アルミニウム積層造形入門
前回、洗練された新型航空機に驚嘆したり、軽量化された自動車のデザインに感嘆したことを覚えているだろうか?チャンスは十分にある。 アルミニウム積層造形 が一役買った!この技術は、アルミニウムという強靭でありながら軽量な素材を使って複雑な部品を製造できることから、人気が高まっている。
アルミニウム積層造形のプロセス
アディティブ・マニュファクチャリング(積層造形)、あるいは私たちの多くが好んでそう呼ぶ3Dプリンティングは、もはやプラスチック製のおもちゃや試作品に限定されるものではない。3Dプリンターは金属を利用するように進化し、アルミニウムが前面に出てきている。
2.1.レイヤーごとの生産
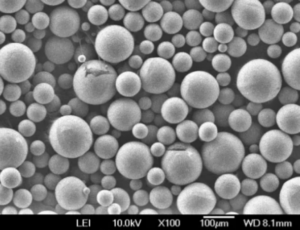
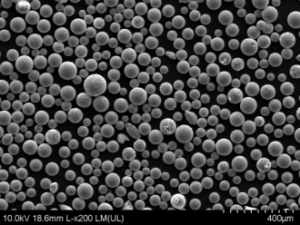
ケーキが1度に1層ずつ作られるように(食欲をそそる何層ものケーキを覚えているだろうか)、積層造形は物体を1層ずつ作り上げる。アルミニウム粉末の薄いシートは、高出力のレーザーを使って、目的の物体が形作られるまで融解される。まるで魔法のようでしょう?
2.2.材料の選択と準備
アルミニウムの適切な等級を選択することは非常に重要です。パウダーはあらかじめ合金化されており、加工前に必要な合金元素が配合されています。パン作りの前に小麦粉をふるいにかけるイメージがありますか?これは金属に相当する!
2.3.後処理ステップ
対象物が印刷された後は、熱処理などの仕上げを行い、材料の特性を高めます。ダイヤモンドを磨いて輝かせるようなものだ!

積層造形におけるアルミニウムの利点
では、なぜアルミニウムなのか?その利点について考えてみよう。
3.1.強度と耐久性
アルミニウムは、強さと重さのバランスに優れています。体操選手を想像してみてください。それが製造業におけるアルミニウムなのです!
3.2.軽量特性
航空業界や自動車業界では、1グラム1グラムが重要です。羽毛のような軽さのアルミニウムは、多くの効率的で環境に優しい設計を支える縁の下の力持ちである。
3.3.費用対効果
懐に優しい価格で良質なものを愛さない人はいないでしょう。輸送のコスト削減と材料の効率化により、アルミニウムは人気のある選択肢となっています。
アルミニウム積層造形の用途
アルミニウム積層造形はどこで波紋を広げているのか?
4.1.航空宇宙
航空機には、強度がありながら軽量な素材が必要だ。その条件を満たすのに、アルミニウム以上の素材があるだろうか?
4.2.自動車産業
エンジン部品からシャシー部品に至るまで、アルミニウム積層造形は自動車業界を活気づけている。
4.3.医療機器
驚いた?アルミニウムは生体適合性に優れているため、特定の医療器具やインプラントの製造に適している。
4.4.家電製品
憧れの洗練されたノートパソコンやスマートフォン。シックで軽量なデザインはアルミニウムのおかげです。

課題と解決策
どのような技術であれ、乗り越えるべきハードルはある。
5.1.表面粗さ
アルミ部品は製造後に表面が粗くなることがあるため、仕上げは不可欠です。しかし、「粗削りだが、心は宝石」ということわざを聞いたことがあるだろうか。
5.2.熱応力の管理
熱すぎると部品がゆがんでしまう。解決策は?最適化されたサポート構造と制御された製造環境。
5.3.製品の一貫性の確保
品質保証は最も重要です。適切なチェックとバランスがあれば、生産の一貫性を維持することは可能です。
アルミニウム積層造形の未来
地平線を見つめていると、この技術の可能性が無限に広がっているように思える。持続可能な生産から革新的なデザインまで、その可能性は無限だ!

結論
アルミニウム積層造形は、その強度、軽量特性、費用対効果で産業を再形成している。技術の進歩に伴い、その用途と影響力はさらに拡大していくでしょう。アルミニウム革命の準備はできていますか?
よくある質問
- アルミニウム積層造形とは?
- これは、アルミニウムの粉末を使用して、層ごとに物体を作成する3D印刷プロセスです。
- アディティブ・マニュファクチャリングでアルミニウムが好まれる理由は?
- その強度と軽量性、そしてコストパフォーマンスの高さからだ。
- アルミニウム積層造形から最も恩恵を受ける産業は?
- 航空宇宙、自動車、医療、民生用電子機器がその主要な受益者である。
- アディティブ・マニュファクチャリングでアルミニウムを使用する上での課題はありますか?
- 確かに、表面粗さ、熱応力、製品の一貫性などの課題はあるが、解決策は存在する。
- アルミニウム積層造形は環境に優しいか?
- 材料効率と持続可能な生産の可能性を考えれば、それは可能だ。
よくある質問(FAQ)
1) Which aluminum alloys are most common in Aluminum Additive Manufacturing and why?
- AlSi10Mg and AlSi7Mg lead due to good weldability, low cracking tendency, and predictable heat-treat response. High‑strength Sc/Zr‑modified Al‑Mg alloys and F357 (AlSi7Mg0.6) are growing for better fatigue and higher temperature stability.
2) What powder characteristics most affect build quality in LPBF?
- Particle size distribution 15–45 μm (sometimes 20–63 μm), high sphericity (>0.93), low satellites, low moisture, and low oxygen. Consistent apparent/tap density and stable Hall/Carney flow per ISO/ASTM 52907 and ASTM B213 are key.
3) How do heat treatments differ for AlSi10Mg vs F357 after printing?
- AlSi10Mg: T5/T6‑like regimes (e.g., stress relief 2–3 h at ~300–320°C) to adjust Si morphology and relieve stress. F357/F357‑AM: full T6 (solution ~540–550°C + quench + age ~155–170°C) to maximize strength and fatigue.
4) Can Aluminum Additive Manufacturing match wrought properties?
- With optimized scan strategies, proper heat treatment, and surface finishing/HIP where needed, tensile strength can meet or exceed cast equivalents and approach wrought in some cases. Surface‑initiated fatigue remains a focus; machining or shot peen improves results.
5) What are common challenges when printing aluminum and how to mitigate them?
- Keyholing and porosity: tune laser power/hatch/scan speed and maintain low humidity.
- Warping: preheat plate, optimize supports, balanced scan vectors.
- Spatter/soot buildup: high‑flow inert gas management and regular optics cleaning.
- Hydrogen porosity: dry powder and maintain low dew point in the chamber.
2025 Industry Trends: Aluminum Additive Manufacturing
- High‑strength AM alloys: Commercialization of Sc‑ and Zr‑modified Al‑Mg systems with improved crack resistance, enabling thicker sections and better fatigue.
- Multi‑laser productivity: 4–12 laser platforms with coordinated overlap reduce build times 25–60% for AlSi10Mg and F357.
- Digital material passports: Lot‑level PSD, O/H, flow, and reuse counts standardize cross‑site validation and regulatory submissions.
- Sustainability: Argon recirculation and powder circularity programs extend reuse cycles (5–12 blends) and cut gas consumption 20–40%.
- Hybrid manufacturing: AM near‑net shapes + 5‑axis machining deliver cast‑like surface finishes with reduced lead time for complex housings and heat exchangers.
2025 KPI Snapshot (indicative ranges for LPBF aluminum)
| メートル | 2023 Typical | 2025 Typical | Notes/Sources |
|---|---|---|---|
| LPBF build rate (cm³/h per laser, AlSi10Mg) | 40–70 | 60–110 | Multi‑laser + scan optimization |
| As‑built density (relative) | 99.3–99.7% | 99.5–99.9% | Optimized parameter sets |
| Surface roughness Ra (μm, vertical) | 12–25 | 8–18 | Process tuning + finishing |
| Oxygen in AM powder (wt%) | 0.06–0.12 | 0.04~0.08 | Improved handling/drying |
| Reuse cycles before blend | 3~6 | 5–12 | Digital tracking + sieving |
| Heat exchanger weight reduction vs cast | 20–35% | 25–45% | Lattice/conformal designs |
References: ISO/ASTM 52907; ASTM B213/B212; ASTM F3318 (LPBF AlSi10Mg); OEM application notes (EOS, SLM Solutions, Renishaw, 3D Systems); NIST AM‑Bench; industry sustainability reports
最新の研究事例
Case Study 1: Conformal Aluminum Heat Exchanger via LPBF (2025)
Background: An EV OEM needed higher thermal performance and shorter lead time than investment casting could deliver.
Solution: Printed AlSi10Mg exchanger with conformal channels; applied stress relief and targeted machining on sealing faces; implemented digital powder passports and argon recirculation.
Results: Build time −41%; mass −33%; pressure drop −18% at equal duty; CT‑verified density 99.7%; cycle time from design to test article cut from 10 weeks to 4 weeks.
Case Study 2: Sc‑Modified Al‑Mg Brackets for Aerospace Interiors (2024)
Background: A tier‑1 supplier sought higher specific stiffness and fatigue life than AlSi10Mg brackets.
Solution: Qualified Sc/Zr‑modified Al‑Mg powder (15–45 μm), optimized scan to avoid hot cracking; full T6‑like heat treatment; shot peen to improve surface fatigue.
Results: High‑cycle fatigue life +28% vs AlSi10Mg baseline; part count reduced 5→2 via consolidation; lead time −35%; no cracking observed in coupon metallography.
専門家の意見
- Prof. Ian Gibson, Professor of Additive Manufacturing, University of Twente
Key viewpoint: “Coordinated multi‑laser strategies and parameter portability are moving Aluminum Additive Manufacturing from prototypes to repeatable serial production.” - ジョン・スロットウィンスキー博士、米国国立標準技術研究所(NIST)材料研究エンジニア
Key viewpoint: “Powder quality—PSD, oxygen, and moisture—verified by standardized methods remains the strongest predictor of porosity and fatigue in LPBF aluminum.” https://www.nist.gov/ - ASTMインターナショナルAMセンター・オブ・エクセレンス所長、アヌシュリー・チャタジー博士
Key viewpoint: “Expect broader alignment of COAs with ISO/ASTM 52907 and faster qualification under ASTM F3318 for AlSi10Mg and emerging high‑strength Al alloys.” https://amcoe.astm.org/
実用的なツール/リソース
- ISO/ASTM 52907: Metal powder feedstock characterization
https://www.iso.org/standard/78974.html - ASTM F3318: Standard for AlSi10Mg processed by LPBF
https://www.astm.org/ - ASTM B213/B212: Flow and apparent density tests for metal powders
https://www.astm.org/ - NIST AM‑Bench: Benchmark datasets for AM validation
https://www.nist.gov/ambench - Senvol Database: Machine/material data for Aluminum Additive Manufacturing
https://senvol.com/database - OEM parameter libraries and guides (EOS, SLM Solutions, Renishaw, 3D Systems) for AlSi10Mg/F357
最終更新日: 2025-08-27
変更履歴: Added 5 focused FAQs, 2025 KPI/trend table, two recent case studies, expert viewpoints, and curated standards/resources specific to Aluminum Additive Manufacturing.
次回の見直し日とトリガー: 2026-03-31 or earlier if ISO/ASTM standards update, OEMs release new Al AM parameter sets, or major data on powder reuse/gas recovery is published.