MIM金属粉末は、複雑で高密度の金属部品を製造するために、金属粉末原料を金型に注入する製造プロセスである。MIMプロセスは、プラスチック射出成形の設計の柔軟性と機械加工された金属部品の強度と完全性を兼ね備えています。
MIM粉末とは、MIMプロセスの原料として使用される金属粉末を指す。MIM粉末の組成と特性は、MIM部品の特性、品質、費用対効果に大きな影響を与える。
MIMパウダーの種類と組成
MIM粉末には、ステンレス鋼、工具鋼、磁性合金、銅合金、超合金、チタン合金など、幅広い種類の合金があります。鉄、ニッケル、コバルトはほとんどのMIM粉末のベースとなっています。
最も一般的なカテゴリー MIM金属粉末 を含む:
| MIMパウダータイプ | 構成 |
|---|---|
| ステンレス | Fe-Cr-Ni+Mo、Ti、Nbなどの微量元素 |
| 工具鋼 | Fe-Cr-Mo-V+W、Crなどの炭化物形成剤 |
| 軟磁性合金 | Fe-Si、Fe-Ni、Fe-Co + Cu、Nbなど |
| 銅合金 | Cu-Zn、Cu-Al、Cu-Snなど。 |
| 超合金 | Ni/Co-Cr+Al、Ti、Nb、Ta、Wなど。 |
| チタン合金 | Ti-Al-V、Ti-Mn、Ti-Moなど。 |
用途によって要求される特定の特性を得るために、正確な組成を変えることができる。微量元素は慎重に管理されています。
組成と合金化学は、MIM粉末の性能、加工性、価格を決定する。
MIMパウダーの特性と特徴
組成に加えて、MIM粉末はMIMプロセスに適した特定の物理的・化学的特性を有している:
表1: MIMパウダーの主な特性と特徴
| プロパティ | 望ましい価値観 | 意義 |
|---|---|---|
| 粒子径 | 10-20 μm | 粉体の流動性と充填密度に影響 |
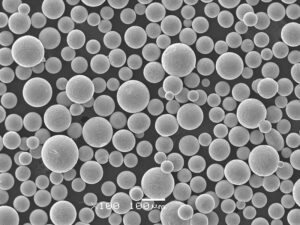
| 形態学 | 球形、衛星なし | 粉体の流動性を判定 |
| 酸素含有量 | 0.5% | 衝撃 脱バインダーと焼結 |
| 見かけ密度 | 真の密度の80 | 最終部品の密度に影響 |
| タップ密度 | 真の密度の90 | 混合と流れの挙動を決定する |
| ハウスナー比 | 1.25 | 粉体の流動性を示す |
| ピクノメトリック密度 | 合金通り | 最終部品密度の上限を設定 |
| 流量 | 28秒/50g | スムーズな射出成形 |
高品質のMIMパーツを製造するには、粒子径、形状、密度、流動性などのパウダー特性を正確に制御する必要がある。

MIMパウダーの用途と使用
MIMは、以下のような業界全体で、優れた機械的特性を持つ小型で複雑な部品の製造に使用されている:
表2: MIMパウダーの主な用途
| 産業 | 典型的な用途 | 使用合金グレード |
|---|---|---|
| 航空宇宙 | タービンブレード、インペラ | ニッケル超合金、チタン合金 |
| 自動車 | ギア、コンロッド | ステンレス鋼、工具鋼 |
| 消費者 | 時計本体、歯科矯正用ブラケット | ステンレス鋼、チタン合金 |
| エレクトロニクス | センサー、コネクターピン | 磁性合金、銅合金 |
| メディカル | メスの刃、鉗子 | ステンレス鋼、工具鋼 |
| 銃器 | トリガー、ハンマー、スライド | ステンレス鋼、工具鋼 |
MIMは、複数の部品を1つの複雑な部品に統合することを可能にする。 MIMパウダーの柔軟性は、多様で高価値な産業での使用を可能にする。
MIMパウダーの仕様と規格
MIMパウダーは、業界/アプリケーションのニーズに合わせた様々な標準グレードとカスタムグレードがあります:
表3: MIMパウダーの仕様、サイズ、規格
| スタンダード | グレード | 粒子サイズ | 化学 |
|---|---|---|---|
| ASTM F2885 | SS316L、SS17-4PH、SS410、インコネル718のような一般的な等級 | 16-20 μm | 合金の種類によって定義される |
| ISO 22068 | 同等の成績 | ASTMに類似 | ASTMに類似 |
| Epma/MIMAガイド | カスタムグレードも可能 | 10-22 μm(代表値 | 顧客指定 |
ほとんどのMIM粉末メーカーは、業界の要求に沿った標準グレードとカスタムグレードを提供している。
航空宇宙、医療など、より要求の厳しい用途には特殊グレードも可能です。
MIMパウダーのサプライヤーと価格
以下の主要グローバルサプライヤーが高品質のMIMパウダーを提供している:
表4: 主なMIM粉末サプライヤーと参考価格
| サプライヤー | 対象学年 | 価格 |
|---|---|---|
| サンドビック・オスプレイ | 豊富なグレード・ポートフォリオ | $$$ |
| ホーガナス | 主な成績 | $$ |
| AMESグループ | オーダーメイドの成績 | $-$$ |
| BASF | 高純度グレード | $$$ |
| カイメラ・インターナショナル | 幅広い | $-$$ |
価格は、一般的なステンレス鋼種で20ドル/kgから、エキゾチックな超合金で200ドル/kgまで、注文量と正確な組成によって異なる。
MIMパウダーは厳格な品質管理と多大な加工を必要とするため、完成グレードは割高な価格設定となっている。
MIMパウダーの長所と短所
表5: MIMパウダーの利点と限界
| メリット | 制限事項 |
|---|---|
| 複雑なネットシェイプ部品 | 他のプロセスと比較して部品コストが高い |
| 優れた機械的特性 | 限られたサイズ範囲 |
| 幅広い素材への柔軟性 | 制限されたジオメトリー |
| 各業界で実証済み | 高い専門性が必要 |
MIMプロセスは、設計ガイドラインに従えば、他の技術では達成できない高性能の金属部品を可能にする。
MIMパウダーは、それに伴う部品コストの上昇にもかかわらず、MIMの応用範囲を拡大した。

よくある質問 MIMメタルパウダー
Q: 一般的なMIMパウダーの組成は?
A: ほとんどのMIM粉末は鉄、ニッケル、コバルトをベースとした合金で、クロムが15~30%、モリブデンが最大20%、チタン、ニオブなどが微量添加されています。粉末の組成は用途の要件に合わせます。
Q: MIM原料として最も重要な粉末の特性は何ですか?
A: 粒径、形態、見かけ密度、流量、酸素含有量は、MIM原料の挙動と焼結部品の特性に最も大きな影響を与える。これらの粉末属性は厳密な管理が必要である。
Q:MIMプロセスでは貴金属の使用は可能ですか?
A: はい、金合金や純銀のような貴金属は、MIMの100%の材料利用率により、宝飾品や高価値の用途に容易にMIM’することができます。
Q: MIMパウダーの仕様にはどのような規格がありますか?
A: 主な規格にはASTM F2885、ISO 22068、EpmaやMIMAの業界団体ガイドがあり、一般的な等級と試験手順が記載されています。カスタムグレードも可能です。
Q: MIMパウダーの価格はどのように決まるのですか?
A: MIMの価格は、組成、生産量、品質レベル、加工方法によって大きく異なります。一般的に、清浄度が高く、球状で、カスタマイズされた粉末の場合、コストは上昇します。
結論
MIMは、各用途に合わせた特殊なMIM粉末によって可能になり、様々な産業において従来の製造ルートを置き換え続けています。サンドビック・オスプレイやBASFのようなMIM粉末サプライヤーは、厳格な品質管理と合金の革新を通じて、最適な原料性能と焼結部品の品質を確保し、金属射出成形の幅広い採用を促進しています。
Frequently Asked Questions (Supplemental)
1) What particle size and shape are optimal for high‑throughput MIM feedstock?
- Spherical, satellite‑free MIM Metal Powder with D50 ≈ 12–18 μm and narrow PSD. Target Hausner ratio ≤1.20, flow rate ≥28 s/50 g (Hall funnel), and tap density ≥90% of true density to ensure consistent mixing and injection.
2) How do oxygen and carbon levels impact debinding and sintering?
- Elevated O promotes oxide films, hindering neck growth; excess C can cause soot and dimensional drift. Typical targets for stainless MIM powders: O ≤0.20–0.40 wt% (alloy‑dependent) and controlled C aligned to binder chemistry. Verify via inert gas fusion (ASTM E1019).
3) Can MIM Metal Powder be reused from sprues/runners?
- Yes, limited reclaim (often ≤10–20% by mass) can be blended with virgin powder if sieved and re‑qualified for PSD, O/N/H, and flow. Validate with SPC to avoid viscosity drift and defects.
4) What alloys are most common in medical MIM and why?
- 316L, 17‑4PH, and Co‑Cr‑Mo due to established biocompatibility and corrosion resistance. Use low interstitial grades and certify per ASTM F2885; conduct ISO 10993 biocompatibility where applicable.
5) How does powder selection change for micro‑MIM components?
- Favor ultra‑fine spherical powders (D50 ≈ 5–10 μm) with very low satellites to fill micro‑features; binder systems with lower viscosity and controlled solids loading; tighter sintering atmospheres to limit distortion.
2025 Industry Trends and Data
- Digital powder passports: Lot‑level traceability of chemistry (O/N/H/C), PSD, apparent/tap density, and inclusion cleanliness are now routine in RFQs for regulated sectors.
- ESG and cost: Wider adoption of recycled content streams and energy‑efficient atomization; more suppliers publishing Environmental Product Declarations (EPDs).
- Micro‑MIM growth: Surge in wearables, micro‑gears, and minimally invasive instruments drives demand for ultra‑fine MIM Metal Powder with advanced binders.
- Hybridization: MIM + secondary finishing (HIP, isostatic sizing, micro‑machining) standardizes tolerance and fatigue performance for aerospace and medical.
- In‑process analytics: Rheometry at compounding and cavity pressure sensing during molding reduce scrap by enabling real‑time viscosity control.
| KPI (MIM Metal Powder & Process), 2025 | 2023 Baseline | 2025 Typical/Target | Why it matters | Sources/Notes |
|---|---|---|---|---|
| PSD D50 for general MIM (μm) | 14–22 | 12–18 | Packing and flow | ASTM B822; supplier QC |
| Oxygen in 316L MIM powder (wt%) | 0.25–0.45 | 0.15–0.30 | Corrosion, density | ASTM E1019 |
| Hausner ratio (–) | 1.22–1.28 | 1.12–1.20 | Flow stability | ASTM B213/B212 |
| Green density variation (Cpk) | 1.1–1.3 | ≥1.5 | 寸法管理 | Plant SPC data |
| Post‑HIP density (common alloys) | 99.5–99.7% | 99.7–99.9% | Fatigue/leak‑tightness | OEM/peer‑reviewed data |
| Scrap rate with cavity pressure control | - | −10–20% vs. baseline | Yield/cost | Vendor app notes |
| Recycled content disclosed | 限定 | 15–30% for select grades | ESG reporting | EPD/LCA reports |
Standards and references:
- ASTM F2885 (MIM powders and components), ASTM B822/B214 (PSD), B212/B213 (apparent density/flow), E1019 (O/N/H): https://www.astm.org
- ISO 22068 (MIM powders/components): https://www.iso.org
- EPMA/MIM materials and design guides: https://www.epma.com
- ASM Handbook, Powder Metallurgy and MIM: https://dl.asminternational.org
Latest Research Cases
Case Study 1: Ultra‑Fine 17‑4PH MIM for Micro‑Gears in Wearables (2025)
- Background: A consumer electronics OEM required sub‑2 mm gears with tight tolerances and high wear resistance.
- Solution: Spherical 17‑4PH MIM Metal Powder (D50 ≈ 9 μm, O = 0.18 wt%); tailored low‑viscosity binder; micro‑gate tooling with cavity pressure sensors; two‑step debind; vacuum sinter + aging; optional micro‑HIP.
- Results: Post‑HIP density 99.85%; dimensional Cpk 1.7 on critical features; wear life +25% vs. prior PM baseline; overall scrap −18%.
Case Study 2: High‑Conductivity Cu‑Ni‑Si MIM Contacts with Controlled Oxygen (2024)
- Background: An automotive Tier‑1 needed complex electrical contacts combining form factor freedom with high conductivity.
- Solution: Gas‑atomized Cu‑Ni‑Si powder (D50 ≈ 15 μm, O ≤0.08 wt%); hydrogen‑rich sintering to reduce oxides; in‑line eddy‑current conductivity testing; selective silver plating post‑sinter.
- Results: Conductivity 45–52% IACS after age‑hardening; first‑pass yield +12%; contact resistance variation −30%; unit cost −10% vs. machined Cu alloy.
Expert Opinions
- Prof. Randall M. German, Powder Metallurgy Scholar and Author
- Viewpoint: “For MIM, apparent density and flow uniformity are the levers that most influence dimensional stability—optimize powder packing before chasing sintering tweaks.”
- Dr. Martina Zimmermann, Head of Additive Materials, Fraunhofer IWM
- Viewpoint: “Digital powder passports coupled with rheology monitoring at compounding shorten qualification cycles and improve lot‑to‑lot consistency for MIM Metal Powder.”
- Dr. Paul J. Davies, Materials Engineer, EPMA MIM Expert Group
- Viewpoint: “Ultra‑fine PSDs unlock micro‑MIM, but only when oxygen is tightly controlled and tooling venting is engineered to avoid binder‑rich defects.”
Affiliation links:
- Fraunhofer IWM: https://www.iwm.fraunhofer.de
- EPMA (European Powder Metallurgy Association): https://www.epma.com
- ASM International: https://www.asminternational.org
Practical Tools/Resources
- Standards/QC: ASTM F2885; ISO 22068; ASTM B212/B213/B214/B822; ASTM E1019 for O/N/H
- Metrology: LECO inert‑gas fusion (https://www.leco.com); helium pycnometry (ASTM B923) for true density; laser diffraction PSD; SEM for morphology/inclusions
- Process control: Capillary rheometers for feedstock; cavity pressure/temperature sensors; SPC templates for green density and shrinkage
- Design guides: EPMA MIM design for manufacturability; ASM Handbook MIM chapters; MPIF design standards (https://www.mpif.org)
- Supplier databases: Senvol Database (https://senvol.com/database) for materials/process data; MatWeb (https://www.matweb.com)
Last updated: 2025-08-22
Changelog: Added 5 targeted FAQs; introduced 2025 trend KPI table with standards; provided two case studies (micro‑MIM 17‑4PH gears; Cu‑Ni‑Si contacts); included expert viewpoints with affiliations; compiled standards, metrology, process control, and design resources for MIM Metal Powder.
Next review date & triggers: 2026-02-01 or earlier if ASTM/ISO standards update, major suppliers change O/N/H or PSD specs, or new datasets on micro‑MIM performance and in‑process monitoring are published.