はじめに
進化を続ける製造業の中で、3Dプリンティングとしても知られる積層造形は画期的な技術として台頭してきた。さまざまな3Dプリンティング技術の中でも、選択的レーザー溶融(SLM)は最も有望で汎用性の高い手法の一つとして際立っている。本記事では 積層造形SLMその歴史、用途、使用素材、課題、そして将来の可能性に光を当てる。
積層造形SLMとは?
積層造形SLMは、材料の微細な層を選択的に融合させることで、複雑な三次元物体の作成を可能にする画期的なプロセスである。材料を除去して目的の形状を得る従来の減法的手法とは異なり、積層造形SLMは、高出力レーザーを使用して粉末材料を溶融・融合させながら、層ごとに物体を造形する。このプロセスはこれまでにない設計の柔軟性を提供し、さまざまな産業で応用されている。
SLMの歴史と進化
アディティブ・マニュファクチャリングのコンセプトは1980年代にさかのぼるが、SLMが実行可能な方法として支持されるようになったのは1990年代になってからである。長年にわたるレーザー技術、材料、およびソフトウェアの進歩により、SLMは新たな高みへと押し上げられ、商業的に利用しやすく費用対効果の高いものとなった。産業界がSLMの可能性を認識し始めると、研究開発への取り組みが強化され、機械能力と材料オプションの大幅な改善につながった。
積層造形SLMの仕組み
SLMのプロセスは、コンピューター支援設計(CAD)ソフトウェアを使用して3Dデジタルモデルを作成することから始まる。この仮想モデルを水平方向に薄くスライスし、物理的な物体の設計図とする。SLMマシンはビルド・プラットフォームを予熱し、金属粉末の薄い層を均一に広げます。集光されたレーザービームが、モデルの断面に合わせて選択的に粉末を溶融・融合させる。層が完成すると、ビルド・プラットフォームが下に移動し、新しい粉末の層が塗布され、物体全体が形成されるまでこのプロセスが繰り返される。

積層造形SLMの利点
費用対効果の高い生産
アディティブ・マニュファクチャリングSLMでは、従来の製造業で一般的な高価な金型が不要になる。この機能は、金型への投資が経済的に不可能な小規模生産に特に有益です。その結果、企業は製品をより早く、低コストで市場に投入することができる。
デザインの自由度と複雑性
SLMのレイヤー・バイ・レイヤー・アプローチは、これまでにない自由な設計を可能にする。製造業者は、従来の方法では不可能であったり、非常に困難であったりする複雑な形状や複雑な細部を作成することができます。これにより、製品設計における革新と最適化の新たな機会が開かれます。
廃棄物の削減
伝統的な製造業では、減法的なプロセスのため、かなりの量の材料廃棄物が発生することが多い。対照的に、SLMは加法的プロセスであり、対象物の製造に必要な量の材料のみを使用するため、材料の無駄を最小限に抑えることができる。この効率性は環境に優しく、費用対効果も高い。
ラピッドプロトタイピングと市場投入までの時間
SLM’の迅速なプロトタイプ製作能力は、製品開発サイクルを大幅に加速します。反復的な設計改善が迅速に行えるため、市場投入までの時間が短縮され、企業は競争の激しい業界で優位に立つことができます。
積層造形SLMの応用
SLMの多用途性により、様々な分野で採用されている。主な用途には、以下のようなものがある:
航空宇宙産業
航空宇宙分野は、アディティブ・マニュファクチャリングSLMを早くから採用してきた。軽量でありながら堅牢な部品を製造できるため、航空機全体の重量を軽減し、燃費効率を高めることができる。さらに、カスタム部品や複雑な部品も簡単に製造できるため、ミッションクリティカルな用途にも対応できる。
医療・ヘルスケア部門
医療分野では、SLMは患者固有のインプラントや補綴物の製造に革命をもたらした。個々の患者の解剖学的構造に完璧に適合するようカスタマイズされた医療器具を作成することができ、その結果、治療成績が向上し、患者の快適性が高まります。
自動車産業
自動車業界は、ラピッドプロトタイピング、機能的な最終使用部品、性能の最適化にSLMを活用している。アディティブ・マニュファクチャリングにより、自動車メーカーは複雑な設計を行うことができ、より軽量で効率的な自動車を実現することができる。
ジュエリー&ファッション
SLMは、以前は実現不可能だった複雑で個性的なデザインを可能にし、ジュエリー業界を破壊した。SLMによって、デザイナーは創造性の限界を押し広げ、顧客のためにユニークな作品を作ることができる。
工具および工業生産
製造分野では、SLMは複雑な金型や工具の製作に採用され、生産工程の合理化とリードタイムの短縮を実現している。また、産業機械の重要部品の修理や交換もサポートしています。

SLMに使用される材料
SLMは、金属、ポリマー、セラミックなど、幅広い材料に対応している。一般的に使用される材料には、以下のようなものがある:
金属
SLMでは、チタン、アルミニウム、ステンレス鋼、ニッケル合金など、さまざまな金属を使用することができる。それぞれの金属は特定の特性を持ち、航空宇宙、医療、自動車などの産業におけるさまざまな用途に適しています。
ポリマー
ポリマーベースのSLMは、試作品、消費財、医療機器の製造に一般的に使用されている。ポリアミド(ナイロン)、ポリエーテルエーテルケトン(PEEK)、ポリ乳酸(PLA)は、SLMに使用されるポリマーの一例である。
セラミックス
セラミック材料は、高温耐性、生体適合性、電気絶縁性を必要とする用途に採用されている。セラミックSLMは、医療およびエレクトロニクス産業で応用されている。
SLMの課題と限界
その驚くべき能力にもかかわらず、付加製造SLMは、対処しなければならないある種の課題と限界に直面している:
表面仕上げと後加工
SLMパーツの表面仕上げは、研磨や機械加工のような追加の後処理工程を必要とするため、必ずしも望ましい基準を満たさないことがある。これらの追加工程は、生産時間とコストを増加させる可能性があります。
品質と一貫性
SLM部品で一貫した品質を達成することは、熱応力、歪み、気孔率などの要因により困難な場合があります。製造業者は、信頼できる再現性のある結果を保証するために、プロセス・パラメーターを注意深く管理しなければなりません。品質管理対策は、欠陥を特定し、最終製品の完全性を保証するために不可欠です。
サイズと規模の制約
SLMマシンの造形サイズは限られており、これは大規模なコンポーネントを製造する際の制約となり得る。品質を犠牲にすることなく技術を拡大することは、この分野で現在も続いている課題である。

積層造形SLMの将来動向
技術が進歩し続ける中、いくつかのエキサイティングなトレンドが積層造形SLMの未来を形作りつつある:
- 改善された素材: 研究者たちは、SLMの応用範囲を拡大するために、特性や性能を向上させた新しい材料や改良された材料の開発に積極的に取り組んでいる。
- マルチマテリアル印刷: マルチマテリアル・プリンティングの進歩により、さまざまな特性を持つハイブリッド構造の作成が可能になり、デザインの可能性がさらに広がる。
- 現場モニタリング: 工程管理を強化し、より良い品質を確保するために、印刷工程中のリアルタイム・モニタリングが検討されている。
- 自動化と統合: SLMを他の製造工程と統合し、後処理工程を自動化して生産を合理化する取り組みが行われている。
- コスト削減: 技術が成熟し普及するにつれて、SLMマシンと材料の全体的なコストは低下し、より幅広い産業がこの技術を利用できるようになると予想される。
持続可能な製造におけるSLMの役割
持続可能な製造方法は、産業界が環境への影響を低減しようと努力するにつれて注目を集めています。積層造形SLMは、いくつかの点でこれらの目標に合致しています:
- 材料効率: SLM’の付加的性質は、材料の無駄を最小限に抑え、原材料とエネルギーの消費を削減する。
- 軽量化: 軽量かつ強靭な部品を製造することで、SLMは輸送における燃費効率に貢献し、全体的なエネルギー消費を削減する。
- 現地生産: SLMによるオンデマンド製造は、物品の長距離輸送の必要性を減らし、二酸化炭素排出量を削減することができる。
- サーキュラー・エコノミー: SLMはリサイクル素材の使用を可能にし、バージン資源への依存を減らし、循環型経済モデルをサポートする。
結論
アディティブ・マニュファクチャリングSLMは、デザイン、効率性、持続可能性の新たな可能性を解き放ち、製造現場の状況を一変させる技術として登場した。その応用範囲は、航空宇宙、ヘルスケアから自動車、ファッションに至るまで、さまざまな業界に及んでいる。研究開発が限界に挑戦し続ける中、SLMは私たちが商品を生産し消費する方法に革命を起こす用意がある。しかし、表面仕上げ、品質管理、スケーラビリティに関する課題は、普及のために克服されなければならない。今後の進歩と持続可能な実践へのコミットメントにより、積層造形SLMの将来は有望である。
よくある質問
- 積層造形SLMは3Dプリンティングと同じか?そう、アディティブ・マニュファクチャリングSLMは、3Dプリンティングの特殊な形態である。高出力レーザーを利用して、粉末材料を層ごとに選択的に融合させ、複雑な三次元物体を作成します。
- どのような業界がSLMの恩恵を最も受けているのか?積層造形SLMは、航空宇宙、医療、自動車、宝飾品、工業製造などの産業で応用されている。
- SLMは大量生産に使えるか?SLMは少量生産で高度にカスタマイズされた部品を製造するのに優れているが、大量生産にはスピードとスケーラビリティのさらなる向上が必要だろう。
- SLMで使用できる材料は?SLMは、金属(チタン、アルミニウムなど)、ポリマー(ナイロン、PEEKなど)、セラミックスなど、さまざまな素材に適合する。
- SLMの環境面での利点は?SLMは材料の無駄を削減し、燃費効率を高める軽量設計をサポートし、現地生産を促進することで、より持続可能な製造方法に貢献する。
積層造形SLMは日進月歩の技術であり、その可能性は私たちの想像力によってのみ制限されることを忘れないでください。より多くの産業や革新者がSLMの能力を受け入れるにつれ、今後さらに画期的なアプリケーションや進歩を目の当たりにすることになるだろう。
Additional FAQs: Additive Manufacturing SLM
1) What file and build prep practices most improve SLM success rates?
- Use watertight, manifold CAD; orient to minimize overhangs and support shadows; apply lattice/TPMS infill where appropriate; validate with slicer collision and heat maps; simulate distortion and compensate with scaled geometries.
2) How do powder characteristics affect SLM quality?
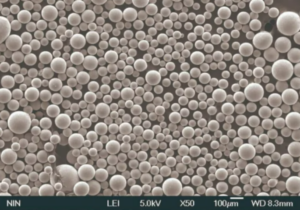
- Spherical morphology, tight PSD (typically 15–45 µm), low oxygen and moisture reduce spatter, improve flow, and increase density. Track O/N/H and reuse counts; sieve between builds; store under inert gas.
3) What are typical post-processing routes for SLM metals?
- Support removal, stress relief, HIP (for fatigue‑critical parts), heat treatment per alloy (e.g., AlSi10Mg stress‑relief; Ti‑6Al‑4V HIP + aging), machining, surface finishing (shot peen, blasting, polishing), and NDT (CT, dye‑pen, UT).
4) Can SLM compete with die casting or MIM on cost?
- For complex, low‑to‑mid volumes or parts needing internal channels/conformal cooling, SLM can be cost‑competitive by eliminating tooling and assembly. For simple high-volume parts, casting/MIM usually remains cheaper.
5) Which alloys are most mature for SLM production?
- Ti‑6Al‑4V, AlSi10Mg, 316L, Inconel 718/625, CoCr, and maraging steels have robust parameter sets, extensive data, and established post‑processing workflows.
2025 Industry Trends: Additive Manufacturing SLM
- Multi‑laser throughput: 8–16 laser platforms with advanced scheduling yield 15–30% higher utilization.
- Closed‑loop control: Layerwise melt pool sensing and AI‑assisted parameter tuning reduce lack‑of‑fusion defects and scrap.
- High‑strength Al and Cu: Wider adoption of Sc/Zr‑modified Al and high‑conductivity CuCr1Zr with improved absorptivity.
- Digital material passports: OEM mandates for powder genealogy, PSD, and O/N/H across reuse cycles.
- Sustainability: EPDs and recycled powder programs expand; inert gas and energy usage are now tracked for scope‑3 reporting.
2025 SLM Adoption Snapshot (Indicative)
| メートル | 2023 | 2024 | 2025年年初来累計(8月時点) | 備考 |
|---|---|---|---|---|
| Global installed LPBF/SLM metal systems | ~14,500 | ~16,300 | ~18,100 | Multi‑laser growth |
| Avg. build rate (Ti‑6Al‑4V, cm³/h per laser) | 12–18 | 14–22 | 16–25 | Optics + strategies |
| Parts passing first‑article on first build (%) | ~64 | ~69 | ~74 | Better monitoring |
| Lots with digital powder genealogy (%) | ~45 | ~58 | ~72 | トレーサビリティ |
| HIP usage for flight/implants (%) | ~48 | ~53 | ~58 | Fatigue critical |
| Typical AlSi10Mg O spec (wt%) | ≤0.16 | ≤0.15 | ≤0.14 | パウダーハンドリング |
出典:
- ISO/ASTM standards for AM (e.g., 52904, 52907): https://www.iso.org, https://www.astm.org
- Senvol Database (machine–material mappings): https://senvol.com
- NIST AM‑Bench and measurement science: https://www.nist.gov/ambench
- OEM technical notes (EOS, SLM Solutions, Renishaw, GE Additive)
最新の研究事例
Case Study 1: Conformal‑Cooled Injection Molds via SLM Maraging Steel (2025)
Background: A tooling supplier sought to cut cycle time for glass‑filled nylon parts without sacrificing mold life.
Solution: Built inserts in maraging steel with conformal channels; applied real‑time melt pool monitoring and automated recoater health checks; stress‑relief + aging; internal channel polishing.
Results: Cycle time −22%; hotspot temperature drop 18°C; first‑pass yield +9%; insert life matched conventional molds after 250k shots.
Case Study 2: Lightweight Aerospace Brackets in Sc‑modified Al Alloy (2024)
Background: Tier‑1 aerospace aimed to replace machined Al brackets with weight‑optimized SLM parts.
Solution: Used Al‑Mg‑Sc‑Zr powder (15–45 µm); parameter set with elevated preheat and contour remelts; HIP + surface peen; CT‑based acceptance.
Results: Mass −19% vs. machined baseline; fatigue life +15% at equivalent load; rate capability improved 12% with multi‑laser scheduling.
専門家の意見
- Prof. Amy J. Clarke, Professor of Metallurgy, Colorado School of Mines
- “Process‑structure‑property relationships in SLM hinge on interstitial control and scan strategy—tight powder specs paired with in‑situ sensing are reducing property scatter.”
- Dr. Brandon A. Lane, Additive Manufacturing Metrologist, NIST
- “Layerwise thermal signatures can predict porosity; integrating these signals into feedback loops is moving from research to production.”
- Dr. Martina Zimmermann, Head of AM Materials, Sandvik Additive Manufacturing
- “Microalloyed aluminum and high‑conductivity copper grades have crossed the qualification chasm, broadening SLM’s production portfolio.”
実用的なツールとリソース
- ISO/ASTM 52904 (LPBF of metals) and 52907 (feedstock requirements): https://www.iso.org
- ASTM F3301/F3302 (practice and qualification for AM): https://www.astm.org
- NIST AM‑Bench datasets and in‑situ monitoring resources: https://www.nist.gov/ambench
- Senvol Database for qualification mappings: https://senvol.com
- AMS/SAE aerospace AM specs (e.g., AMS7011 series): https://www.sae.org
- OEM material/parameter libraries (EOS, SLM Solutions, Renishaw, GE Additive)
最終更新日: 2025-08-25
変更履歴: Added 5 focused FAQs; provided a 2025 SLM adoption snapshot table with sources; included two recent case studies; added expert viewpoints; compiled practical tools/resources
次回の見直し日とトリガー: 2026-02-01 or earlier if ISO/ASTM/SAE standards update, major OEMs release new SLM qualifications, or multi‑laser/in‑situ control advances change typical build rates by >10%