알루미늄 적층 제조 소개
마지막으로 날렵한 새 항공기를 보고 감탄하거나 경량 자동차의 디자인에 감탄했던 기억이 있으신가요? 그럴 가능성이 높습니다. 알루미늄 적층 제조 의 역할이 컸습니다! 이 기술은 강하면서도 가벼운 소재인 알루미늄으로 복잡한 부품을 생산할 수 있다는 점 때문에 인기가 높아졌습니다.
알루미늄 적층 제조 공정
많은 사람들이 3D 프린팅이라고 부르는 적층 제조는 더 이상 플라스틱 장난감이나 프로토타입에만 국한되지 않습니다. 3D 프린팅은 금속을 활용하도록 진화했으며 알루미늄이 그 선두에 서게 되었습니다.
2.1. 레이어별 생산
케이크가 한 번에 한 층씩 만들어지는 것처럼(군침이 도는 다층 케이크를 기억하시나요?), 적층 제조는 물체를 한 층씩 쌓아 올립니다. 얇은 알루미늄 분말 시트를 고출력 레이저를 사용하여 원하는 물체의 모양이 될 때까지 서로 융합합니다. 마술 같죠?
2.2. 재료 선택 및 준비
올바른 등급의 알루미늄을 선택하는 것이 중요합니다. 파우더는 사전 합금화되어 있어 가공 전에 필요한 합금 원소가 혼합되어 있습니다. 빵을 굽기 전에 밀가루를 체로 쳐야 한다고 생각하시나요? 이것이 바로 금속에 해당하는 것입니다!
2.3. 후처리 단계
물체가 인쇄된 후에는 재료 특성을 향상시키기 위해 열처리와 같은 마무리 작업을 해야 합니다. 다이아몬드를 빛나게 하기 위해 연마한다고 생각하면 됩니다!

적층 제조에서 알루미늄의 이점
그렇다면 왜 알루미늄일까요? 알루미늄의 장점에 대해 자세히 알아봅시다.
3.1. 강도 및 내구성
알루미늄은 강도와 무게 사이에서 훌륭한 균형을 제공합니다. 강인하면서도 놀라울 정도로 민첩한 체조 선수를 상상해 보세요. 이것이 바로 제조업계의 알루미늄입니다!
3.2. 경량 속성
항공이나 자동차 같은 산업에서는 1그램이 중요합니다. 깃털과 같은 무게의 알루미늄은 효율적이고 친환경적인 디자인을 구현하는 숨은 주역입니다.
3.3. 비용 효율성
합리적인 가격에 좋은 품질을 좋아하지 않는 사람이 있을까요? 운송 비용 절감과 재료 효율성으로 인해 알루미늄은 인기 있는 선택입니다.
알루미늄 적층 제조의 응용 분야
알루미늄 적층 제조는 어디에 파장을 일으키고 있을까요?
4.1. 항공우주 및 항공
항공기에는 강하면서도 가벼운 소재가 필요합니다. 알루미늄보다 더 적합한 소재가 있을까요?
4.2. 자동차 산업
엔진 부품부터 섀시 부품에 이르기까지 알루미늄 적층 제조는 자동차 업계에 활기를 불어넣고 있습니다.
4.3. 의료 장비
놀랐나요? 알루미늄은 생체 적합성이 뛰어나 특정 의료용 도구와 임플란트를 만드는 데 적합합니다.
4.4. 소비자 가전
세련된 노트북이나 스마트폰을 동경하시나요? 세련되고 가벼운 디자인의 알루미늄에 감사하세요.

과제 및 솔루션
모든 기술이 그렇듯 극복해야 할 장애물이 있습니다.
5.1. 표면 거칠기
알루미늄 부품은 제작 후 표면이 거칠어질 수 있으므로 마감 처리가 필수적입니다. 하지만 '모서리는 거칠지만 속은 보석'이라는 말을 들어본 적이 있나요?
5.2. 열 스트레스 관리
열이 너무 많으면 부품이 휘어질 수 있습니다. 해결책은? 최적화된 서포트 구조와 제어된 빌드 환경입니다.
5.3. 제품 일관성 보장
품질 보증이 가장 중요합니다. 적절한 견제와 균형을 통해 생산의 일관성을 유지할 수 있습니다.
알루미늄 적층 제조의 미래
지평선을 바라보면 이 기술의 잠재력은 무한해 보입니다. 지속 가능한 생산부터 혁신적인 디자인까지, 한계는 없습니다!

결론
알루미늄 적층 제조는 강도, 경량 특성, 비용 효율성으로 산업을 재편하고 있습니다. 기술이 발전함에 따라 그 응용 분야와 영향력은 더욱 확대될 전망입니다. 알루미늄 혁명을 맞이할 준비가 되셨나요?
자주 묻는 질문
- 알루미늄 적층 제조란 무엇인가요?
- 알루미늄 분말을 사용하여 레이어별로 물체를 만드는 3D 프린팅 프로세스입니다.
- 적층 제조에서 알루미늄이 선호되는 이유는 무엇인가요?
- 강도가 높고 가벼우며 비용 효율성이 높기 때문입니다.
- 알루미늄 적층 제조의 혜택을 가장 많이 받는 산업은 무엇일까요?
- 항공우주, 자동차, 의료, 가전제품이 주요 수혜 업종입니다.
- 적층 제조에 알루미늄을 사용하는 데 어려움이 있나요?
- 표면 거칠기, 열 응력, 제품 일관성 등의 문제가 있지만 해결책은 존재합니다.
- 알루미늄 적층 제조는 친환경적일까요?
- 재료 효율성과 지속 가능한 생산의 잠재력을 고려할 때 그럴 수 있습니다.
Frequently Asked Questions (FAQ)
1) Which aluminum alloys are most common in Aluminum Additive Manufacturing and why?
- AlSi10Mg and AlSi7Mg lead due to good weldability, low cracking tendency, and predictable heat-treat response. High‑strength Sc/Zr‑modified Al‑Mg alloys and F357 (AlSi7Mg0.6) are growing for better fatigue and higher temperature stability.
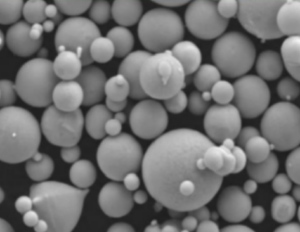
2) What powder characteristics most affect build quality in LPBF?
- Particle size distribution 15–45 μm (sometimes 20–63 μm), high sphericity (>0.93), low satellites, low moisture, and low oxygen. Consistent apparent/tap density and stable Hall/Carney flow per ISO/ASTM 52907 and ASTM B213 are key.
3) How do heat treatments differ for AlSi10Mg vs F357 after printing?
- AlSi10Mg: T5/T6‑like regimes (e.g., stress relief 2–3 h at ~300–320°C) to adjust Si morphology and relieve stress. F357/F357‑AM: full T6 (solution ~540–550°C + quench + age ~155–170°C) to maximize strength and fatigue.
4) Can Aluminum Additive Manufacturing match wrought properties?
- With optimized scan strategies, proper heat treatment, and surface finishing/HIP where needed, tensile strength can meet or exceed cast equivalents and approach wrought in some cases. Surface‑initiated fatigue remains a focus; machining or shot peen improves results.
5) What are common challenges when printing aluminum and how to mitigate them?
- Keyholing and porosity: tune laser power/hatch/scan speed and maintain low humidity.
- Warping: preheat plate, optimize supports, balanced scan vectors.
- Spatter/soot buildup: high‑flow inert gas management and regular optics cleaning.
- Hydrogen porosity: dry powder and maintain low dew point in the chamber.
2025 Industry Trends: Aluminum Additive Manufacturing
- High‑strength AM alloys: Commercialization of Sc‑ and Zr‑modified Al‑Mg systems with improved crack resistance, enabling thicker sections and better fatigue.
- Multi‑laser productivity: 4–12 laser platforms with coordinated overlap reduce build times 25–60% for AlSi10Mg and F357.
- Digital material passports: Lot‑level PSD, O/H, flow, and reuse counts standardize cross‑site validation and regulatory submissions.
- Sustainability: Argon recirculation and powder circularity programs extend reuse cycles (5–12 blends) and cut gas consumption 20–40%.
- Hybrid manufacturing: AM near‑net shapes + 5‑axis machining deliver cast‑like surface finishes with reduced lead time for complex housings and heat exchangers.
2025 KPI Snapshot (indicative ranges for LPBF aluminum)
| Metric | 2023 Typical | 2025 Typical | Notes/Sources |
|---|---|---|---|
| LPBF build rate (cm³/h per laser, AlSi10Mg) | 40–70 | 60–110 | Multi‑laser + scan optimization |
| As‑built density (relative) | 99.3–99.7% | 99.5–99.9% | Optimized parameter sets |
| Surface roughness Ra (μm, vertical) | 12–25 | 8–18 | Process tuning + finishing |
| Oxygen in AM powder (wt%) | 0.06–0.12 | 0.04–0.08 | Improved handling/drying |
| Reuse cycles before blend | 3–6 | 5–12 | Digital tracking + sieving |
| Heat exchanger weight reduction vs cast | 20–35% | 25–45% | Lattice/conformal designs |
References: ISO/ASTM 52907; ASTM B213/B212; ASTM F3318 (LPBF AlSi10Mg); OEM application notes (EOS, SLM Solutions, Renishaw, 3D Systems); NIST AM‑Bench; industry sustainability reports
Latest Research Cases
Case Study 1: Conformal Aluminum Heat Exchanger via LPBF (2025)
Background: An EV OEM needed higher thermal performance and shorter lead time than investment casting could deliver.
Solution: Printed AlSi10Mg exchanger with conformal channels; applied stress relief and targeted machining on sealing faces; implemented digital powder passports and argon recirculation.
Results: Build time −41%; mass −33%; pressure drop −18% at equal duty; CT‑verified density 99.7%; cycle time from design to test article cut from 10 weeks to 4 weeks.
Case Study 2: Sc‑Modified Al‑Mg Brackets for Aerospace Interiors (2024)
Background: A tier‑1 supplier sought higher specific stiffness and fatigue life than AlSi10Mg brackets.
Solution: Qualified Sc/Zr‑modified Al‑Mg powder (15–45 μm), optimized scan to avoid hot cracking; full T6‑like heat treatment; shot peen to improve surface fatigue.
Results: High‑cycle fatigue life +28% vs AlSi10Mg baseline; part count reduced 5→2 via consolidation; lead time −35%; no cracking observed in coupon metallography.
Expert Opinions
- Prof. Ian Gibson, Professor of Additive Manufacturing, University of Twente
Key viewpoint: “Coordinated multi‑laser strategies and parameter portability are moving Aluminum Additive Manufacturing from prototypes to repeatable serial production.” - Dr. John Slotwinski, Materials Research Engineer, NIST
Key viewpoint: “Powder quality—PSD, oxygen, and moisture—verified by standardized methods remains the strongest predictor of porosity and fatigue in LPBF aluminum.” https://www.nist.gov/ - Dr. Anushree Chatterjee, Director, ASTM International AM Center of Excellence
Key viewpoint: “Expect broader alignment of COAs with ISO/ASTM 52907 and faster qualification under ASTM F3318 for AlSi10Mg and emerging high‑strength Al alloys.” https://amcoe.astm.org/
Practical Tools/Resources
- ISO/ASTM 52907: Metal powder feedstock characterization
https://www.iso.org/standard/78974.html - ASTM F3318: Standard for AlSi10Mg processed by LPBF
https://www.astm.org/ - ASTM B213/B212: Flow and apparent density tests for metal powders
https://www.astm.org/ - NIST AM‑Bench: Benchmark datasets for AM validation
https://www.nist.gov/ambench - Senvol Database: Machine/material data for Aluminum Additive Manufacturing
https://senvol.com/database - OEM parameter libraries and guides (EOS, SLM Solutions, Renishaw, 3D Systems) for AlSi10Mg/F357
Last updated: 2025-08-27
Changelog: Added 5 focused FAQs, 2025 KPI/trend table, two recent case studies, expert viewpoints, and curated standards/resources specific to Aluminum Additive Manufacturing.
Next review date & triggers: 2026-03-31 or earlier if ISO/ASTM standards update, OEMs release new Al AM parameter sets, or major data on powder reuse/gas recovery is published.