はじめに
3Dプリンティングとしても知られる積層造形は、複雑でカスタマイズされた部品の製造を可能にすることで、さまざまな産業に変革をもたらした。この革命の最前線にある技術のひとつが 電子ビーム溶解(EBM)炉.この記事では、その動作原理、利点、用途、限界、今後の動向について掘り下げていく。 電子ビーム溶解炉s.
電子ビーム溶解炉とは?
電子ビーム溶解炉は積層造形装置の一種で、電子ビームを利用して金属粉末を選択的に溶融・融合させ、複雑な三次元(3D)構造体を造形する。このプロセスは高真空環境で行われ、金属粉末の溶融と凝固を正確に制御します。

電子ビーム溶解炉の動作原理
電子ビーム発生
電子ビーム溶解プロセスは、高エネルギー電子ビームの発生から始まります。強力な電子銃が集束したビームを放出し、金属粉末のベッドをスキャンします。
パウダーベッドの準備
溶融プロセスの前に、金属粉末の薄い層が造形プラットフォーム上に均一に分布される。この粉末層が積層造形プロセスの原材料となる。
粉末溶解プロセス
電子ビームがパウダーベッド上をスキャンすると、金属粒子を選択的に溶融・融合させる。ビームのエネルギーによって粒子は融点に達し、強固で完全に緻密な層が形成される。
レイヤーごとの構築
層が溶けて固まると、造形プラットフォームが下に移動し、新しい粉末の層が上に広げられる。このレイヤーごとのアプローチを、目的の3D構造が得られるまで繰り返す。
電子ビーム溶解炉の利点
複雑な形状に対応
電子ビーム溶解炉の大きな利点の一つは、従来の方法では製造が困難または不可能な複雑な幾何学形状を製造できることです。電子ビーム溶解プロセスでは、レイヤーを重ねることで複雑な内部構造やアンダーカットが可能になるため、支持構造を追加する必要がありません。
高い素材利用率
EBM炉は材料利用率が高い。パウダーベッドが選択的に溶融される際、周囲の手付かずのパウダーがサポートとして機能するため、廃棄物が最小限に抑えられ、材料コストが削減されます。
後処理の必要性を低減
電子ビーム溶解のニアネットシェイプ機能は、大規模な後処理の必要性を低減します。製造された部品は、最小限の機械加工や仕上げで済むため、製造工程における時間と資源を節約できます。
強化された素材特性
EBM炉での制御された溶融・凝固プロセスは、材料特性の向上をもたらします。微細な組織と空隙がないため、強度や耐疲労性などの機械的特性が向上します。

電子ビーム溶解技術の応用
航空宇宙産業
航空宇宙産業は、タービンブレードや燃料ノズルなどの軽量で複雑な部品の製造に電子ビーム溶解技術を採用しています。複雑な内部冷却チャンネルを形成する能力は、これらの重要な部品の性能を向上させます。
医療分野
医療分野では、EBM 炉は患者専用のインプラント、歯科用フレームワーク、整形外科用器具の製造に使用されている。カスタマイズ機能により、個々の患者に合わせたインプラントの製造が可能になり、治療成績の向上につながる。
自動車部門
自動車分野では、軽量部品の生産に電子ビーム溶解が活用され、車両重量の軽減と燃費の向上が図られています。エンジンブラケット、インテークマニホールド、サスペンション部品などの部品は、強度と軽量化のために最適化することができます。
金型製造
電子ビーム溶解は、金型製造にも採用されている。このプロセスにより、複雑な冷却チャンネルを持つ非常に複雑な金型、ダイ、インサートの製造が可能になり、サイクルタイムが短縮され、部品の品質が向上します。
限界と課題
ビルド・ボリュームとスピード
電子ビーム溶解の限界の一つは、造形量と造形速度である。ビルドチャンバーのサイズにより、製造可能な部品の最大寸法が制限される一方、レイヤーごとのアプローチは、大きな構造では時間がかかることがある。
コスト
電子ビーム溶解技術の初期投資と運用コストは相当なものになる。装置、メンテナンス、熟練したオペレーターの要件は、この製造方法に関連する全体的な費用の一因となります。
材料の選択と入手可能性
すべての材料が電子ビーム溶解で加工できるわけではありません。用途によっては、適切な金属粉末の入手や、所望の材料特性を達成する能力が課題となる場合があります。
表面仕上げと精度
EBMで製造された部品は、粗い表面仕上げを示すことが多く、より滑らかな表面が必要な場合は、追加の後処理が必要になります。さらに、熱応力や反りなどの要因により、高い寸法精度を達成することは困難な場合があります。

今後の動向と展開
ハイブリッド・プロセスの増加
電子ビーム溶解と機械加工やレーザー蒸着などの他の技術を組み合わせたハイブリッド製造プロセスが出現している。これらのハイブリッドプロセスは、EBMの利点を提供する一方で、表面仕上げの改善や造形時間の短縮など、EBMの限界のいくつかに対処しています。
現場モニタリングの進歩
in-situモニタリングシステムの開発により、溶解プロセスをリアルタイムで観察できるようになり、製造パラメーターのより良い制御と最適化が可能になった。これにより、プロセスの信頼性が向上し、欠陥のリスクが低減する。
素材選択の改善
現在進行中の研究は、電子ビーム溶解を使用して加工できる材料の範囲を拡大することを目的としている。合金開発と粉末製造技術の進歩により、より広範な機能性材料の製造が可能になるだろう。
電子ビーム溶解のスケールアップ
電子ビーム溶解技術を工業生産用にスケールアップする取り組みが行われている。造形量と造形速度を向上させ、大量生産のためにプロセスを最適化することで、EBMはさまざまな産業にとってより利用しやすくなり、より短いリードタイムで複雑な部品を大量生産できるようになる。

結論
電子ビーム溶解炉は、独自の機能と利点を提供することで、積層造形の分野に革命をもたらしました。複雑な形状を製造する能力、高い材料利用率、後処理要件の削減、および強化された材料特性により、EBMは航空宇宙、医療、自動車、工具および金型製造などの産業において価値ある技術となっています。
しかし、造形量や造形速度の制限、コストへの配慮、材料選択、表面仕上げ精度などの課題は、より広く採用されるためには対処する必要がある。今後のトレンドとしては、ハイブリッドプロセスの統合、in-situモニタリングの進歩、材料選択の改善、電子ビーム溶解技術のスケールアップが挙げられる。
技術が進化し続ける中、電子ビーム溶解炉は付加製造の未来を形作る上で重要な役割を果たすと期待されており、効率と性能を向上させながら高度にカスタマイズされた複雑で機能的な部品の製造を可能にする。
よくある質問
1.電子ビーム溶解は、異なる種類の金属に使用できますか?
はい、電子ビーム溶解は、チタン合金、ステンレス鋼、ニッケル基超合金など、幅広い金属粉末に使用できます。ただし、特定の材料の入手可能性と適合性は異なる場合があります。
2.電子ビーム溶解で製造される部品には、サイズ制限がありますか?
確かに、電子ビーム溶解装置の造形量は、製造可能な部品の最大サイズに制限を設けています。しかし、技術の進歩は、サイズ能力の限界を押し広げ続けています。
3.電子ビーム溶解と他の積層造形技術との比較は?
電子ビーム溶解は、複雑な形状の製造能力、高い材料利用率、強化された材料特性など、独自の利点を提供します。しかし、選択的レーザー溶融(SLM)や溶融積層造形(FDM)のような他の技術と比較すると、造形量、表面仕上げ、速度の点で限界があります。
4.電子ビーム溶解炉は大量生産に適していますか?
電子ビーム溶解は大量生産の可能性を秘めているが、現在、製造速度とコスト面での課題に直面している。現在進行中の研究開発努力は、これらの課題に対処し、EBMを工業規模の製造により現実的なものにすることを目指している。
5.電子ビーム溶解は、製造以外の用途にも使用できますか?
電子ビーム溶解は主に製造業で使用されているが、その用途はそれだけではない。この技術は、建築、アート、ジュエリーデザインなど、複雑でカスタマイズされた構造が求められる分野で活用される可能性を秘めている。
電子ビーム溶解における成功の鍵は、技術の能力を理解し、その利点を活用し、その限界を克服するために技術革新の限界に挑戦し続けることにあることを忘れてはならない。
Additional FAQs About Electron Beam Melting Furnaces
1) Which alloys are best suited for Electron Beam Melting Furnaces and why?
- Ti-6Al-4V/ELI, Ti-6Al-7Nb, CoCr, and Ni‑based superalloys (e.g., IN718) perform well because EBM’s high-vacuum, high‑temperature preheat reduces oxygen pickup and thermal gradients, mitigating cracking and distortion.
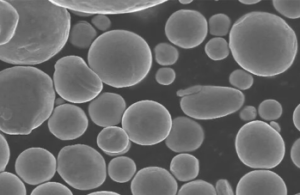
2) What powder specifications are optimal for EBM powder beds?
- Spherical morphology, PSD 45–106 µm, sphericity ≥0.93, satellite fraction ≤5%, hollow fraction ≤1–2% (verified by CT). For titanium: O ≤0.15 wt% (ELI ≤0.13%), N ≤0.05 wt%, H ≤0.012 wt%.
3) How does preheat temperature influence build quality in Electron Beam Melting Furnaces?
- Elevated preheat (typically 600–800°C for Ti alloys) lowers residual stress and warping, improves layer adhesion, and stabilizes microstructure; may slightly coarsen grains but usually enhances fatigue consistency post‑HIP/heat treat.
4) Can powder be reused in EBM, and what controls are needed?
- Yes. Many users validate 6–10 reuse cycles with sieving and blending. Track PSD, flow (Hall/Carney), O/N/H via LECO, and CT surface‑connected defects; refresh when interstitials or defect rates trend upward.
5) What post‑processing is most impactful for EBM parts?
- HIP to close porosity, stress relief/aging (e.g., IN718 per AMS 5662/5663), machining, and surface finishing (shot peen/electropolish). Medical implants add chemical etch/passivation to meet ISO/ASTM requirements.
2025 Industry Trends for Electron Beam Melting Furnaces
- Throughput uplift: Multi-beam path optimization and beam‑shaping cut scan time 10–20% on lattice‑heavy builds.
- Hotter, smarter platforms: Improved preheat control for crack‑sensitive Ni and gamma‑TiAl; in‑situ thermography/EB backscatter signals aid closed‑loop quality control.
- Quality transparency: CoAs increasingly include CT‑measured hollow fraction and image‑based satellite counts; powder genealogy and reuse SPC formalized in aerospace/medical QMS.
- Material portfolio expansion: More validated sets for Ti‑6Al‑7Nb (implants), gamma‑TiAl (turbomachinery), and copper alloys with tailored strategies.
- Sustainability: Closed‑loop vacuum/argon systems and higher revert content in powders reduce cost and footprint.
2025 Market and Technical Snapshot (Electron Beam Melting Furnaces)
| 『メトリック』(2025年) | 代表値/範囲 | 前年同期比の変化率 | 注釈/出典 |
|---|---|---|---|
| EBM‑grade Ti‑6Al‑4V powder price | $150–$280/kg | −3–7% | Supplier/distributor indices |
| EBM‑grade IN718 powder price | $120–$220/kg | −2–6% | Alloy/PSD dependent |
| Recommended PSD (EBM) | 45–106 µm | 安定 | OEMに関するガイダンス |
| Typical hollow fraction (CT) | 0.5–1.5% | 下へ | PREP/EIGA adoption |
| Validated powder reuse cycles | 6~10歳 | 上へ | Stronger O/N/H control |
| Post‑HIP relative density | 99.8–99.95% | +0.1~0.2ポイント | OEM/学術用データセット |
| Build rate gain (path optimizations) | 10–20% | 上へ | OEM software releases |
参考情報源:
- ISO/ASTM 52907 (Metal powders), 52908 (AM process qualification), 52900‑series: https://www.iso.org | https://www.astm.org
- NISTのAMベンチおよび粉末計測:https://www.nist.gov
- ASM Handbooks (Additive Manufacturing; Titanium and Superalloys): https://www.asminternational.org
最新の研究事例
Case Study 1: Crack‑Resistant EBM of IN718 Turbine Segments (2025)
Background: An aerospace supplier sought crack‑free IN718 EBM parts with reduced machining.
Solution: Elevated preheat window, adaptive beam focus, contour‑first scans; PREP IN718 powder (PSD 45–106 µm, satellites <3%). HIP + AMS 5662/5663 heat treatment.
Results: No hot cracks by CT; porosity <0.3% post‑HIP; LCF life +1.7× vs. legacy builds; machining time −12% due to lower distortion.
Case Study 2: EBM Ti‑6Al‑7Nb Cups with Controlled Lattice Porosity (2024)
Background: A medical OEM needed repeatable pore size and higher fatigue for cementless hip cups.
Solution: 700–800°C preheat; lattice‑specific scan vectors; EIGA Ti‑6Al‑7Nb powder (O 0.10 wt%, sphericity 0.96). Post HIP + electropolish + ASTM F86 passivation.
Results: Pore‑size CV cut from 9.0% to 6.1%; fatigue life +2.0× at 10^7 cycles; met ISO 10993 and chemistry/mechanical requirements.
専門家の意見
- Prof. Tresa Pollock, Distinguished Professor of Materials, UC Santa Barbara
Key viewpoint: “The vacuum, high‑temperature environment of Electron Beam Melting Furnaces minimizes defect initiators in Ti and Ni alloys and underpins superior fatigue after HIP.” - ジョン・スロットウィンスキー博士、積層造形計測の専門家(元NIST)
Key viewpoint: “Powder PSD, sphericity, and O/N/H consistency often govern EBM qualification speed more than incremental scan strategy changes.” - Dr. Lars Nyborg, Professor of Materials Processing, Chalmers University of Technology
Key viewpoint: “Preheat and beam control are the principal levers for residual‑stress mitigation and repeatable microstructures in EBM‑built superalloys.”
実用的なツールとリソース
- Standards and qualification
- ISO/ASTM 52907, 52908, 52900‑series: https://www.iso.org | https://www.astm.org
- ASTM F2924/F3001 for Ti alloys in AM and implants: https://www.astm.org
- 計測技術と安全性
- NIST AM Bench; CT for defect/hollow fraction quantification: https://www.nist.gov
- NFPA 484 (Combustible metal powders safety): https://www.nfpa.org
- 技術資料
- ASM Digital Library and Handbooks (AM of Ti and Ni alloys): https://www.asminternational.org
- プロセスの最適化
- OEM EBM parameter guides; lattice/path optimization software; in‑situ thermography modules
最終更新日: 2025-08-26
変更履歴: Added 5 targeted FAQs; inserted 2025 market/technical snapshot table with indicative sources; provided two recent EBM case studies; compiled expert viewpoints; curated practical tools/resources for Electron Beam Melting Furnaces
次回の見直し日とトリガー: 2026-02-01 or earlier if ISO/ASTM update AM standards, OEMs release new EBM parameter sets/alloy allowables, or NIST/ASM publish new datasets on preheat–defect correlations