鉄ニッケル粉ニッケル鉄粉またはNi-Fe粉としても知られ、鉄とニッケルを含む合金の粉末冶金形態を指す。この多目的材料はユニークな特性を持ち、多くの産業や用途で使用されています。
この総合ガイドは、鉄ニッケル粉に関する主要な詳細を使いやすい表形式で提供します。鉄ニッケル粉の組成、特性、製造方法、用途、サプライヤー、その他の技術仕様について探ります。メーカー、購買担当者、エンジニア、研究者など、この多目的合金粉について知る必要のあるあらゆる情報がこの一冊に集約されています。
鉄ニッケル粉の概要
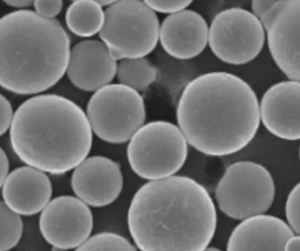
鉄ニッケル粉は鉄とニッケルを主成分とし、少量の他の合金元素を含む。金属的な性質を持ち、磁性を持つ。粉末の粒子は細かく、球状です。
この材料の優れた特性には、高透磁率、低保磁力、良好な被削性、優れた耐食性などがある。これらの特性により、この粉末は電磁シールド、軟磁性用途、ろう付け、溶接などに最適です。
ここでは、鉄ニッケル粉について簡単に紹介した。以下の表は、組成、特性、用途、仕様、その他の詳細について、わかりやすくまとめたものである。
鉄ニッケル粉の組成
鉄ニッケル粉の典型的な組成は以下の通りである:
| エレメント | 組成範囲 |
|---|---|
| 鉄(Fe) | 35% – 80% |
| ニッケル(Ni) | 20% – 65% |
| モリブデン (Mo) | 0% – 5% |
| 銅(Cu) | 0% – 2% |
鉄とニッケルの比率は、所望の材料特性と性能要件に基 づいて調整することができる。特定の合金等級は、様々な学会や標準化団体によって標準化された組成を持っています。
パウダーには、製造工程で拾われた少量の不純物や微量元素が含まれることもある。アトマイザーの設計や、溶融、混合、ブレンドのパラメーターの調整により、組成を精密に制御することができる。
鉄ニッケル粉の特性と性質
鉄ニッケル粉は、化学的、電気的、磁気的、機械的、物理的特性を併せ持つユニークな製品です。下の表は、主な特性をまとめたものです:
| プロパティ | 詳細 |
|---|---|
| 物理的状態 | 固体粉末 |
| カラー | メタリックグレー |
| 結晶構造 | キュービック |
| 密度 | 8.0-9.2 g/cm3 |
| 融点 | 1400-1455°C |
| キュリー温度 | 280-350°C |
| 抵抗率 | 94-160 μΩ.cm |
| 透過性 | 600-20,000 μ |
| 飽和磁束密度 | 0.6-1.1 T |
| レマネンス | 0.7-0.95 T |
| 保磁力 | 2.5-64 A/m |
| 熱伝導率 | 21-80 W/m.K |
| 耐酸化性 | 可もなく不可もなく |
| 耐食性 | 素晴らしい |
| 加工性 | 良い~素晴らしい |
この特性は、組成、粉末サイズ、形状、気孔率、加工、および最終部品のパラメータを制御することによって調整することができる。この材料は、軟磁性挙動、適度な抵抗率、良好な熱特性、耐食性という他に類を見ない組み合わせを提供する。

鉄ニッケル粉の製造方法
鉄ニッケル粉は様々な方法で製造することができます。下の表は、一般的な製造技術の概要です:
| 方法 | 詳細 |
|---|---|
| ガス噴霧 | 溶融した合金をノズルから流し込み、高圧ガスジェットで粉砕して微粉末にする。 |
| 水の霧化 | 高速ジェット水流によって液滴に分解された溶融ストリーム |
| 回転電極プロセス | 回転する電極から遠心力で飛び出す溶融材料 |
| カルボニルプロセス | 金属カルボニルの熱分解、次いで粉砕 |
| メカニカルアロイング | ボールミル内での粉体粒子の繰り返し冷間溶接と破壊 |
ガスアトマイゼーションと水アトマイゼーションが最も広く使われている方法である。前者は粒度分布の制御が容易である。メカニカルアロイングは、主にカスタマイズされた組成を必要とする特殊グレードに使用される。
鉄ニッケル粉の用途
鉄ニッケル粉は、複数の産業にまたがる多様な用途で利用されている。主な用途は以下の通り:
| 申し込み | 詳細 |
|---|---|
| ソフト磁石 | 高透磁率、低保磁力で効率的な着脱が可能 |
| 電磁シールド | 広い周波数範囲でEMI/RFI干渉を吸収 |
| 溶接/ろう付け | 優れた耐酸化性により、材料の接合が容易 |
| 金属射出成形 | 複雑なネットシェイプ部品加工に最適 |
| 3Dプリンティング | 磁気機能を備えた複雑な部品の印刷 |
| 電磁アクチュエータ | ソレノイド、モーター、ジェネレーター、センサーに使用 |
| マイクロ波デバイス | コア、サーキュレーター、アイソレーター、フィルター |
| インダクター/トランス | 電気部品の効率的な磁束連結 |
| 焼結構造部品 | 圧縮・焼結後の高い硬度と強度 |
粉末を様々な形状に成形し、焼結することで、誘導装置、アクチュエーター、電気モーター、アンテナ、および同様の機器用の軟磁性複合材料を得ることができる。耐食性に優れているため、過酷な環境下でも使用可能です。
鉄ニッケルパウダー仕様
鉄ニッケル粉末は、様々な製造技術や用途に合わせた様々なサイズ範囲、組成、その他の仕様で入手可能です。代表的なパラメータを以下に示します:
鉄ニッケル粉のサイズ
| メッシュサイズ | 粒子径 |
|---|---|
| -140+325メッシュ | 44-105 μm |
| -325メッシュ | 44μm |
| -100+400メッシュ | 20-149 μm |
| 10-50 μm | 10-50 μm |
より狭い粒度範囲や特注の粒度分布も可能です。より微細なパウダーはより高いグリーン強度と密度を提供し、より粗いパウダーは流動性を向上させます。
鉄ニッケル粉末組成物
| グレード | 鉄 | ニッケル | その他の要素 |
|---|---|---|---|
| FN-020 | 35-40% | バランス | 少量のMo、Cu、Mn、Si、C |
| FN-024 | 40-45% | バランス | ” |
| FN-027 | 45-50% | バランス | ” |
| FN-050 | 35-40% | バランス | 1-5% Mo |
| FN-052 | 40-45% | バランス | 1-5% Mo |
| FN-055 | 45-50% | バランス | 1-5% Mo |
| FN-077 | 52-57% | バランス | ” |
| FN-080 | 57-62% | バランス | ” |
その他のニッチな組成物は、特殊な磁気、ろう付け、溶接、高温用途向けに製造されている。

鉄ニッケル粉規格
鉄ニッケル粉の主要規格:
- ASTM B833 – 粉末冶金 (PM) 鉄-ニッケル基軟磁性合金標準仕様書
- ISO 4491 金属粉末 – 還元法による酸素含有量の測定
- ISO 4490 金属粉末 – 水素含有量の測定 — 不活性ガス融解熱伝導率法
- MPIF 標準 56 – 磁性材料生産者の特性と用語
鉄ニッケルパウダー価格
| パウダーグレード | 価格帯 |
|---|---|
| -325メッシュ | kg あたり $7 – $11 |
| -140 + 325メッシュ | kg あたり $8 – $12 |
| 10-50 μm | kg あたり $15 – $20 |
| 球形 | kgあたり$25 – $35 |
価格は、組成、形状、サイズ範囲、数量、メーカー、地域によって異なる。特注グレードはより高価。
鉄ニッケル粉の取り扱いと安全性
鉄ニッケル粉の推奨される取り扱い手順と安全慣行:
- 火花防止工具および防爆機器の使用
- 粉塵の発生および発火源を避ける
- 十分な換気と呼吸保護具の着用
- 熱、炎、および酸化剤のような禁忌物に近づけないでください。
- 粉砕容器と粉体移送装置
- 密封容器は湿気を避け、涼しく乾燥した場所に保管すること。
適切な PPE を使用し、安全データシートの注意事項に従うこと。適切な取り扱いと保管により、火災、爆発、健康被害のリスクを最小限に抑える。
鉄ニッケル粉の検査と試験
ニッケル鉄粉の品質は、標準化された試験手順によって評価される:
| 試験方法 | 測定パラメータ |
|---|---|
| ふるい分析 | 粒度分布 |
| 見かけ密度 | 粉体充填密度 |
| タップ密度 | タッピング後の沈降密度 |
| ホール流量計 | 粉体流量 |
| SEM、光学顕微鏡 | 粒子形態 |
| 蛍光X線分析、ICP-OES | 化学組成 |
| 不活性ガス融解 | 酸素と窒素の含有量 |
| 水銀ポロシメトリー | 多孔性 |
| 振動試料型磁力計 | 磁気特性 |
組成、粉体特性、微細構造、性能に関する仕様要件を満たすことは、品質管理とロットの受け入れにとって極めて重要である。

鉄ニッケル粉の利点と限界
| メリット | 制限事項 |
|---|---|
| 調整可能な磁気特性 | フェライトやFe粉末よりも低い飽和磁束密度 |
| 高透過率の可能性 | 取り扱いと加工に注意が必要 |
| 優れた加工性と成形性 | 粉末加工では形状の複雑さが制限される |
| 酸化や腐食に強い | 低コアロス用途には適さない |
| 幅広いコンポジションに対応 | 鉄粉より高価 |
| 優れた耐摩耗性 | 気孔率を制御しないと、焼結後に脆くなる。 |
| 特注の粒子分布と形状 |
素材の能力と制約を理解することで、設計上の制約の中で効果的に実装することができる。研究開発を続けることで、この多機能パウダーの可能性と用途がさらに広がる。
よくある質問
鉄ニッケル粉とは?
鉄ニッケル粉は、鉄とニッケルを主成分とする金属粉で、ガスアトマイズ、水アトマイズ、その他の粉体製造技術によって製造される。軟磁性用途、溶接、ろう付けなどに使用される。
鉄ニッケル粉はどのようにして作られるのですか?
一般的な製造方法は、ガスアトマイゼーション、水アトマイゼーション、メカニカルアロイングである。プロセスは一般に、目標組成の合金を誘導溶解することから始まり、次いで溶融流を微細な液滴に分解して粉末粒子に凝固させる。
鉄ニッケル粉の含有量は?
典型的な鉄ニッケル粉末は、鉄35~80%、ニッケル20~65%、および少量のモリブデン、銅、その他の微量元素を含む。特定の組成は、磁気的、機械的、その他の特性要件に基づいて配合される。
鉄ニッケル粉は強磁性ですか?
はい、鉄ニッケル粉は強磁性挙動を示し、磁場に磁化されたり引き寄せられたりします。初透磁率が高く、保磁力が低い。そのため、電磁シールド、インダクター、トランス、電気モーターなどの用途に適しています。
鉄ニッケル粉は何に使われるのですか?
主な用途は、自動車、航空宇宙、エレクトロニクス、その他の産業における軟磁性磁石、電磁シールド、溶接、ろう付け、金属射出成形、3Dプリンティング、アクチュエーター、マイクロ波部品、インダクター、焼結構造部品などである。
鉄ニッケル粉の利点は何ですか?
主な利点としては、調整可能な磁気特性、優れた機械加工性と成形性、優れた耐食性と耐酸化性、組成と粉末特性を調整する能力、プレスと焼結による複雑な部品製造能力などが挙げられる。
鉄ニッケル粉の欠点は何ですか?
フェライトや鉄粉に比べて飽和磁束密度が低いこと、取り扱いと加工が難しいこと、粉末加工における形状の複雑さが制限されること、低コアロス用途には適さないこと、気孔率を適切に制御しないと焼結後に脆くなること、純鉄粉に比べて高価であること、などの制限がある。
Additional FAQs on Iron Nickel Powder
1) Which Fe-Ni ratios are best for soft-magnetic performance?
Permalloy-type grades near 80% Ni/20% Fe deliver ultra-high permeability and very low coercivity, ideal for shielding and sensor cores. Intermediate alloys (45–65% Ni) balance permeability, Bsat (~0.9–1.1 T), and mechanical strength for inductors and actuators.
2) Can iron nickel powder be used in metal additive manufacturing (AM)?
Yes. Gas-atomized spherical Fe-Ni and Ni-Fe-Mo powders are processed by laser/e-beam powder bed fusion and binder jetting. Applications include magnetic motor laminations, RF components, and shielding. Control oxygen/nitrogen (<0.1 wt% O typical) and consider stress relief or HIP to stabilize magnetic properties.
3) How do Mo and Cu additions affect properties?
Mo (1–5%) lowers coercivity and core losses, improves permeability stability vs. stress; Cu (≤2%) can aid sintering and refine grain structure. Both may slightly reduce saturation flux density.
4) What processing steps most influence magnetic performance after sintering?
- Compaction pressure and green density
- Dewaxing atmosphere and sintering temperature/time (often H2 or high vacuum)
- Magnetic anneal (e.g., 1100–1200°C, controlled cool) to relieve stress and align domains
- Final sizing and surface finish for consistent flux paths
5) How do you qualify iron nickel powder for critical applications?
Use a combination of: PSD (laser diffraction/sieve), flow (Hall), apparent/tap density, O/N/H (inert gas fusion), chemistry (XRF/ICP), VSM for B-H curves, and microstructure (SEM/EBSD). Reference ASTM B833, MPIF 35/Standard 56, and ISO 4490/4491.
2025 Industry Trends in Iron Nickel Powder
- AM-ready magnetic alloys: Growth of spherical Ni-Fe(-Mo) powders optimized for LPBF/binder jetting with tighter PSD and low interstitials for repeatable permeability.
- Electrification demand: EV inverters, EMI shielding, and compact inductors drive soft-magnetic component volumes using MIM/press-sinter and AM for complex cooling and flux paths.
- Lower core loss strategies: Stress-relief anneals, nano-oxide insulation for powder cores, and Mo-lean grades tuned for mid-frequency operation (1–50 kHz).
- Traceability and sustainability: Wider adoption of powder material passports, recycled Ni content reporting, and MES-linked batch genealogy.
- Cost stabilization: Diversified Ni supply and improved powder reuse in AM reduce cost volatility for Fe-Ni applications.
| 2025 Metric | Typical Range/Value | Relevance/Notes | ソース |
|---|---|---|---|
| LPBF relative density (spherical Fe-Ni) | 98.0–99.8% | With optimized power/speed/hatch; contour scans for surface | Peer-reviewed AM studies; OEM app notes |
| Coercivity (pressed/sintered Fe-45–65Ni) | 5–40 A/m | Depends on Mo, density, and anneal | MPIF/ASTM B833 data ranges |
| Initial permeability μi (80Ni-20Fe, annealed) | 20,000–100,000 | Shielding and sensor cores | Materials datasheets, VSM tests |
| Resistivity (μΩ·cm) | 94–160 | Impacts eddy-current losses | ASM data; measured ranges |
| AM powder O content | ≤0.05–0.12 wt% | Target to maintain ductility and magnetic performance | ISO/ASTM 52907 practices |
| Binder-jetted Fe-Ni final density (sinter/HIP) | 95–99% | Near-net for complex magnetic parts | Vendor case data; journals |
Authoritative references:
- ASTM B833; MPIF Standard 56 and MPIF 35: https://mpif.org
- ISO 4490/4491; ISO/ASTM AM standards: https://www.iso.org and https://www.astm.org
- ASM Handbook, Magnetic Materials: https://www.asminternational.org
- NIST materials/EMI resources: https://www.nist.gov
最新の研究事例
Case Study 1: LPBF Ni-Fe-Mo Soft-Magnetic Core with Integrated Cooling (2025)
Background: An e-mobility supplier needed compact inductors with reduced core losses and improved thermal management.
Solution: Printed a Ni-Fe-2%Mo alloy core with conformal cooling channels via LPBF (spherical 15–45 μm powder, O ≤0.08 wt%); stress-relief + HIP; magnetic anneal in H2.
Results: 23% lower temperature rise at 20 kHz/0.2 T, coercivity reduced from 28 to 12 A/m after anneal, and 16% volume reduction vs. laminated baseline while meeting inductance stability spec.
Case Study 2: Binder-Jetted Fe-50Ni EMI Shield for Avionics (2024)
Background: Aerospace OEM sought weight and lead-time reductions for complex EMI housings.
Solution: Binder jetting of Fe-50Ni powder, debind/sinter under H2, optional HIP; nickel flash plating for corrosion resistance.
Results: 35% weight reduction and 40% machining time saved vs. wrought machining; shielding effectiveness improved by 8–12 dB in 10 MHz–1 GHz tests; passed thermal cycling and salt fog.
専門家の意見
- Prof. David Jiles, Distinguished Professor of Electrical and Computer Engineering, Iowa State University
Key viewpoint: “Proper thermal treatments are pivotal—magnetic annealing of Fe-Ni reduces internal stresses, lowers coercivity, and yields predictable B–H behavior essential for precision inductive devices.” - Dr. Tatiana Sikanen, Senior Research Scientist, VTT Technical Research Centre of Finland
Key viewpoint: “For AM iron nickel powder, interstitial control and powder reuse governance directly affect ductility and permeability. Inline O/N/H analytics with MES traceability is now best practice.” - Dr. Eric Fessler, Director of Powder Metallurgy, MPIF (personal capacity)
Key viewpoint: “Mo additions remain a practical lever to stabilize permeability over stress and temperature, especially where mid-frequency loss must be limited without costly laminations.”
Citations for expert profiles:
- Iowa State University: https://www.iastate.edu
- VTT: https://www.vttresearch.com
- MPIF: https://mpif.org
実用的なツールとリソース
- Standards and qualification
- ASTM B833; MPIF 35/56: https://mpif.org
- ISO 4490/4491 gas analysis methods: https://www.iso.org
- Design and simulation for magnetic parts
- Ansys Maxwell and Motor-CAD for electromagnetic design: https://www.ansys.com
- COMSOL Multiphysics (AC/DC Module): https://www.comsol.com
- AM process and materials databases
- ISO/ASTM 52907 (feedstock) and 52910 (DFAM): https://www.astm.org
- Senvol Database (machines/materials): https://senvol.com/database
- Powder QC and metallurgy
- LECO O/N/H analyzers: https://www.leco.com
- EBSD/SEM service providers for grain/texture analysis (university cores; vendor labs)
- EMI/EMC best practices
- NIST EMI/EMC resources and measurement guides: https://www.nist.gov
最終更新日: 2025-08-21
変更履歴: Added 5 targeted FAQs, 2025 trend table with metrics and sources, two recent Fe-Ni application case studies, expert viewpoints with credible affiliations, and a curated tools/resources list.
次回の見直し日とトリガー: 2026-02-01 or earlier if ASTM/MPIF/ISO standards update, AM powder O/N/H limits change, or major OEMs release new Fe-Ni AM parameter sets or EMI shielding specifications.