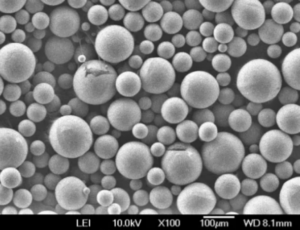
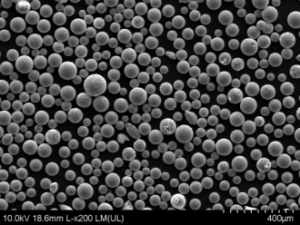
ガス噴霧 は、微細な金属粉末を製造するために使用される粉末冶金プロセスである。金属合金を溶融し、高速ガスジェットを用いて溶融物を微細な液滴に分解する。液滴は急速に凝固し、球状の形態と制御された粒度分布を持つ粉末になる。ガスアトマイズ粉末は、様々な産業分野の特殊用途に適したユニークな特性を持っています。
ガス噴霧の仕組みは?
ガスアトマイズプロセスは、るつぼまたは誘導炉で目的の合金を溶解することから始まる。次に、液体金属を霧化チャンバーに細く流します。金属ストリームの周囲に配置された高圧ガス(通常は窒素またはアルゴン)ジェットが、金属を微細な液滴に分解します。液滴はアトマイズタワーを通過して落下すると、体積比表面積が大きいため、急速に凝固して球状の粉末になる。粉末は塔の底に集められ、ふるいを使って粒度別に分類される。
生成される粉末の大きさは、ガス流量と金属流速に依存する。ガス圧が高く、金属流量が少ないほど、粉末は微細になる。ガス噴射角度や噴霧ノズルの設計など、その他のプロセスパラメーターも粉末特性に影響を与える。
ガスアトマイズ粉末の利点は何ですか?
水アトマイズのような他の方法で作られた粉末と比較して、ガスアトマイズ粉末には次のような利点がある:
- 高球状粒子形態
- タイトな粒度分布
- 霧化中の低酸素・窒素ピックアップ
- 高融点合金のアトマイズ能力
- プロセスパラメーターの変更や粉体特性のカスタマイズに柔軟に対応
球状であるため、粉末の流動性と充填密度が向上します。制御された粒度分布により、最終部品の特性を正確に制御できます。不活性アトマイズ雰囲気は、反応性合金化学物質の汚染を防ぎます。これらの利点により、ガスアトマイズ粉末は、レーザー粉末床溶融やバインダージェッティングのような高度な金属AMプロセスの要件を満たすことができます。また、高純度であるため、コンタミネーションが特性を劣化させる金属射出成形のような粉末冶金用途にも適しています。

一般的にガスアトマイズされる金属や合金は?
ガスアトマイズされる一般的な金属や合金には、以下のようなものがある:
- Ti-6Al-4Vのようなチタン合金
- インコネル718、インコネル625などのニッケル基超合金
- コバルトクロム合金
- H13のような工具鋼
- 316L、17-4PHなどのステンレス鋼
- アルミニウム合金
- 銅合金
チタン、ニッケル、コバルトをベースとする高温合金は、特にガスアトマイズに適しています。不活性ガス雰囲気は、これらの反応性元素粉末の過剰な酸素ピックアップを防ぎます。タングステンのような耐火性金属も、融点が高いために水アトマイズが困難なため、ガスアトマイズされます。
全体として、ガスアトマイズは、分解することなく溶融するあらゆる合金から微細な球状粉末を製造することができる。このプロセスは、高度な用途向けに設計された新しい合金を噴霧化するためにカスタマイズすることができます。
ガスアトマイズ粉末の用途にはどのようなものがありますか?
ガスアトマイズ合金粉末の主な応用分野には次のようなものがある:
金属積層造形
- レーザー粉末溶融炉では、ガスアトマイズ粉末を使用する。このような特性により、パウダーベッド内での良好な流動性と充填性が保証されます。
- バインダージェッティングはまた、ガス噴霧パウダーを利用して、印刷部品に等方的な特性を生み出します。球状でサイズを正確に制御することで、充填密度と粉末の広がりが向上します。
粉末冶金
- 金属射出成形は、粒度を制御したガスアトマイズ原料粉末に依存しています。これにより、高い粉末充填率と均一な収縮が可能になります。
- 粉末プレス・焼結は、アトマイズされたプレアロイ粉末を使用して、自動車部品、切削工具、その他の構造部品を製造する。
サーマルスプレー
- プラズマ溶射、フレーム溶射、高速オキシ燃料(HVOF)溶射システムに供給されるガスアトマイズ粉末は、球状の形態により優れた皮膜を生成する。
ヘルスケア
- チタンやコバルト・クロムの粉末をガスアトマイズして作られた多孔質構造は、整形外科用インプラントに使用されている。
- 微細なステンレス鋼粉末は、金属射出成形による手術器具の製造に使用される。
純度、再現性、粒子特性の組み合わせにより、ガスアトマイズ粉末は、あらゆる産業におけるこれらの重要な用途に理想的です。
用途によってどのような粒度分布が使用されるのか?
最適な粒度分布は用途によって異なる:
- レーザー粉末床溶融の場合、一般的な範囲は15~45ミクロンです。10ミクロン以下の非常に微細な粉末は、取り扱いに問題が生じる可能性があります。一般的には25~35ミクロンが使用されています。
- バインダージェッティングでは、焼結性を向上させるために5~25ミクロンの範囲でより微細な粉末を使用する。また、層の厚さによっても最小粒子径が決まります。
- 金属射出成形では、25ミクロン以下の粉末サイズで二峰性分布を使用します。これにより、充填密度と流動性が向上します。
- 溶射では、より良い運動量伝達とコーティング密度のために、45ミクロン以上の大きな粒子が必要です。一般的には45~100ミクロンが使用されています。
- 整形外科用インプラントでは、75ミクロン以下の粉末サイズが多孔質構造への組織の侵入を促進する。
ガスアトマイズのプロセスパラメーターは、用途に応じた粒度分布を持つ粉末を製造するために最適化することができる。
ガス噴霧技術の最新動向は?
ガス噴霧プロセス技術の最新の進歩には、次のようなものがある:
- クローズ・カップルド・アトマイゼーションは、消耗電極炉をアトマイズ・ノズルと一体化させ、より制御されたプロセスを実現します。これにより、溶融物の清浄度が向上します。
- 同心円状に配置された複数のガスインジェクターは、ユニークな粒度分布を作り出すことができます。インジェクター間のガス圧力を変化させることで、微粒化の柔軟性を高めることができます。
- プレフィルミング・アトマイザーは、自由落下する金属流と比較して、より微細な霧化液滴を生成するために薄い液体膜を使用します。これにより、10ミクロン以下の粉体にも対応できるようになります。
- 光学センサーを使用したフィードバック制御システムにより、ガス圧力と金属流量をダイナミックに調整し、粉体粒度分布を維持することができます。これにより一貫性が向上します。
- 誘導霧化では、電磁浮遊と誘導コイルを使用して、溶融プールを正確に制御します。これにより、非常に均一で非接触の霧化プロセスが可能になります。
- 積層造形は、従来の機械加工では不可能だった複雑な噴霧ノズル形状の製造に利用されている。これにより、霧化制御が向上します。
これらのプロセス革新は、ガスアトマイズによって達成可能な合金システムと粒子特性を拡大している。

ガスアトマイズにおける課題は何ですか?
ガス噴霧に関連する主な課題には、以下のようなものがある:
- 酸素/窒素ピックアップによる反応性合金の汚染 – より高純度の不活性ガスと真空チャンバーを使用することで、これを最小限に抑えることができます。
- 液滴間に形成されるリガメントによる霧化中のサテライト形成 – ノズル形状とガス流の最適化によりサテライトを低減。
- 不規則で非球状の粒子形状の製造 – プロセスパラメーターを注意深く制御することで、滑らかな球状形態が得られます。
- 大きな粒子と小さな粒子の間で均一な冷却速度を達成 – 変更されたノズル設計は、液滴凝固速度の均一化に役立ちます。
- 反応性が高く、融点以下の高温粉末の酸化を抑制 – 不活性雰囲気下での粉末ハンドリングにより、酸化を抑制。
- 高圧ガスシステムの使用に伴うコストと複雑さ – 最近の技術革新により、生産性が向上し、コストが削減されています。
継続的な研究は、ガスアトマイズ粉末の品質と一貫性をさらに向上させるために、溶融霧化の物理を理解し制御することに重点を置いている。
ガスアトマイズに代わる方法は?
ガスアトマイズに代わる粉末製造プロセスには、以下のようなものがある:
- 水噴霧化 – 安価だが、酸化と不規則な粉末形状を引き起こす
- プラズマアトマイズ – 高真球度の粉末が得られるが、生産性は非常に低い
- 電極誘導溶解ガスアトマイズ – 反応性合金に適しているが、O2 ピックアップが高い
- 回転電極プロセス – 球状金属粉末の製造に有望だが、まだ開発中
- プラズマ球状化 – 不規則な粉末を球状化するが、新鮮な合金粉末は生成しない。
- 機械的粉砕 – 摩耗と摩滅による粉体の汚染
ほとんどの用途では、ガスアトマイズがコスト、生産性、粉体品質の間で最良のバランスを保っている。しかし、ニッチな用途のための代替技術として、新しい噴霧化技術が出現し続けている。
ガスアトマイズ粉末の未来はどうなるのか?
ガスアトマイズ粉末は、金属積層造形の成長とともに、今後も注目され続けるだろう。ガスアトマイズによって可能になる粉末特性の精密な制御は、要求の厳しい航空宇宙および医療用AM用途に不可欠である。このため、噴霧化技術への多大な投資と技術革新が推進されている。
AM以外にも、自動車産業やその他の産業で粉末冶金の利用が増加していることも、ガスアトマイゼーションの採用を加速させるだろう。金属粉末原料に移行することで、溶製品では実現不可能な複雑な部品形状や合金組成が可能になる。
ガスアトマイゼーションは、ユニークな特性を持つアモルファス合金粉末のような新材料も可能にする。霧化中の冷却速度を制御することで、カスタマイズされた合金や準安定相を作り出すことができる。
全体として、品質と費用対効果の向上は、将来的にガス噴霧をより幅広い材料システムと産業用途に拡大するだろう。

よくある質問
ガスアトマイズで製造できる最小の粒子径は?
ガスアトマイゼーションは、5ミクロン程度の粉体を生成することができる。プレフィルミングフローを利用した特殊ノズルは、サブミクロンの粒子を生成してきた。しかし、10ミクロン以下のスケールの製造は依然として難題である。
気体の微粒化はどのようにしてこのような球状の粒子を提供するのか?
金属液滴の高い表面張力と不活性ガス雰囲気中での急速な凝固が相まって、球状の形状が維持される。不規則性の原因となる液滴間のリガメントは、最適なアトマイズパラメーターにより最小化されます。
サイズ分布が狭いことの利点は何ですか?
狭い分布は、最終用途において一貫した特性と性能を提供する。例えば、金属AM加工中の均一な溶融と流動。偏析や多孔性の問題が回避されます。
ガスアトマイズ粉末の最大生産速度は?
市販のガスアトマイザーの生産速度は通常、毎分5kgから20kgの粉末の範囲である。最適化されたシステムでは、いくつかの低融点合金で100kg/分までの生産速度が報告されている。
アルミニウムガスのような反応性材料はどのように霧化されるのですか?
過剰な酸素と窒化物のピックアップを防ぐため、高純度の不活性ガス(アルゴン、窒素)を使用しなければならない。保護雰囲気下での取り扱いと回収も重要である。真空チャンバーも使用できる。
ガスアトマイズ粉末をより経済的に製造する方法はありますか?
近接結合ノズル、高度なプレフィルミング・アトマイザー、複数ガス噴射、電極るつぼなどの最近の技術革新は、エネルギー効率を向上させている。ノズルの積層造形もコストを削減する。生産率が高まれば、規模の経済性も向上する。
ガスアトマイズは溶製材の特性を実現できるか?
ガスアトマイズ粉末は、処理を最適化することで、特定の材料において従来の溶製材に近い機械的特性を達成することができる。しかし、粉末冶金製品の残留気孔率によって、特性はまだ制限されている。
現在、ガスアトマイズ粉末を最も多く消費している産業は?
現在、航空宇宙分野と医療分野が、積層造形と金属射出成形用のガスアトマイズ粉末の最大の消費者である。自動車用途での使用も急速に増加している。
ガスアトマイズは、従来では加工できなかった合金組成を可能にするのか?
はい、ガスアトマイズは冷却速度が非常に速いため、分解反応を抑制し、準安定相やアモルファス相を許容することができます。また、鋳造性や加工性の悪い合金組成を粉末として製造することも可能です。
Additional FAQs About Gas Atomization
1) What CoA data should buyers require for gas atomized powders?
- Chemistry, PSD (D10/D50/D90), flow (Hall/Carney), apparent/tap density, O/N/H, moisture, and for AM grades: image‑based sphericity/satellite %, CT‑measured hollow fraction, and lot traceability with test methods (ASTM/ISO).
2) How do gas‑to‑metal ratio and melt superheat affect PSD and satellites?
- Higher gas‑to‑metal ratio and adequate superheat generally reduce D50 and narrow PSD, while stable superheat and optimized nozzle/plume alignment lower ligament formation, cutting satellite content.
3) When is vacuum gas atomization (VGA/EIGA) preferred over inert gas atomization?
- For reactive alloys (Ti, Al, Mg) and aerospace/medical grades requiring very low O/N/H and minimal inclusions; VGA/EIGA often yields fewer hollows and better sphericity than standard inert gas atomization.
4) Can gas atomized powders be reused in AM, and what should be monitored?
- Yes, commonly 5–10 cycles with sieving. Track PSD shift, flow, apparent/tap density, and O/N/H; monitor satellite/hollow fractions via image analysis/CT; refresh with virgin powder when thresholds drift.
5) How does gas atomization compare to water atomization for binder jetting?
- Water‑atomized powders are cheaper and common in BJ steels/Cu but have higher oxide and irregular shapes. Gas atomized variants offer better packing and lower impurity pickup, helping achieve higher sintered density or reduced HIP reliance.
2025 Industry Trends for Gas Atomization
- CoA transparency: Growing inclusion of sphericity, satellite %, and CT hollow fraction alongside O/N/H and PSD for AM‑grade lots.
- Energy and argon savings: Argon recirculation and heat recovery cut Ar consumption by 15–30% and total energy 5–12% in modern atomizers.
- Regional supply: New atomization lines in NA/EU/APAC shorten lead times for Ti/Ni/SS AM powders.
- Advanced controls: Closed‑loop gas‑to‑metal ratio, melt superheat control, and plume vision reduce satellites and improve yield.
- Binder jet adoption: Engineered bimodal PSD steels achieve 97–99.5% sintered density; HIP used selectively for critical parts.
2025 Market and Technical Snapshot (Gas Atomization)
| Metric (2025) | Typical Value/Range | YoY Change | Notes/Source |
|---|---|---|---|
| Gas‑atomized 316L price | $10–$18/kg | −2–5% | Supplier/distributor indices |
| Gas‑atomized 17‑4PH price | $12–$20/kg | −2–5% | PSD/alloy dependent |
| Ti‑6Al‑4V (VGA/EIGA) | $150–$280/kg | −3–7% | Aerospace/medical grades |
| Common AM PSD cuts (LPBF/BJ/DED) | 15–45 or 20–63 µm / 20–80+ µm / 53–150 µm | Stable | OEM guidance |
| Sphericity (image analysis) | ≥0.93–0.98 | Slightly up | Supplier CoAs |
| Satellite fraction (image) | ≤3–6% | Down | Process tuning |
| CT hollow particle fraction | 0.5–1.5% | Down | VGA/EIGA + CT QC |
| Argon use reduction (recirc) | 15–30% | Up | Energy/LCA initiatives |
Indicative sources:
- ISO/ASTM 52907 (Metal powders), 52908 (AM process qualification): https://www.iso.org | https://www.astm.org
- ASTM B214/B213/B212/B962 (powder tests), MPIF references: https://www.astm.org | https://www.mpif.org
- NIST AM Bench and powder metrology: https://www.nist.gov
- ASM Handbooks (Powder Metallurgy; Additive Manufacturing): https://www.asminternational.org
- NFPA 484 (Combustible metal dusts): https://www.nfpa.org
最新の研究事例
Case Study 1: Closed‑Loop Plume Control Cuts Satellites in 316L (2025)
Background: An AM service bureau reported recoater jams tied to high satellite content from a key supplier’s gas atomized 316L.
Solution: Supplier implemented real‑time plume imaging, closed‑loop gas‑to‑metal ratio, and tighter melt superheat; added post‑classification air elutriation.
Results: Satellite fraction reduced from 8.1% to 3.1% (image analysis); Hall flow +14%; LPBF relative density rose from 99.4% to 99.8%; unplanned stoppages −40%.
Case Study 2: VGA with CT Screening for Ti‑6Al‑4V Fatigue Scatter Reduction (2024)
Background: An aerospace OEM needed lower hollow particle fraction to improve fatigue consistency in PBF Ti‑6Al‑4V.
Solution: Vacuum gas atomization (EIGA electrodes), in‑line oxygen monitoring, and lot‑level CT to cap hollows ≤1.0%; argon recirculation to lower cost.
Results: Median hollows 0.6%; O = 0.12 wt% ±0.01; HIP’d coupons showed ~2× reduction in HCF scatter band; powder cost −6% via gas reuse.
専門家の意見
- Prof. Diran Apelian, Distinguished Professor (emeritus), Metal Processing
Key viewpoint: “Melt cleanliness plus stable gas‑to‑metal ratio and superheat set the quality ceiling in gas atomization—post‑screening can’t fully recover poor plume dynamics.” - Dr. John Slotwinski, Additive Manufacturing Metrology Expert (former NIST)
Key viewpoint: “Reporting sphericity, satellite %, and CT‑quantified hollows on CoAs is now a leading indicator of PBF defect propensity—buyers should require these metrics.” - Prof. Tresa Pollock, Distinguished Professor of Materials, UC Santa Barbara
Key viewpoint: “For reactive alloys, vacuum/inert control during atomization fundamentally influences downstream fatigue and corrosion performance, even after HIP.”
Note: Viewpoints synthesized from public talks and publications; affiliations are publicly known.
実用的なツールとリソース
- Standards and testing
- ISO/ASTM 52907, 52908; ASTM B214 (sieves), B213 (flow), B212 (apparent density), B962 (tap density): https://www.iso.org | https://www.astm.org
- Safety and compliance
- NFPA 484 combustible metal dust guidance; ATEX/DSEAR resources for Dust Hazard Analysis: https://www.nfpa.org
- Metrology and QC
- NIST powder characterization; LECO O/N/H analyzers; industrial CT for hollow/satellite quantification: https://www.nist.gov
- Technical references
- ASM Digital Library (Powder Metallurgy; Additive Manufacturing; Stainless/Titanium/Nickel): https://www.asminternational.org
- Buyer’s QC checklist
- CoA completeness (chemistry, PSD, flow, densities, O/N/H, sphericity, satellites, hollows), genealogy/traceability, SPC dashboards, sample builds/sinter coupons, local inventory and refresh policies
最終更新日: 2025-08-26
変更履歴: Added 5 targeted FAQs; inserted 2025 market/technical snapshot table with sources; provided two recent gas atomization case studies; compiled expert viewpoints; curated practical tools/resources
次回の見直し日とトリガー: 2026-02-01 or earlier if ISO/ASTM/MPIF standards update, major OEMs revise AM powder specs, or new NIST/ASM datasets link morphology/interstitials to AM defect rates and fatigue performance