高性能自転車の複雑なギアや、建設用クレーンの強靭な強さに驚嘆したことはないだろうか。そのような現代工学の驚異の数々を支える秘密は、小さな、控えめなヒーローにある: 低合金鋼粉.この革新的な素材は、強度、汎用性、精度の強力なブレンドを提供し、複雑な部品の製造方法に革命をもたらしている。
しかし、低合金鋼粉とは一体何なのだろうか?この革新的な素材の魅力的な世界を掘り下げていこうと思う。
低合金鋼粉末:組成の強さ
低合金鋼粉の核心は、慎重に制御された組成を持つ鋼から派生した金属粉である。鉄と炭素以外の元素をほとんど含まない従来の鋼とは異なり、低合金鋼粉にはクロム、マンガン、ニッケル、モリブデンなどの他の金属が少量含まれています。これらの合金元素は、たとえ少量であっても、鋼の特性を高め、鋼を作る上で重要な役割を果たします:
- もっと強く: クロムやマンガンなどの合金元素は、より強固な内部構造に寄与し、強度と変形に対する抵抗力を高める。鋼鉄を鉄原子のもつれた網の目のように想像してみてください。合金元素は補強材のような役割を果たし、この網の目の中に自らを織り込み、より弾力性のある構造を作り出します。
- より硬化しやすい: モリブデンのような特定の元素は、熱処理工程で鋼の焼入れ能力を向上させます。焼き入れは、刃物を焼き戻すようなものだと考えてください。モリブデンは、鋼がより長くそのエッジを保持するのを助け、優れた耐摩耗性を提供します。
- より汎用性が高い: 合金元素の特定の組み合わせは、所望の特性を達成するために調整することができます。強度と溶接性を兼ね備えた鋼が必要ですか?ニッケルはそのバランスをとるのに役立ちます。ニッケルはそのバランスを取るのに役立ちます。それは、異なる合金元素で満たされた工具箱を持っているようなもので、それぞれが特定の用途にユニークな利点を提供します。

以下は、様々な製品の種類、組成、特性、特徴についてまとめた表である。 低合金鋼粉:
| 低合金鋼粉末の種類 | 組成 (wt%) | 主要物件 | 特徴 |
|---|---|---|---|
| 17-4PH | Fe(Bal.)、Cr(17)、Ni(4)、Cu(4) | 高強度、良好な耐食性、優れた加工性 | 航空宇宙および医療用途に広く使用されている |
| 4140 | Fe(Bal.)、Cr(1)、Mo(0.25)、Mn(0.80)、C(0.40) | 高強度、良好な焼入れ性、優れた靭性 | ギア、シャフト、その他の構造部品によく使用される。 |
| 316L | Fe(Bal.)、Cr(16-18)、Ni(10-14)、Mo(2-3) | 優れた耐食性、良好な溶接性 | 船舶用部品や医療用インプラントなど、化学薬品や海水に対する高い耐性を必要とする用途に最適 |
| AISI 42CrMo4 | Fe(Bal.)、Cr(1.00)、Mo(0.20)、Mn(0.70)、C(0.42) | 高強度、優れた靭性、優れた耐疲労性 | 自動車産業でクランクシャフトやコネクティングロッドなどの部品に広く使用されている。 |
| 20MnCr5 | Fe (Bal.)、Mn (1.30)、Cr (0.60)、C (0.20) | 高強度、優れた延性、優れた耐摩耗性 | 自動車用プロトタイプと汎用部品のためのコスト効率の高いオプション |
| CM24 | Fe(Bal.)、Cr(2.5)、Mo(0.4)、Ni(0.5) | 高強度、高温での良好な耐クリープ性 | 発電および石油・ガス産業で、高い応力と熱の下で使用される部品に使用される。 |
| GLTech AM300 | Fe(Bal.)、Ni(2)、Cr(0.5)、Mo(0.5) | 優れた強度、高い延性、優れた靭性 | 特性のバランスの良さで知られ、幅広い用途に対応する汎用性の高いオプション。 |
| ホエガネスDM20 | Fe(Bal.)、Ni(2)、Cr(0.5)、Mo(0.5) | GLTech AM300に似た物件を探す | 強度、延性、靭性のバランスの取れた、もう一つの人気のある選択肢。 |
| カーペンター AM 301 | Fe(Bal.)、Ni(1.8)、Cr(0.5)、Mo(0.3) | 高強度、優れた耐疲労性 | 優れた性能を必要とする厳しい用途向けのプレミアム・オプション |
| 押し出しホーニング AM304L | Fe(Bal.)、Ni(8-12)、Cr(18-20)、Mo(2-3) |
低合金鋼粉:製造業の驚異
低合金鋼粉末の魔法は、その組成だけでなく、製造に革命をもたらす方法にもある。機械加工や鋳造のような従来の方法では、材料の無駄が多く、複雑な形状の製造には限界がありました。ここで、3Dプリンティングとしても知られる低合金積層造形(AM)がゲームチェンジャーとして登場する。

低合金鋼の粉末がAMで輝く理由はいくつかある:
- ニアネットシェイプの製造: AMは粉末を層状に重ねて部品を作るため、材料の無駄を最小限に抑えながら複雑な形状を作ることができる。内部に溝がある複雑なギアを作ることを想像してみてほしい。従来の方法では不可能に近いが、AMと低合金鋼粉末を使えば簡単に実現できる。
- 設計の自由度: AMは従来の製造の制約から解放され、エンジニアはこれまで不可能だった複雑な形状を設計できるようになる。強度を高めるために内部格子を持つ軽量構造や、性能を向上させるために複雑な冷却チャンネルを持つ部品を考えてみよう。
- マス・カスタマイゼーション: AMはカスタマイズされたパーツを小ロットで生産することができるため、プロトタイピングや少量生産、さらにはパーソナライズされた医療用インプラントの作成に理想的である。
ここに、様々な産業における低合金鋼粉末の用途の一部を表で紹介します:
| 産業 | 申し込み | 特定低合金鋼粉末 | メリット |
|---|---|---|---|
| 航空宇宙 | タービンブレード、着陸装置部品、軽量構造部品 | 17-4PH、CM24 | 高い強度対重量比、高温下での優れた機械的特性 |
| 自動車 | ギア、クランクシャフト、コンロッド、ブレーキ部品 | AISI 42CrMo4、20MnCr5 | 高強度、良好な耐疲労性、耐摩耗性 |
| メディカル | 歯科インプラント、外科器具、補綴物 | 316L | 優れた耐食性、生体適合性 |
| 石油・ガス | ダウンホールツール、バルブ、圧力容器 | CM24 | 高強度、高温での耐クリープ性 |
| 工具 | 金型、ダイ、パンチ | GLTech AM300、Hoeganaes DM20 | 工具用途に適した強度、延性、靭性のバランス |
| 消費財 | スポーツ用品部品、自転車部品、銃器部品 | 用途により様々 | 設計の自由度、軽量化能力 |
低合金鋼の粉末を適切に選択することは、特定の用途における性能を最適化するために極めて重要である。 希望する強度、耐食性、印刷適性などの要素は、すべて役割を果たします。低合金鋼粉末を選択する際に考慮すべき点を表にまとめました:
| ファクター | 説明 | 例 |
|---|---|---|
| 強さ | 材料が壊れることなく応力に耐える能力。 | AISI 42CrMo4は、クランクシャフトのような高強度用途に適している。 |
| 硬度 | この素材は、永久的なくぼみに対する耐性がある。 | 鉄粉にモリブデンを添加すると、焼入れ性が向上する。 |
| タフネス | 破砕前にエネルギーを吸収する能力 | GLTech AM300は、強度と靭性のバランスが良く、様々な用途に使用できる。 |
| 耐食性 | 錆や劣化に強い素材。 | 316Lは、化学薬品や海水に対する高い耐性を必要とする用途に最適です。 |
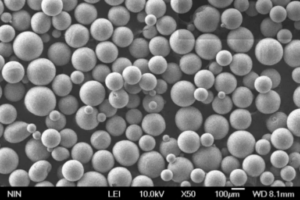
| 印刷適性 | AMプロセスにおける粉末の流動性と融合性 | 一般に、球形で粒径が一定しているパウダーは印刷適性が良い。 |
いくつかの評判の良いサプライヤーは、幅広いラインナップを提供している。 低合金鋼粉価格は特定の組成と粒度によって異なる。 参考までに、著名なサプライヤーを表にまとめてみた(価格情報は変更される可能性があり、サプライヤーから直接入手する必要があることに注意):
| サプライヤー | ウェブサイト | 製品紹介 |
|---|---|---|
| ヘガネスAB | https://www.hoganas.com/en/ | 幅広いAM用低合金鋼粉末 |
| カーペンター アディティブ・マニュファクチャリング | https://www.carpentertechnology.com/additive-manufacturing | 要求の厳しい用途向けプレミアム低合金鋼粉末 |
| 株式会社エクストルーデ・ホーネ | https://www.extrudehone.com/ | 各種AM用途向け低合金鋼粉末 |
| APパウダー社 | https://www.allpowderpaints.com/ | 低合金鋼種を含むAM用金属粉末 |
長所と短所 低合金鋼粉末 AM
他の材料と同様、AMにおける低合金鋼粉末にも、それなりの利点と限界がある:
長所だ:
- 高い強度対重量比: 低合金鋼粉末は、比較的軽量でありながら優れた強度を達成できるため、航空宇宙部品のように軽量化が重要な用途に最適です。飛行機の翼を想像してみてください。飛行中のストレスに対応するためには非常に強靭である必要がありますが、燃料効率を最適化するためには軽量である必要もあります。AMの低合金鋼粉末は、この微妙なバランスを取るのに役立ちます。
- 設計の自由度: 先に述べたように、AMは従来の製造上の制約から解放される。低合金鋼の粉末を使えば、エンジニアはこれまで不可能だった複雑な形状を設計できる。これにより、強度を高めるための内部格子を持つ軽量構造から、エンジンの放熱を改善するための複雑な冷却チャンネルを持つ部品まで、あらゆるものに革新の扉が開かれる。
- 材料効率: 低合金鋼の粉末を使ったAMは、機械加工のような従来の方法と比べて、材料の無駄を最小限に抑えることができる。鉄の塊から複雑なギアを削り出すことを考えてみてください。AMは、必要な量の粉末だけを使い、層を重ねるごとに部品を作り上げるため、より持続可能でコスト効率の高いアプローチにつながります。
- マス・カスタマイゼーション: AMでは、カスタマイズされた部品を小ロットで製造することができる。このため低合金鋼粉末は、プロトタイピング、特殊な工具や金型の作成、さらには患者の解剖学的構造に完全に一致するパーソナライズされた医療用インプラントの製造に理想的である。
短所だ:
- コストだ: AM技術は日進月歩で進化し、より手頃な価格になってきていますが、低合金鋼粉末AMは、大量生産の場合、従来の製造よりもまだ高価な場合があります。これは、粉末自体のコスト、AMマシン、プロセス全体のコストなどの要因によるものです。
- 表面粗さ: AMでプリントされた部品は、従来の機械加工された部品に比べて、わずかに粗い表面仕上げになることがある。しかし、必要に応じて研磨や機械加工などの後処理技術を使用することで、より滑らかな表面を得ることができる。
- 素材が限られている: AMに使用可能な低合金鋼粉末の種類は増えつつあるが、従来の鋼材製造に使用可能な選択肢ほどにはまだ多くない。そのため、特殊な材料特性が要求される特定の産業への応用が制限される可能性がある。
- プロセス制御: AMの成功 低合金鋼粉 は、適切なプロセス制御パラメータに大きく依存しています。レーザー出力、スキャン速度、パウダーベッド温度などの要素はすべて、最終部品で望ましい機械的特性を達成するために重要な役割を果たします。

よくある質問
低合金鋼粉に関するよくある質問(FAQ)をご紹介します:
Q: AM用の低合金鋼粉末にはどのような種類がありますか?
A:低合金鋼の粉末には様々な種類があり、それぞれ異なる特性に合わせた組成を持っています。一般的なものとしては、高強度で耐食性に優れた17-4PH、焼入れ性に優れた4140、耐食性に優れた316Lなどがあります。
Q:AMで従来の鋼鉄よりも低合金鋼の粉末を使う利点は何ですか?
A: 低合金鋼粉末には、廃棄物を最小限に抑えたニアネットシェイプの製造、複雑な形状に対する設計の自由度、小ロット生産に対するマスカスタマイゼーション機能など、いくつかの利点があります。
Q:AMで低合金鋼の粉末を使うことの限界は何ですか?
A: 従来の大量生産に比べコストが高くなる可能性があること、表面仕上げが若干粗くなること、従来の鉄鋼生産に比べ材料の選択肢が限られること、などの制約があります。
Q: 低合金鋼の粉末で作られた部品の強度は?
A: 低合金鋼の粉末は、特定の組成と加工パラメータによって、非常に高い強度レベルを達成することができます。
Q: AMに低合金鋼粉末を使用している産業は?
A: 低合金鋼粉末は、航空宇宙、自動車、医療、オイル&ランプ、ガス、工具、さらには消費財など、さまざまな産業で使用されています。
結論として、低合金鋼粉末は、アディティブ・マニュファクチャリングの状況を一変させる革命的な素材である。その強度、汎用性、設計の自由度というユニークな組み合わせは、さまざまな業界にイノベーションの扉を開きます。AM技術が進化を続け、コスト競争力が高まるにつれて、低合金鋼粉末の採用がさらに広がり、複雑で高性能な部品の可能性によって製造業の未来が形作られることが期待される。
よくある質問(FAQ)
1) Which low alloy steel powders are most popular for AM vs. MIM and why?
- AM (LPBF/BJ/DED): 17-4PH, 4140/42CrMo4, 20MnCr5, and 316L-like variants for corrosion-critical uses due to good printability, sphericity, and established parameters. MIM: 4605, 17-4PH, 4340/4140 given fine PSD (5–20 μm) and mature debind/sinter data.
2) What powder characteristics matter most for Low Alloy Steel Powder in AM?
- Sphericity (>0.93), tight PSD (e.g., 15–45 μm for LPBF; 20–80 μm for BJ), low oxygen/nitrogen (O ≤0.06 wt%, N ≤0.03 wt% typical), low satellites, good Hall flow and tap density to ensure spreadability and density.
3) How do heat treatments differ among common low alloy grades after AM?
- 17-4PH: solution + aging (e.g., H900–H1150). 4140/42CrMo4: quench and temper to target hardness/toughness. 20MnCr5: case hardening/carburizing for wear. Parameters depend on as-built microstructure and desired properties.
4) Can water-atomized low alloy steel powders be used for binder jetting?
- Yes, with post-spheroidization, deoxidation, and narrow classification. Many BJ lines use engineered WA + spheroidized powders to lower cost while maintaining sinterability.
5) What drives cost for Low Alloy Steel Powder in AM?
- Atomization route (gas/plasma > water), PSD yield (fine cuts cost more), certification level (medical/aero premiums), commodity surcharges (Ni, Mo, Cr), and logistics. Reuse strategies and argon recovery can lower effective $/kg.
2025 Industry Trends: Low Alloy Steel Powder
- Cost stabilization via gas recirculation: Argon recovery and optimized gas-to-metal ratios cut utility costs by 15–35% for GA powders.
- BJ + MIM convergence: Shared debind/sinter cells and standardized COAs accelerate qualification of 20MnCr5/4140 parts.
- Digital material passports: Lot-level PSD (D10/D50/D90), O/N/H, flow, tap density, and storage humidity increasingly required in RFQs.
- Surface integrity focus: Standardized shot peen/electropolish and heat-treat recipes to meet fatigue targets in gears and drivetrain parts.
- Sustainability metrics: Suppliers report CO2e/kg and recycled content; buyers include ESG criteria in supplier scoring.
2025 KPI Snapshot for Low Alloy Steel Powder (indicative ranges)
| メートル | 2023 Typical | 2025 Typical | Notes/Sources |
|---|---|---|---|
| Sphericity (GA, 15–45 μm) | 0.92–0.95 | 0.94–0.97 | Improved nozzles/classification |
| Oxygen (wt%) low alloy steels | 0.06–0.10 | 0.04~0.08 | Better inert handling |
| ホール流量(秒/50g) | 22–30 | 20–26 | ASTM B213 |
| Tap density (g/cm³) | 3.6–4.2 | 3.8–4.4 | PSD tuning |
| LPBF relative density (as-built) | 99.0–99.5% | 99.3–99.8% | パラメータの最適化 |
| Argon use reduction | - | 15–35% | Recirculation systems |
References: ISO/ASTM 52907; ASTM B212/B213/B703; ASTM E1019/E1409/E1447; MPIF/ASTM material specs; NIST AM‑Bench; supplier sustainability reports
最新の研究事例
Case Study 1: Carburized 20MnCr5 LPBF Gears with Enhanced Fatigue (2025)
Background: An EV drivetrain supplier needed lightweight gears with high contact fatigue resistance.
Solution: Used gas-atomized Low Alloy Steel Powder (20MnCr5, D50 ≈ 32 μm, O = 0.05 wt%); LPBF parameter set targeting 99.6% density; post-build stress relief, carburize + quench/temper; micro-shot peen.
Results: Bending fatigue limit +18% vs wrought reference at equal mass; surface hardness 60–62 HRC with case depth 0.9–1.1 mm; NVH improved (gear whine −2.4 dB); scrap rate −22% after PSD tightening.
Case Study 2: Binder Jet 4140 with Inline Spheroidized WA Powder (2024)
Background: A hydraulics OEM sought lower-cost manifolds with adequate toughness.
Solution: Qualified water-atomized 4140 post-spheroidized powder (20–65 μm); catalytic debind, vacuum sinter + temper; selective machining on sealing faces.
Results: Powder cost −20% vs GA; sintered density 97.5–98.5%; impact energy +12% after temper optimization; leak rate <10−6 mbar·L/s after impregnation; lead time −30% vs machining billet.
専門家の意見
- ジョン・スロットウィンスキー博士、米国国立標準技術研究所(NIST)材料研究エンジニア
Key viewpoint: “Linking powder KPIs—PSD and O/N/H—to CT porosity and fatigue outcomes enables performance-based sourcing of Low Alloy Steel Powder.” https://www.nist.gov/ - Prof. Ian Gibson, Professor of Additive Manufacturing, University of Twente
Key viewpoint: “Binder jetting of engineered low alloy steels is maturing, especially where shared sinter assets with MIM flatten costs for serial production.” - ASTMインターナショナルAMセンター・オブ・エクセレンス所長、アヌシュリー・チャタジー博士
Key viewpoint: “Consistent COAs to ISO/ASTM 52907 and ASTM data reporting frameworks shorten qualification for safety-critical drivetrain components.” https://amcoe.astm.org/
実用的なツール/リソース
- ISO/ASTM 52907: Metal powder feedstock characterization
https://www.iso.org/standard/78974.html - ASTM standards: B212/B213/B703 (density/flow), E1019/E1409/E1447 (O/N/H), process reporting (F3301)
https://www.astm.org/ - MPIF resources and material specs for powder metallurgy and low alloy steels
https://www.mpif.org/ - NIST AM‑Bench: Public datasets correlating powder, process, and performance
https://www.nist.gov/ambench - Senvol Database: Compare machines/materials for LPBF/BJ and MIM routes
https://senvol.com/database - OEM/supplier notes (e.g., Höganäs, Carpenter Additive, Sandvik) on low alloy steel powder selection, heat treat, and sintering best practices
最終更新日: 2025-08-27
変更履歴: Added five targeted FAQs, a 2025 KPI table for low alloy steel powders, two recent case studies (LPBF 20MnCr5 gears; BJ 4140 manifolds), expert viewpoints, and curated tools/resources.
次回の見直し日とトリガー: 2026-03-31 or earlier if ISO/ASTM/MPIF specs update, major suppliers revise powder COA requirements, or new fatigue/corrosion datasets for low alloy AM grades are published.