1. Einführung
Titanlegierung 3d-Druck ist ein fortschrittliches Fertigungsverfahren, bei dem Titanlegierungen zur Herstellung dreidimensionaler Objekte verwendet werden. Diese innovative Technik hat in den letzten Jahren aufgrund ihrer zahlreichen Vorteile und Anwendungsmöglichkeiten stark an Aufmerksamkeit gewonnen. In diesem Artikel befassen wir uns mit der Welt des 3D-Drucks von Titanlegierungen, seinen Anwendungen, Fortschritten, Herausforderungen und zukünftigen Trends.
2. Anwendungen des 3D-Drucks von Titanlegierungen
Der 3D-Druck von Titanlegierungen findet aufgrund der einzigartigen Eigenschaften von Titan und der Designfreiheit, die die 3D-Drucktechnologie bietet, in verschiedenen Branchen Anwendung.
- Luft- und Raumfahrtindustrie: Die Luft- und Raumfahrtindustrie hat den 3D-Druck von Titanlegierungen für die Herstellung von leichten und dennoch haltbaren Bauteilen für Flugzeuge und Raumfahrzeuge für sich entdeckt. Die Fähigkeit, komplexe Geometrien zu erstellen und das Design von Teilen zu optimieren, ermöglicht eine verbesserte Treibstoffeffizienz, geringeres Gewicht und höhere Leistung.
- Medizinische Industrie: Im medizinischen Bereich hat der 3D-Druck von Titanlegierungen die Herstellung von Implantaten und Prothesen revolutioniert. Die Biokompatibilität, Korrosionsbeständigkeit und mechanische Festigkeit von Titanlegierungen machen sie ideal für Anwendungen wie Zahnimplantate, orthopädische Implantate und kundenspezifische medizinische Geräte.
- Automobilbranche: Die Automobilindustrie nutzt den 3D-Druck von Titanlegierungen zur Entwicklung von Hochleistungsteilen, die die Fahrzeugeffizienz verbessern, das Gewicht reduzieren und die Gesamtleistung steigern. Komponenten wie Motorteile, Abgassysteme und Aufhängungsteile können von den leichten und festen Eigenschaften von Titanlegierungen profitieren.
- Industrielle Fertigung: Der 3D-Druck von Titanlegierungen findet auch in der industriellen Fertigung Anwendung, wo er die Herstellung komplexer und kundenspezifischer Teile mit kürzeren Vorlaufzeiten ermöglicht. Diese Technologie bietet Herstellern die Flexibilität, Prototypen, Vorrichtungen und Halterungen zu erstellen, Produktionsprozesse zu optimieren und Kosten zu senken.

3. Fortschritte im 3D-Druck von Titanlegierungen
Im Laufe der Jahre hat der 3D-Druck von Titanlegierungen erhebliche Fortschritte gemacht, die zu verbesserten Möglichkeiten und höherer Leistung geführt haben.
- Verbesserte Drucktechniken: Neue Drucktechniken wie das selektive Laserschmelzen (SLM) und das Elektronenstrahlschmelzen (EBM) haben sich entwickelt und ermöglichen eine präzisere und effizientere Herstellung von Teilen aus Titanlegierungen. Diese Techniken bieten eine bessere Kontrolle über den Druckprozess, was zu einer verbesserten Teilequalität und einer geringeren Fehlerquote führt.
- Verbesserte Materialeigenschaften: Forscher und Ingenieure haben kontinuierlich an der Entwicklung neuer Titanlegierungen mit verbesserten Materialeigenschaften gearbeitet, die speziell für den 3D-Druck geeignet sind. Diese Legierungen weisen eine höhere Festigkeit, eine bessere Hitzebeständigkeit und eine verbesserte Korrosionsbeständigkeit auf und eignen sich damit für anspruchsvolle Anwendungen.
- Erhöhte Produktionsgeschwindigkeit: Fortschritte in der Drucktechnologie, wie schnellere Scangeschwindigkeiten und optimierte Laserparameter, haben zu erheblichen Verbesserungen der Produktionsgeschwindigkeit geführt. Dies ermöglicht eine schnellere Herstellung von Teilen aus Titanlegierungen, verkürzt die Vorlaufzeiten und erhöht die Gesamtproduktivität.
- Kostenreduzierung: Mit zunehmender Reife und Verbreitung der Technologie sind die Kosten für den 3D-Druck von Titanlegierungen gesunken. Dies ist auf Fortschritte bei der Materialverfügbarkeit, eine verbesserte Druckeffizienz und Größenvorteile zurückzuführen. Durch die Senkung der Produktionskosten wird der 3D-Druck von Titanlegierungen für ein breiteres Spektrum von Branchen und Anwendungen zugänglich.
4. Herausforderungen und Grenzen des 3D-Drucks von Titanlegierungen
Der 3D-Druck von Titanlegierungen ist zwar sehr vielversprechend, hat aber auch einige Herausforderungen und Grenzen, die es zu überwinden gilt.
- Hohe Produktionskosten: Derzeit sind Titanlegierungen teurer als herkömmliche Fertigungsmaterialien. Die hohen Rohstoffkosten in Verbindung mit dem komplexen Druckverfahren und den Nachbearbeitungsanforderungen tragen zu den Gesamtproduktionskosten bei. Es wird jedoch erwartet, dass die laufenden Forschungen und Entwicklungen die Kosten in Zukunft senken werden.
- Begrenzte Materialverfügbarkeit: Im Vergleich zu anderen Metallen ist die Verfügbarkeit von Titanlegierungen für den 3D-Druck relativ begrenzt. Dies kann Herausforderungen bei der Materialbeschaffung mit sich bringen und zu höheren Kosten führen. Da jedoch die Nachfrage nach 3D-Drucken mit Titanlegierungen steigt, wird sich die Verfügbarkeit geeigneter Materialien voraussichtlich verbessern.
- Nachbearbeitungsanforderungen: Nach dem Druckprozess müssen die Teile aus Titanlegierungen oft umfassend nachbearbeitet werden, um die gewünschte Oberflächenbeschaffenheit und die mechanischen Eigenschaften zu erreichen. Dazu gehören das Entfernen von Stützstrukturen, die Wärmebehandlung und das Polieren der Oberfläche. Diese zusätzlichen Schritte erhöhen die Produktionszeit und die Kosten, aber die laufende Forschung zielt darauf ab, die Nachbearbeitungsverfahren zu rationalisieren und zu automatisieren.
- Einschränkungen beim Design: Trotz der Gestaltungsfreiheit, die der 3D-Druck bietet, gibt es bei Teilen aus Titanlegierungen gewisse Einschränkungen. Faktoren wie Überhänge, freitragende Strukturen und Wärmeableitung müssen in der Entwurfsphase sorgfältig berücksichtigt werden. Konstruktionsoptimierung und Softwareentwicklungen können helfen, einige dieser Einschränkungen zu überwinden.

5. Zukünftige Trends und Innovationen im 3D-Druck von Titanlegierungen
Die Zukunft des 3D-Drucks von Titanlegierungen sieht vielversprechend aus, denn es zeichnen sich mehrere Trends und Innovationen ab.
- Entwicklung von neuen Titanlegierungen: Forscher erforschen und entwickeln weiterhin neue Titanlegierungen, die speziell für den 3D-Druck geeignet sind. Diese Legierungen zielen darauf ab, die Materialeigenschaften, die Druckbarkeit und die Kosteneffizienz weiter zu verbessern und so ein breiteres Spektrum an Anwendungen zu erschließen.
- Integration mit anderen Fertigungstechnologien: Die Integration des 3D-Drucks von Titanlegierungen mit anderen Fertigungstechnologien, wie CNC-Bearbeitung und Nachbearbeitungstechniken, dürfte die Effizienz steigern und die Möglichkeiten der additiven Fertigung erweitern. Dieser hybride Ansatz wird die Herstellung komplexer, hochwertiger Teile mit verbesserter Genauigkeit und Oberflächengüte ermöglichen.
- Zunehmende Akzeptanz bei Konsumgütern: Da die Technologie immer zugänglicher und kostengünstiger wird, ist zu erwarten, dass sich der 3D-Druck von Titanlegierungen bei Konsumgütern immer mehr durchsetzt. Dazu gehören Artikel wie Schmuck, Modeaccessoires und personalisierte Konsumgüter. Die Möglichkeit, individuelle, einzigartige Produkte herzustellen, wird die wachsende Nachfrage nach einzigartigen und personalisierten Produkten befriedigen.
- Individuelle Gestaltung und Personalisierung: Mit dem 3D-Druck von Titanlegierungen wird die Anpassung und Personalisierung von Produkten einfacher und praktikabler. Von maßgeschneiderten medizinischen Implantaten bis hin zu passgenauen Autoteilen ermöglicht die Technologie die Herstellung von Produkten, die perfekt auf die individuellen Anforderungen abgestimmt sind, was zu einer verbesserten Funktionalität und Nutzerzufriedenheit führt.

6. Schlussfolgerung
Der 3D-Druck von Titanlegierungen revolutioniert die Fertigungsindustrie und bietet zahlreiche Vorteile und Möglichkeiten in verschiedenen Sektoren. Die Fähigkeit, komplexe Geometrien zu erstellen, Designs zu optimieren und die außergewöhnlichen Eigenschaften von Titanlegierungen zu nutzen, macht diese Technologie zu einem Wendepunkt. Zwar sind noch einige Herausforderungen zu bewältigen, doch die laufende Forschung und Weiterentwicklung ebnet den Weg für Kostensenkungen, eine verbesserte Materialverfügbarkeit und rationalisierte Nachbearbeitungstechniken.
Mit Blick auf die Zukunft birgt die Entwicklung neuer, speziell für den 3D-Druck konzipierter Titanlegierungen großes Potenzial. Diese Legierungen werden die Materialeigenschaften, Druckbarkeit und Kosteneffizienz des 3D-Drucks von Titanlegierungen weiter verbessern. Die Integration mit anderen Fertigungstechnologien, wie der CNC-Bearbeitung, wird die Gesamteffizienz und die Möglichkeiten der additiven Fertigung verbessern.
Wir können davon ausgehen, dass der 3D-Druck von Titanlegierungen bei Konsumgütern immer häufiger eingesetzt wird, da die Technologie leichter zugänglich und kostengünstiger wird. Maßgeschneiderte und personalisierte Produkte, die auf die individuellen Bedürfnisse und Vorlieben des Einzelnen zugeschnitten sind, werden zu den wichtigsten Faktoren gehören.
Zusammenfassend lässt sich sagen, dass der 3D-Druck von Titanlegierungen eine bahnbrechende Technologie ist, die die Fertigungslandschaft verändert. Seine Anwendungen in Branchen wie der Luft- und Raumfahrt, der Medizintechnik, der Automobilindustrie und der industriellen Fertigung revolutionieren die Art und Weise, wie wir komplexe Teile entwerfen und herstellen. Mit fortlaufenden Fortschritten und Innovationen sieht die Zukunft des 3D-Drucks von Titanlegierungen vielversprechend aus und bietet unendliche Möglichkeiten zur individuellen Anpassung, verbesserten Effizienz und Kosteneffizienz.
7. FAQs
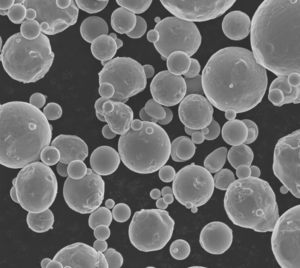
- Was ist 3D-Druck mit Titanlegierungen? Der 3D-Druck von Titanlegierungen ist ein fortschrittliches Fertigungsverfahren, bei dem Titanlegierungen zur Herstellung dreidimensionaler Objekte verwendet werden. Dabei wird Titanlegierungspulver schichtweise aufgetragen und selektiv mit Laser- oder Elektronenstrahlen geschmolzen.
- Was sind die Vorteile der Verwendung von Titanlegierungen im 3D-Druck? Titanlegierungen bieten mehrere Vorteile für den 3D-Druck, darunter ein hohes Verhältnis von Festigkeit zu Gewicht, hervorragende Korrosionsbeständigkeit, Biokompatibilität und die Möglichkeit, komplexe Geometrien und individuelle Designs zu erstellen.
- Welche Branchen profitieren vom 3D-Druck von Titanlegierungen? Der 3D-Druck von Titanlegierungen findet Anwendung in Branchen wie der Luft- und Raumfahrt, der Medizintechnik, der Automobilindustrie und der industriellen Fertigung, wo die einzigartigen Eigenschaften von Titanlegierungen und die Designfreiheit des 3D-Drucks von großem Vorteil sind.
- Was sind die Herausforderungen beim 3D-Druck von Titanlegierungen? Zu den Herausforderungen des 3D-Drucks von Titanlegierungen gehören hohe Produktionskosten, begrenzte Materialverfügbarkeit, Nachbearbeitungsanforderungen und Designbeschränkungen. Die laufende Forschung und Entwicklung befasst sich jedoch mit diesen Herausforderungen.
- Was können wir für die Zukunft des 3D-Drucks von Titanlegierungen erwarten? Für die Zukunft ist zu erwarten, dass die Entwicklung neuer Titanlegierungen, die Integration mit anderen Fertigungstechnologien, der verstärkte Einsatz in Konsumgütern und der Fokus auf Individualisierung und Personalisierung die Fortschritte im 3D-Druck von Titanlegierungen vorantreiben werden.
Frequently Asked Questions (Supplemental)
1) What powder specifications are ideal for titanium alloy 3D printing?
- For LPBF/SLM, use spherical Ti‑6Al‑4V or Ti‑6Al‑4V ELI powder with D10–D90 ≈ 15–45 μm, low satellite content, Hall flow <20 s/50 g, apparent density ≥2.2 g/cm³, and low interstitials (O, N, H) per grade. For EBM, slightly coarser PSD (45–105 μm) is common.
2) How do LPBF and EBM differ for titanium alloys?
- LPBF yields finer surface finish and higher detail; requires low chamber O2 (≤100–300 ppm). EBM runs at elevated temperatures in vacuum, reducing residual stress and support needs but producing rougher surfaces. Both can meet aerospace/medical requirements after post‑processing.
3) What post‑processing is typical for titanium alloy 3D printing?
- Stress relief or anneal (per AMS 2801/2802 practice), HIP to close porosity and improve fatigue, support removal, machining/EDM, surface finishing (grit blasting, polishing, electropolishing), and for medical parts, cleaning and validation per ISO 10993.
4) How does powder reuse affect quality?
- Controlled reuse with sieving and blend‑back is feasible if PSD, chemistry (O/N/H), flow, and morphology are monitored. Set reuse limits by property drift and in‑situ quality metrics; many operations qualify 5–10 cycles before full refresh.
5) Which titanium alloys are most used and why?
- Ti‑6Al‑4V (Grade 5) and Ti‑6Al‑4V ELI (Grade 23) dominate due to strength‑to‑weight, weldability, and biocompatibility. Beta alloys (e.g., Ti‑5553) and Ti‑6Al‑2Sn‑4Zr‑6Mo appear in high‑temperature or fatigue‑critical aerospace parts, often with tighter process control.
2025 Industry Trends and Data
- Qualification at scale: Digital powder passports and AI‑assisted in‑situ monitoring are increasingly required in aerospace and medical RFQs for titanium alloy 3D printing.
- Throughput gains: Multi‑laser LPBF, scan path optimization, and improved gas flow cut build times 15–30% vs. 2023 for Ti‑6Al‑4V.
- Fatigue performance: HIP plus optimized surface finishing delivers wrought‑like HCF/LCF on standardized coupons; shot peen or chemical milling used to reduce surface‑initiated cracks.
- Sustainability: Closed‑loop argon recirculation and expanded powder reuse lower cost and environmental footprint; more suppliers report recycled content and EPDs.
- Dental/ortho growth: Patient‑specific implants and porous lattice structures scale with streamlined validation workflows.
| KPI (Titanium Alloy 3D Printing), 2025 | Basiswert 2023 | 2025 Typical/Target | Warum das wichtig ist | Sources/Notes |
|---|---|---|---|---|
| LPBF Ti‑6Al‑4V relative density (post‑HIP) | 99.6–99.8% | 99,8–99,95% | Fatigue, leak‑tightness | OEM/peer‑reviewed data |
| Chamber oxygen (LPBF, ppm) | ≤500 | 100–300 | Oxidation, alpha‑case | Machine vendor guidance |
| Surface roughness upskin (Ra, μm) | 8–15 | 5–10 (contouring) | Fatigue initiation | Vendor app notes |
| Build rate improvement (multi‑laser) | - | +15–30% | Produktivität | AMUG/Formnext 2024–2025 |
| Powder reuse (qualified cycles) | 4–6 | 6–10 | Cost, sustainability | Plant case studies |
| AI in‑situ anomaly detection | Pilot | Common on new systems | QA efficiency | OEM releases |
| Dental/implant AM adoption | Wachsende | Mainstream | Personalization, fit | Market briefs |
Authoritative resources:
- ISO/ASTM 52907 (metal powder characterization) and 52904 (LPBF of metals): https://www.iso.org
- ASTM F2924 (Ti‑6Al‑4V by PBF), ASTM F3001 (Ti‑6Al‑4V ELI), ASTM F3302 (AM process control): https://www.astm.org
- AMS 2801/2802 (heat treatment/cleanliness guidance for titanium), AMS 4999/4998 (powder specs): https://www.sae.org
- NIST AM Bench datasets: https://www.nist.gov/ambench
- ASM Handbook, Additive Manufacturing and Titanium Alloys: https://dl.asminternational.org
Aktuelle Forschungsfälle
Case Study 1: HIP‑Enhanced LPBF Ti‑6Al‑4V Lattice Implants with Improved Fatigue (2025)
- Background: A medical device OEM sought higher fatigue life and consistent pore architecture for acetabular cups.
- Solution: Employed spherical Grade 23 powder (15–45 μm, O ≤0.13 wt%), in‑situ layer imaging with AI scoring, optimized gas flow, HIP at 920°C/100 MPa/2 h, and electropolishing of articulating surfaces.
- Results: CT density 99.90%; push‑out strength +20% vs. 2023 baseline; HCF endurance limit +18%; first‑pass yield +8%; pore size CV reduced from 12% to 6%.
Case Study 2: EBM Ti‑6Al‑4V Brackets with Reduced Distortion via Thermal Modeling (2024)
- Background: An aerospace Tier‑1 faced distortion and support overuse on thin‑wall brackets.
- Solution: Introduced thermo‑mechanical simulation to tune beam strategies and support volumes; validated with in‑situ thermography; applied targeted stress‑relief.
- Results: Distortion −35%; support mass −28%; machining time −22%; coupon tensile met AMS specs with Cpk ≥1.33.
Expertenmeinungen
- Dr. Todd Palmer, Professor of Materials Science, Penn State
- Viewpoint: “For titanium alloy 3D printing, controlling oxygen and microstructure via HIP and heat treatment is pivotal to achieving wrought‑like fatigue performance.”
- Prof. Ian Gibson, Additive Manufacturing Scholar, University of Texas at Arlington
- Viewpoint: “Technology selection—LPBF for fine features versus EBM for stress‑tolerant builds—should be driven by downstream finishing and qualification pathways.”
- Dr. Martina Zimmermann, Head of Additive Materials, Fraunhofer IWM
- Viewpoint: “AI‑assisted in‑situ monitoring coupled with digital powder passports is becoming a de facto requirement for regulated aerospace and medical titanium parts.”
Affiliation links:
- Penn State CIMP-3D: https://www.cimp-3d.psu.edu
- University of Texas at Arlington: https://www.uta.edu
- Fraunhofer IWM: https://www.iwm.fraunhofer.de
Praktische Werkzeuge/Ressourcen
- Standards: ASTM F2924, F3001, F3302; ISO/ASTM 52904, 52907
- Design/simulation: nTopology (lattice/poro design), Ansys Additive and Simufact Additive (distortion/scan strategy), Autodesk Netfabb
- QA/monitoring: Melt‑pool imaging and layer cameras (EOS, SLM Solutions, Renishaw); CT scanning; LECO O/N/H (https://www.leco.com)
- Medical compliance: ISO 10993 biocompatibility; FDA AM guidance documents for patient‑specific implants
- Data/benchmarks: NIST AM Bench; Senvol Database (https://senvol.com/database); MatWeb for Ti‑6Al‑4V properties (https://www.matweb.com)
Letzte Aktualisierung: 2025-08-22
Änderungsprotokoll: Added 5 supplemental FAQs; introduced 2025 trends with KPI table and references; provided two case studies (HIP‑enhanced LPBF implants and EBM brackets via thermal modeling); included expert viewpoints with affiliations; compiled practical standards, simulation, QA, and regulatory resources for titanium alloy 3D printing.
Nächster Überprüfungstermin & Auslöser: 2026-02-01 or earlier if ASTM/ISO standards change, major OEMs publish new oxygen/reuse limits or AI in‑situ acceptance criteria, or new clinical/aerospace fatigue datasets for AM Ti‑6Al‑4V are released.