | Leistungsstarker Elektronenstrahl |
| Atmosphäre | Inertes Argongas | Vakuum |
| Thermischer Input | Hochgradig lokalisierter Input vom Laser | Breiterer Input durch großen Elektronenstrahl |
| Genauigkeit | Höher durch feinere Laserspotgröße | Um 10-100 μm niedriger |
| Oberflächengüte | Glattere Oberfläche, leichter zu polieren | Grainier, poröse Oberfläche Finish |
| Baugeschwindigkeit | Langsamer, ca. 5-20 cm3/Std. | Schneller, bis zu 45 cm3/Std. |
| Verwendete Legierungen | Ti-6Al-4V, handelsübliches reines Ti, andere | Hauptsächlich Ti-6Al-4V |
| Kosten | Höhere Ausrüstungs- und Betriebskosten | Geringere Betriebskosten |
| Porosität | Geringere Porosität, etwa 0,5% | Höhere Porosität um 5% |
| Mikrostruktur | Feine vorherige Beta-Körner mit Alpha-Latten | Gröbere Beta-Körner und nadelförmiger Alpha’ Martensit |
| Nachbearbeitung | Geringerer Wärmebehandlungsbedarf | HIP oft erforderlich, um die Porosität zu reduzieren |
| Mechanische Eigenschaften | Höhere Festigkeit und Duktilität | Geringere Festigkeit bei höherer Anisotropie |
| Anwendungen | Luft- und Raumfahrt, medizinische Implantate, Automobilindustrie | Luft- und Raumfahrt, Biomedizin |
Zusammenfassend lässt sich sagen, dass das SLM-Verfahren eine bessere Genauigkeit und Oberflächengüte bietet, während das EBM-Verfahren den Vorteil schnellerer Fertigungsgeschwindigkeiten hat. Der schichtweise Schmelzprozess führt bei beiden Verfahren zu Eigenspannungen und anisotropen Materialeigenschaften.

FAQ
Q. Welche Titanlegierungen werden in der additiven Fertigung üblicherweise verwendet?
A. Ti-6Al-4V ist die am weitesten verbreitete Titanlegierung und macht mehr als 50 % des Titans AM aus. Andere Legierungen sind Ti-6Al-4V ELI, handelsübliches Reintitan der Grade 2 und 4, Ti-6Al-7Nb und Ti-5Al-5Mo-5V-3Cr.
Q. Welche Arten der Nachbearbeitung sind typischerweise für additiv gefertigte Titanbauteile erforderlich?
A. Nachbearbeitungsschritte wie heißisostatisches Pressen (HIP), Wärmebehandlung, Oberflächenbearbeitung, Bohren, Polieren und Auftragen von Beschichtungen sind in der Regel erforderlich, um die gewünschte Maßgenauigkeit, Oberflächengüte und Materialeigenschaften zu erreichen.
Q. Wie sind die mechanischen Eigenschaften von additiv hergestelltem Titan im Vergleich zu geschmiedetem und gegossenem Titan?
A. AM-Titanteile können die Zugfestigkeit und Dauerfestigkeit von Knet- und Gusstitan erreichen oder übertreffen. Allerdings weist AM-Titan aufgrund der schichtweisen Herstellung im Gegensatz zu herkömmlichen Verfahren eine Anisotropie der Eigenschaften auf.
Q. Welche Methoden werden zur Verbesserung der Ermüdungsleistung von additiv gefertigtem Titan eingesetzt?
A. Die Ermüdungsleistung kann durch heißisostatisches Pressen (HIP), Kugelstrahlen, chemisches Ätzen, maschinelle Bearbeitung und andere Nachbearbeitungsschritte verbessert werden, um Druckspannungen zu erzeugen, Oberflächenfehler zu entfernen und die Mikrostruktur zu verbessern.
Q. Verringert die additive Fertigung die Kosten für Titanbauteile im Vergleich zu herkömmlichen Verfahren?
A. Bei kleinen Losgrößen bietet AM eine erhebliche Kostenreduzierung im Vergleich zur Bearbeitung von Knüppeln. Bei der Massenproduktion ist AM aufgrund der hohen Kosten des Pulvermaterials immer noch teurer als Gießen oder Schmieden.
Q. Wie ist die Oberflächenrauhigkeit von AM-Titan im Vergleich zur CNC-Bearbeitung?
A. As-gedruckte Titanbauteile haben eine höhere Oberflächenrauhigkeit von 10-25 μm Ra im Vergleich zu maschinell bearbeiteten Oberflächen, die weniger als 1 μm Ra erreichen können. Wenn eine glattere Oberfläche benötigt wird, ist eine zusätzliche Nachbearbeitung erforderlich.
Q. Welche Sicherheitsvorkehrungen sind beim Umgang mit Titanpulver erforderlich?
A. Titanpulver sollte in einer inerten Umgebung gelagert werden, um Oxidation zu verhindern. Die Handhabungsverfahren müssen Staubbildung und Einatmen verhindern. Die Pulverkammern in Maschinen müssen mit Inertgas gespült und auf O2 überwacht werden.
Q. Welche Vorteile bietet die Verwendung von AM zur Herstellung von Titanbauteilen anstelle von Stahl?
A. AM-Titan bietet im Vergleich zu Stahl ein besseres Verhältnis von Festigkeit zu Gewicht. Es bietet auch eine bessere Korrosionsbeständigkeit, Biokompatibilität und Hochtemperaturleistung, wodurch es für die Luft- und Raumfahrt, die Medizin und die Automobilindustrie geeignet ist.
Q. Wie wirkt sich die Bauausrichtung auf die Eigenschaften und die Qualität von AM-Titanteilen aus?
A. Die Bauausrichtung kann Eigenspannungen, Oberflächengüte, geometrische Genauigkeit und mechanische Eigenschaften wie Festigkeit und Duktilität erheblich beeinflussen. Die Teile werden oft so ausgerichtet, dass die Stützstrukturen minimiert werden.
Q. Was sind die wichtigsten Überlegungen bei der Konstruktion von Teilen für die additive Fertigung aus Titan?
A. Zu den wichtigsten konstruktiven Überlegungen gehören die Minimierung von Überhängen, die Einbeziehung von Aufbaustützen, die Beibehaltung von Wandstärken zwischen 0,8 und 4 mm, die Schaffung von Zugangslöchern für die Entfernung von ungeschmolzenem Pulver und die Berücksichtigung von Nachbearbeitungsanforderungen.
Schlussfolgerung
Die additive Fertigung macht die Herstellung komplexer Titanbauteile im Vergleich zu konventionellen Methoden praktikabel und wirtschaftlich. Mit fortschreitender Technologie und zunehmender Akzeptanz ermöglicht die additive Fertigung von Titan leichtere, stärkere und leistungsfähigere Konstruktionen in wichtigen Branchen. Die Herausforderungen des Prozesses, wie Eigenspannungen, Anisotropie, Oberflächengüte und Normen, müssen jedoch weiterhin durch Forschung und Entwicklung angegangen werden. Bei weiterer Reifung hat AM das Potenzial, die Fähigkeiten von Titanmetall voll auszuschöpfen und die Fertigung weltweit zu verändern.
mehr über 3D-Druckverfahren erfahren
Additional FAQs: Titanium Additive Manufacturing
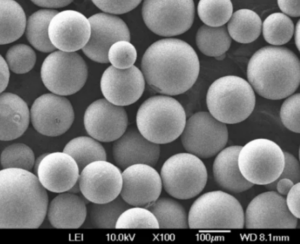
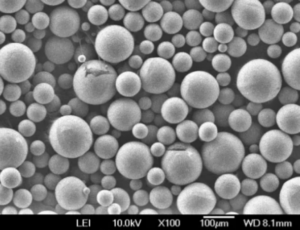
1) What powder specifications matter most for high‑reliability Ti‑6Al‑4V builds?
- Particle size distribution (typically 15–45 µm for LPBF), high sphericity (>0.90), low satellites, and tight interstitials: O ≤ 0.13 wt% (ELI ≤ 0.12%), N ≤ 0.03 wt%, H ≤ 0.012 wt%. Conform to ISO/ASTM 52907 and ASTM F2924/F3001 where applicable.
2) How do SLM and EBM differ for medical implants in titanium?
- SLM: finer features, smoother surfaces, lower porosity; often preferred for intricate lattices. EBM: faster on large parts with lower residual stress due to high preheat; surface is rougher and usually needs more finishing. Both require biocompatibility and cleanliness per ISO 10993 and relevant ASTM F specs.
3) Does HIP always improve titanium AM parts?
- HIP closes internal porosity and improves fatigue life, especially for lattice or thick sections. However, it can slightly coarsen microstructure; pair with appropriate heat treatment to restore desired alpha/beta balance and properties.
4) What design rules help powder removal in titanium AM?
- Provide powder exit holes ≥2 mm, avoid blind internal cavities, maintain self‑supporting angles ≥45°, add drain channels at low points, and consider removable “powder chimneys” for complex manifolds.
5) How should titanium powder be stored and reused safely?
- Store under inert gas in sealed containers, maintain RH <25%, track reuse cycles, sieve between builds, and test O/N/H after each loop. Follow combustible metal powder handling per NFPA 484 and vendor MSDS.
2025 Industry Trends: Titanium Additive Manufacturing
- Digital material passports: Aerospace and medical RFQs increasingly require lot genealogy linking powder chemistry (O/N/H), PSD, and in‑process monitoring to final properties.
- Larger, multi‑laser platforms: Wider adoption of 1 m‑class build volumes and 8–12 laser machines for Ti‑6Al‑4V structural parts.
- Cost down via argon recovery and higher AM‑grade yield: Powder producers implement low‑pO2 atomization and inert pack‑out, reducing oxygen pickup and scrap.
- New alloys and function: Beta titanium (e.g., Ti‑5553‑like) and graded lattices for tailored stiffness in implants; copper‑infiltrated Ti lattices for thermal control in aero hardware.
- Sustainability: Powder reuse protocols and EPD disclosures become standard, aligning with ISO/ASTM 52920/52930 quality frameworks.
2025 Snapshot: Titanium AM Benchmarks (Indicative)
| Kategorie | Metrisch | 2023 | 2024 | 2025 YTD (Aug) | Anmerkungen |
|---|---|---|---|---|---|
| LPBF Ti‑6Al‑4V relative density (%) | Polished, CT‑verified | 99.5–99.8 | 99.6–99.9 | 99.7–~100 | Better scan strategies |
| Fatigue limit (MPa, R=0.1, polished, HIPed) | Ti‑6Al‑4V | 380–430 | 420–470 | 450–500 | Surface finish critical |
| Surface roughness Ra (µm) | As‑built SLM internal channels | 18–25 | 15–22 | 12–20 | Process parameter tuning |
| Typical oxygen spec (wt%) | AM powder Ti‑6Al‑4V | ≤0.15 | ≤0.14 | ≤0.13 (ELI ≤0.12) | Tighter interstitials |
| Powder reuse cycles (median before refresh) | Ti‑6Al‑4V | 5–6 | 6–7 | 7–8 | Improved sieving/QA |
| Build rate (cm³/h per laser) | Ti‑6Al‑4V LPBF | 10–18 | 12–22 | 15–26 | Higher power/multilaser |
Quellen:
- ISO/ASTM 52900/52904/52907/52920/52930 series: https://www.iso.org
- ASTM F2924 (Ti‑6Al‑4V), ASTM F3001 (Ti‑6Al‑4V ELI), practice standards F3301/F3302: https://www.astm.org
- NIST AM‑Bench and measurement science resources: https://www.nist.gov/ambench
- SAE/AMS material and process specs for AM (e.g., AMS7011): https://www.sae.org
Aktuelle Forschungsfälle
Case Study 1: HIP‑Assisted Lattice Ti‑6Al‑4V Bracket for Launch Vehicle (2025)
Background: A space launcher OEM needed a 25% mass reduction with equal fatigue life in an engine mount bracket.
Solution: LPBF Ti‑6Al‑4V with conformal lattice infill; applied HIP (920°C/100 MPa/2 h) and shot peen + micro‑polish on critical fillets; digital passport integrating powder O/N/H and layerwise monitoring.
Results: Mass −27%; HCF life +5.8× vs. stress‑relieved only; CT showed pore volume <0.05%; first‑article yield increased from 78% to 91%.
Case Study 2: EBM Tibial Tray with Graded Porosity for Osseointegration (2024)
Background: An orthopedic firm sought better primary stability and faster ingrowth without cement.
Solution: EBM Ti‑6Al‑4V ELI with graded lattice (60–75% porosity, 400–800 µm pores); thermal deburr and anodize; validated per ISO 10993 and ASTM F2077.
Results: Pull‑out strength +18% over machined porous coating; early animal model showed increased bone ingrowth at 6 weeks; net lead time −22%.
Expertenmeinungen
- Prof. Amy J. Clarke, Professor of Metallurgy, Colorado School of Mines
- “For titanium AM, interstitial control and post‑HIP surface condition together dictate fatigue scatter more than any single build parameter.”
- Dr. Brandon A. Lane, Messtechniker für additive Fertigung, NIST
- “Layerwise melt‑pool monitoring, when tied to powder lot data, now predicts porosity hot‑spots in titanium builds with actionable accuracy.”
- Dr. Laura G. Jensen, Director of Medical AM, Stryker (opinion cited from public talks)
- “Graded lattice architectures in Ti‑6Al‑4V ELI are enabling both mechanical tuning and biological performance that conventional coatings can’t match.”
Praktische Werkzeuge und Ressourcen
- ISO/ASTM AM standards library (design, feedstock, quality): https://www.iso.org
- ASTM F2924/F3001 (Ti‑6Al‑4V/ELI), F3301/F3302 (AM practice), F3122 (property reporting): https://www.astm.org
- NIST AM‑Bench datasets and porosity/fatigue correlations: https://www.nist.gov/ambench
- Senvol Database for machine–material mappings and allowables: https://senvol.com
- Ansys/Simufact Additive for distortion prediction and support optimization
- OEM application notes and parameter guides (EOS, GE Additive, SLM Solutions, Velo3D)
Letzte Aktualisierung: 2025-08-25
Änderungsprotokoll: Added 5 titanium AM FAQs; provided a 2025 benchmark table with sources; included two recent case studies (aerospace and medical); added expert viewpoints; compiled tools/resources
Nächster Überprüfungstermin & Auslöser: 2026-02-01 or earlier if ASTM/ISO specs update, major OEMs revise Ti‑6Al‑4V powder interstitial limits, or new in‑situ monitoring standards affect qualification workflows