개요 3D 프린팅 텅스텐
울프람이라고도 알려진 텅스텐은 녹는점이 높은 단단하고 밀도가 높은 금속입니다. 일반적으로 고온 강도, 경도 및 내마모성이 요구되는 용도에 사용됩니다.
텅스텐 및 텅스텐 합금의 3D 프린팅은 복잡한 형상을 보다 자유롭게 설계하고 비용 효율적으로 생산할 수 있는 떠오르는 기술입니다. 3D 프린팅 텅스텐에 대한 몇 가지 주요 세부 사항은 다음과 같습니다:
- 텅스텐의 밀도는 19.3g/cm3로 가장 밀도가 높은 금속 중 하나입니다. 따라서 3D 프린팅된 텅스텐 부품은 크기 대비 질량이 높습니다.
- 순수 텅스텐의 녹는점은 3422°C로 매우 높은 온도에서도 강도를 유지할 수 있습니다.
- 텅스텐은 경도 때문에 기존 방법으로는 쉽게 가공할 수 없습니다. 3D 프린팅은 이 문제를 해결합니다.
- 레이저 파우더 베드 융합(L-PBF)과 바인더 제팅 모두 텅스텐과 그 합금을 3D 프린팅하는 데 사용할 수 있습니다.
- 일반적인 응용 분야에서는 3D 프린팅된 텅스텐 부품의 내열성과 내마모성을 활용합니다.
텅스텐 3D 프린팅용 장비
| 유형 | 주요 특징 |
|---|---|
| 레이저 파우더 베드 융합(L-PBF) | 레이저를 사용하여 분말 재료를 층별로 선택적으로 녹입니다. 우수한 기계적 특성을 가진 고밀도 부품을 제공합니다. |
| 바인더 제팅 | 액체 결합제를 파우더 베드에 증착하여 입자를 서로 결합합니다. 밀도는 낮지만 더 큰 구성 요소에 더 적합합니다. |
3D 프린팅용 텅스텐 재료
| 재료 | 속성 | 애플리케이션 |
|---|---|---|
| 순수 텅스텐 | 가장 높은 융점, 밀도, 경도. 가공이 까다롭습니다. | 고온 강도가 필요한 부품. 방사선 차폐. |
| 텅스텐 카바이드 | 경도가 매우 높아 다른 재료를 마모시키고 절단합니다. 부서지기 쉽습니다. | 절삭 공구, 금형, 내마모성/내식성. |
| 텅스텐 합금 | 코발트, 구리, 철, 니켈 등이 함유된 텅스텐 합금. 구성에 따라 다양한 특성을 가집니다. | 전기 접점, 전극, 방열판, 무게추. |
3D 프린팅 텅스텐 사양
| 매개변수 | 세부 정보 |
|---|---|
| 부품 크기 | L-PBF로 최대 수 센티미터. 바인더 분사로 더 큰 부품을 제작할 수 있습니다. |
| 레이어 두께 | 15-100μm 일반 |
| 표면 마감 | 인쇄된 표면이 거칠고 후처리가 필요한 경우 |
| 정확성 | 적절한 보정을 통해 ±0.1-0.15%까지 허용 오차 달성 가능 |
| 밀도 | L-PBF의 경우 ≥90%, 바인더 분사의 경우 ≥60% |
3D 프린팅 텅스텐 공급업체
| 공급업체 | 주요 세부 정보 | 가격 범위 |
|---|---|---|
| 회사 A | L-PBF 텅스텐 전문. 다양한 소재 선택. | $$$$ |
| 회사 B | 바인더 분사 및 L-PBF. 대형 파트 크기. | $$-$$$ |
| 회사 C | 연구 규모 L-PBF. 소량 생산. | $$$ |
가격은 부품 크기, 생산량, 사용되는 재료 및 기타 요인에 따라 달라집니다. 적당한 양의 순수 텅스텐의 경우 입방 센티미터당 50~150달러를 예상할 수 있습니다.
3D 프린팅 텅스텐의 응용 분야
| 카테고리 | 용도 |
|---|---|
| 방사선 차폐 | 감마선, 엑스레이, 중성자를 차단합니다. 의료 및 원자력 산업에서 사용됩니다. |
| 전기 접점 | 아크와 마모에 강합니다. 구리-텅스텐 합금이 일반적입니다. |
| 밸러스트 | 고밀도는 시스템의 균형을 맞추고 안정화합니다. |
| 절단 도구 | 텅스텐 카바이드의 극단적인 경도는 다른 재료를 마모시킵니다. |
| 고정 장치 및 전극 | 용광로, 용접, 조명 등의 고온을 견뎌냅니다. |
텅스텐은 고밀도, 경도, 내열성 및 내마모성으로 인해 여러 까다로운 응용 분야에 적합합니다. 3D 프린팅은 복잡하고 최적화된 형상을 구현할 수 있습니다.

3D 프린팅 텅스텐 공급업체를 선택하는 방법
소싱 시 평판이 좋은 공급업체를 선택하는 것이 중요합니다. 3D 프린팅 텅스텐 부품. 고려해야 할 주요 요소는 다음과 같습니다:
- 경험 적층 가공 텅스텐 분야에서 다년간의 경험을 가진 회사를 찾아보세요. 고품질의 부품을 일관되게 생산할 가능성이 높습니다.
- 기술 역량 공급업체는 텅스텐을 잘 3D 프린팅하려면 파라미터, 후처리 등에 대한 심층적인 지식이 있어야 합니다. 귀사의 사양을 충족할 수 있는지 확인하세요.
- 품질 인증 ISO 9001 또는 기타 표준 인증을 받은 공급업체는 엄격한 품질 프로세스를 따릅니다. 그 결과 더욱 신뢰할 수 있는 제품이 생산됩니다.
- 업계 평판 온라인 리뷰와 후기를 조사하세요. 평판이 좋은 회사는 고객 서비스도 더 잘 제공하는 경우가 많습니다.
- 사용자 지정 – 복잡하거나 고유한 부품 형상이 필요한 경우 사용자 지정을 제공하는 공급업체를 선택하세요.
- 리드 타임 일반적으로 1~4주가 소요될 것으로 예상합니다. 공급업체가 프로젝트 일정에 맞춰 배송할 수 있는지 확인하세요.
- 비용 여러 공급업체로부터 가격 견적을 받아보세요. 부품 수량, 크기, 재질, 마감 수준 및 기타 비용에 영향을 미치는 요소를 고려하세요.
- 고객 지원 디자인 지원을 제공하고 질문에 답변하며 문제 해결에 도움을 주는 공급업체를 선택하세요.
3D 프린팅 텅스텐 공급업체를 결정할 때는 역량, 품질, 평판, 가격, 서비스 등의 요소를 고려하세요. 자세한 요구 사항을 공유하고 평가할 샘플 부품을 요청하세요.
최적의 3D 프린팅 텅스텐 생산을 위한 부품 설계 방법
3D 프린팅 텅스텐용 부품을 설계할 때는 다음 설계 가이드라인을 고려하세요:
- 돌출부와 각도를 30~45° 미만으로 최소화하여 지지대를 피하고 처짐과 같은 결함을 방지합니다.
- 모서리에 작은 반경의 필렛을 넣어 응력을 줄이세요. 날카로운 모서리는 깨질 수 있습니다.
- 벽 두께를 최대 0.8mm 이상으로 설계하여 완전한 통합을 보장하고 골절을 방지합니다.
- 0.2~0.3mm 미만의 지나치게 미세한 피처와 표면 디테일은 정확하게 인쇄되지 않을 수 있으므로 피합니다.
- 가능한 한 대칭적인 모양과 균일한 벽 두께로 설계하여 뒤틀림을 방지하고 정확도를 높입니다.
- 물방울 모양의 엔드홀, 슬롯 및 기타 응력 집중 장치를 포함시켜 균열을 최소화합니다.
- 부품을 배치하고 레이어의 방향을 지정하고 지지되지 않은 돌출부를 최소화하도록 서포트를 정렬합니다.
- 표면 가공이나 연삭과 같은 후처리를 위해 0.5~1mm의 스톡 소재를 추가로 허용합니다.
- 인쇄 가능성, 기능, 후처리 및 성능 요구 사항에 맞게 최적화하세요. 단순할수록 좋습니다.
선택한 공급업체와 긴밀히 협력하여 특정 공정 및 매개 변수에 맞게 구성된 최적의 디자인을 완성하세요. 단순한 형상이 가장 안정적으로 인쇄되는 경향이 있습니다.
3D 프린팅 텅스텐 부품 후처리 방법
3D 프린팅된 3D 텅스텐 부품은 일반적으로 표면 마감을 개선하고 최종 치수 정확도를 달성하기 위해 후처리가 필요합니다. 일반적인 후처리 단계는 다음과 같습니다:
- 지원 제거 지지 구조물을 녹이거나 조심스럽게 제거합니다. 이때 화학 용액, 물 분사기 또는 수동 도구를 사용할 수 있습니다.
- 표면 가공 선삭, 밀링, 드릴링과 같은 기존 가공은 정밀도와 표면 마감을 향상시킵니다. 견고한 설정과 적절한 윤활제를 사용하세요.
- 그라인딩 수동 및 자동 연삭 모두 표면을 매끄럽게 합니다. 실리콘 카바이드 또는 다이아몬드 연마재는 텅스텐의 경도에 가장 적합합니다.
- 래핑 및 연마 – 정밀한 평탄도와 옹스트롬 수준의 표면 마감을 달성합니다. 가장자리를 디버링할 수도 있습니다.
- 열처리 어닐링은 응력을 완화하고 연성을 향상시킵니다. 열간 등방성 프레스는 내부 공극을 더욱 조밀하게 만듭니다.
- 가입하기 용접, 브레이징, 압입, 접착제 및 기타 방법을 사용하여 나사, 패스너 또는 기타 구성 요소를 추가합니다.
- 코팅 부식 방지, 절연, 전도성 등을 위한 전기 도금과 같은 기능성 코팅을 적용합니다.
후가공 시 텅스텐 가공에 익숙한 숙련된 기술자와 함께 작업하세요. 텅스텐 분진 노출과 같은 위험이 있으므로 안전 예방 조치를 따르세요.
설치 및 통합 3D 프린팅 텅스텐 구성 요소
3D 프린팅된 텅스텐 부품은 종종 더 큰 시스템과 어셈블리에 통합된 구성 요소로 사용됩니다. 다음은 설치 모범 사례입니다:
- 텅스텐은 부서지기 쉬우므로 손상되지 않도록 부품을 조심스럽게 다루세요. 적절한 고정 장치와 장력을 사용하세요.
- 표면을 깨끗하게 청소하세요. 오염이 있으면 성능이 저하될 수 있습니다. 텅스텐과 호환되는 용제를 사용하세요.
- 예열 및 제어 냉각을 통해 열 관리 기능을 사용하면 열 충격 균열을 방지할 수 있습니다.
- 필요한 경우 고온 그리스, 오일, 고착 방지제, 흑연 등 윤활제를 바르세요. 갈링과 마모를 줄이세요.
- 압입, 납땜 또는 패스너와 같은 적절한 방법을 사용하여 올바르게 결합합니다. 열팽창 차이를 고려하세요.
- 작동 온도, 부하, 듀티 사이클 및 기타 라이브 조건에서 부품을 순환하며 기능을 테스트합니다.
- 마모 및 수명 모니터링 &8211; 균열, 침식 또는 성능 저하가 있는지 주기적으로 검사합니다.
인쇄된 구성 요소를 성공적으로 통합하기 위해 텅스텐 애플리케이션에 경험이 있는 엔지니어 또는 기술자의 의견을 구하세요.
3D 프린팅 텅스텐 부품 작동 및 유지 관리
3D 프린팅된 텅스텐에서 최적의 성능을 얻으려면 다음 사용 및 유지 관리 지침을 따르세요:
- 곡물의 성장과 강도 손실을 방지하기 위해 재결정화 이하로 유지하여 권장 온도에서 작동합니다.
- 충격 하중을 제한하세요 &8211; 텅스텐은 부서지기 쉽습니다. 망치질, 충격, 급격한 가열/냉각을 피하세요.
- 마모 및 손상 여부 확인 &8211; 균열, 칩, 침식 또는 구성품 변형이 있는지 정기적으로 검사하세요.
- 솔벤트로 세척하고 쌓인 오염 물질, 이물질, 산화, 그리스, 오일 등을 제거합니다.
- 새로운 고온 윤활유를 도포하고 건조하거나 고갈된 윤활유 필름을 보충하세요.
- 고정 장치를 조이고 진동이나 열 순환으로 인해 시간이 지나도 느슨해지지 않도록 하세요.
- 전기 및 열 전도도를 모니터링하고 재료의 성능 저하를 나타내는 변화를 감지합니다.
- 예비품 또는 교체품을 고려하고 마모되기 쉬운 중요한 구성 요소에 대한 백업을 준비하세요.
3D 프린팅 텅스텐을 사용할 때는 사용 설명서를 참조하고 숙련된 엔지니어 또는 기술자의 지도를 받습니다. 적절한 안전 예방 조치를 따르세요.
장단점 3D 프린팅 텅스텐
3D 프린팅 텅스텐을 사용하는 데는 기존 제작 방식에 비해 장점과 한계가 모두 있습니다:
장점
- 기계 가공으로는 불가능한 복잡한 형상을 자유롭게 설계할 수 있습니다.
- 하위 구성 요소를 단일 인쇄 부품으로 통합
- 주문형 맞춤형 부품의 적시 생산
- 낭비 감소 & 필요한 만큼만 재료 사용
- 제조 가능성보다는 기능에 초점을 맞춘 설계 최적화를 통한 경량화
- 인쇄물에 직접 구성 요소를 통합하여 조립 단계를 줄입니다.
단점
- 대량 생산에 비해 소량 생산 시 부품당 비용 증가
- 프린터 빌드 볼륨에 따라 제한된 크기
- 다공성으로 인해 단조 텅스텐보다 강도와 연성이 낮습니다.
- 마감 및 공차 개선을 위해 후처리가 필요한 경우가 많습니다.
- 텅스텐의 고온 금속 분말을 녹이는 데 필요한 높은 전력 소비량
- 현재 3D 프린팅 텅스텐을 제공하는 제한된 공급업체 기반
적층 가공 또는 기존 감산 가공을 결정할 때는 특정 애플리케이션 요구 사항과 관련된 이점과 제한 사항을 비교 검토하세요.

자주 묻는 질문
다음은 3D 프린팅 텅스텐에 대한 몇 가지 일반적인 질문에 대한 답변입니다:
Q: 3D 프린팅할 수 있는 텅스텐 합금에는 어떤 것이 있나요?
A: 일반적인 합금에는 니켈, 구리 또는 철이 포함된 텅스텐 중합금과 6~15%의 코발트 바인더가 포함된 텅스텐 카바이드 등급이 있습니다. 소량의 다른 합금 원소도 추가할 수 있습니다.
Q: 어떤 산업에서 3D 프린팅 텅스텐 부품을 사용하나요?
A: 항공우주, 방위, 자동차, 의료, 에너지, 조명 및 기타 분야에서는 높은 강도, 경도 및 온도 저항성이 필요한 3D 프린팅 텅스텐을 사용합니다.
Q: 3D 프린팅 텅스텐 부품의 강도와 내구성은 어느 정도인가요?
A: 3D 프린팅 텅스텐은 올바르게 가공하면 밀도가 90% 이상이고 경도가 500 HV에 달할 수 있습니다. 피로 강도는 단조 형태보다 낮지만 많은 응용 분야에 적합합니다.
Q: 텅스텐 분말에는 어떤 안전 예방 조치가 필요하나요?
A: 텅스텐 분말은 집진 시스템을 갖춘 환기가 잘 되는 곳에서 취급해야 합니다. 텅스텐 분말로 작업할 때는 마스크, 장갑, 보호복을 착용하는 것이 좋습니다.
Q: 3D 프린팅된 텅스텐은 열처리 또는 어닐링이 필요한가요?
A: 약 1000~1200°C에서 어닐링하면 층별로 축적된 응력이 완화되고 연성이 향상됩니다. HIP는 내부 공극을 더욱 조밀하게 만들 수 있습니다.
Q: 3D 프린팅된 텅스텐으로 어떤 표면 마감을 구현할 수 있나요?
A: 인쇄된 표면 거칠기는 평균 15~20μm Ra이지만 필요한 경우 기계 가공 및 연마로 1μm Ra 미만의 마감 처리를 할 수 있습니다.
Q: 3D 프린팅한 텅스텐 부품을 용접하거나 납땜할 수 있나요?
A: 예, 적절한 텅스텐 호환 필러 금속과 절차를 사용하여 3D 프린팅된 텅스텐을 용접하거나 브레이징할 수 있습니다. 조인트 설계 시 잔류 응력을 고려해야 합니다.
Q: 텅스텐 부품을 3D 프린팅하는 데 시간이 얼마나 걸리나요?
A: 인쇄 속도는 일반적으로 텅스텐의 경우 매개 변수에 따라 시간당 5-20mm이므로 작은 부품의 경우 5-40시간이 소요될 수 있습니다. 더 큰 부품은 제작하는 데 며칠이 걸릴 수 있습니다.
Frequently Asked Questions (FAQ)
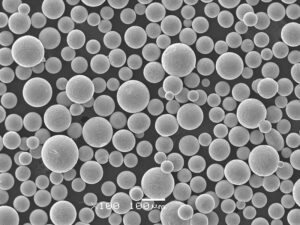
1) What powder specifications are critical for successful 3D Printed Tungsten in L-PBF and binder jetting?
- Spherical morphology, tight PSD (L-PBF: 15–45 μm; Binder Jet: 20–80 μm), low oxygen (≤0.05–0.10 wt% for structural parts), low carbon, and good flowability/tap density. For binder jetting, sinterability and green strength after debind are key.
2) How close can 3D Printed Tungsten get to wrought properties?
- With optimized parameters plus HIP, L-PBF tungsten commonly achieves ≥97–99% relative density, hardness 450–600 HV, and tensile strengths approaching wrought for some alloys; ductility remains lower due to grain morphology and residual impurities.
3) What design tactics reduce cracking in 3D Printed Tungsten?
- Elevated preheat (platform 600–900°C for L-PBF), lattice or graded sections to lower thermal gradients, generous fillets, minimized sharp corners, and scan strategies that avoid long continuous vectors.
4) When should I choose a tungsten heavy alloy (W-Ni-Fe/Cu) over pure tungsten?
- Select WHA when improved toughness and machinability are required, or when joining and impact loads are expected; use pure tungsten for maximum high-temperature strength, radiation shielding efficiency, or sputter/thermal applications.
5) What post-processing steps most improve performance?
- HIP to close internal porosity, stress relief/anneal (typically 1,000–1,200°C in vacuum/inert), precision grinding/polishing, and, where needed, diffusion bonding or brazing to integrate with other materials.
2025 Industry Trends: 3D Printed Tungsten
- High-temperature platforms: Wider availability of L-PBF systems with build plate preheat ≥800°C reduces cracking in pure tungsten.
- Binder jet maturation: Improved debind/sinter cycles deliver 92–96% density WHA components at lower cost for larger parts.
- Radiation and semiconductor tooling demand: Growth in custom shielding, collimators, wafer handling, and plasma-facing fixtures.
- Powder quality passports: Mandatory lot-level O/N/H, PSD, flow, and reuse count in COAs for regulated sectors.
- Sustainability: Hydrogen-enabled reduction lines and argon recirculation in atomization cut CO2e/kg and gas use.
2025 KPI Snapshot for 3D Printed Tungsten (indicative ranges)
| Metric | 2023 Typical | 2025 Typical | Notes/Sources |
|---|---|---|---|
| L-PBF build plate preheat (°C) | 400–700 | 700–900 | Reduces thermal stress/cracking |
| L-PBF relative density (pure W, %) | 94–98 | 97–99.5 | Parameter + HIP optimization |
| Binder jet final density (WHA, %) | 88–93 | 92–96 | Enhanced sinter cycles/additives |
| Oxygen in AM-grade W powder (wt%) | 0.08–0.15 | 0.04–0.10 | Improved inert handling/52907 |
| As-printed Ra (μm, vertical) | 18–30 | 14–22 | Contour + scan tuning |
| HIP time reduction vs 2023 (%) | - | 15–25 | Better powder and preheat |
References: ISO/ASTM 52907, ASTM E1019/E1409/E1447 (O/N/H), peer-reviewed AM tungsten studies, OEM application notes, NIST AM‑Bench
Latest Research Cases
Case Study 1: Crack-Resistant Pure Tungsten Heat Shields via High-Preheat L-PBF (2025)
Background: A fusion research lab needed thin-walled tungsten heat shields with minimal cracking and high dimensional stability.
Solution: Implemented 850°C plate preheat, short island scan strategy, and low-oxygen spherical powder (D50 ≈ 30 μm, O ≤ 600 ppm); post-HIP at 1,400°C and vacuum stress relief.
Results: Relative density 99.2%; cracking rate <2% of surface area (−70% vs prior process); warpage reduced 40%; service life in thermal cycling +28%.
Case Study 2: Binder Jet Tungsten Heavy Alloy Collimators for Medical Imaging (2024)
Background: An imaging OEM sought complex internal channels and reduced machining for patient-specific collimators.
Solution: Binder jetting W‑Ni‑Fe with tailored binder and catalytic debind; stepped sinter with support setters; selective machining on interfaces.
Results: Final density 94.5%; dimensional accuracy ±0.25%; internal channel surface roughness improved 22% after vibratory finishing; unit cost −18% vs machined WHA blocks.
Expert Opinions
- Prof. Susmita Bose, Materials Scientist, Washington State University
Key viewpoint: “High preheat and oxygen control are pivotal for pure tungsten in L-PBF; they determine crack suppression more than laser power alone.” - Dr. Brent Stucker, AM Industry Executive and Researcher
Key viewpoint: “Binder jetting of tungsten heavy alloys is maturing into serial production where geometry complexity and cost outweigh the absolute density of L-PBF.” - Dr. John Slotwinski, Materials Research Engineer, NIST
Key viewpoint: “Powder passports linking PSD and O/N/H to CT porosity and mechanical data are accelerating cross-site qualification for 3D Printed Tungsten parts.” https://www.nist.gov/
Practical Tools/Resources
- ISO/ASTM 52907: Metal powder feedstock characterization
https://www.iso.org/standard/78974.html - ASTM E1019/E1409/E1447: Methods for O/N/H analysis in refractory metal powders
https://www.astm.org/ - NIST AM‑Bench: Datasets and benchmarks relevant to refractory metals in AM
https://www.nist.gov/ambench - IAEA Radiation Shielding Resources: Design considerations for high‑Z materials
https://www.iaea.org/ - Plansee Knowledge Base: Tungsten materials processing and data
https://www.plansee.com/ - OEM technical notes (GE Additive, ExOne/Desktop Metal) on L‑PBF and binder jet tungsten process windows
Last updated: 2025-08-27
Changelog: Added targeted FAQs, a 2025 KPI table for 3D Printed Tungsten, two recent case studies (L‑PBF heat shields; binder jet collimators), expert viewpoints, and curated tools/resources.
Next review date & triggers: 2026-03-31 or earlier if new high-preheat L‑PBF platforms ship, ISO/ASTM standards change, or substantial advances in binder jet tungsten densities are published.